垃圾焚烧厂产生的垃圾渗滤液主要来自未焚烧前储存在贮坑内的垃圾受到一定的挤压作用后排出的水分和垃圾中有机质在贮坑内酸性发酵产生的废水。其水质具有如下特征:(1)水质成分复杂,有机物浓度较高。渗滤液中含有大量的苯胺类、杂环芳烃化合物等难降解有机物,其COD高达30~70g/L。(2)氨氮含量高。渗滤液中氨氮质量浓度一般超过1 000 mg/L,而且蛋白质、苯胺类等化合物降解后,其含量还会继续升高。(3)可生化性较好。相对于填埋垃圾渗滤液,其BOD5/COD一般超过0.4,VFA含量在5 g/L以上,易被微生物降解。焚烧垃圾渗滤液若直接排入水体中,将对环境造成极大的破坏。
笔者以某垃圾焚烧发电厂垃圾渗滤液为处理对象,介绍了预处理—UASB—A/O膜生物反应器—NF的组合工艺的设计及运行情况,以期为同类型废水的设计和运行提供参考。
1 工程概况
本渗滤液处理站服务范围为现有垃圾焚烧厂垃圾成品库和原生库收集池内渗滤液、地磅房和卸料平台冲洗污水。根据本工程可研报告的论证及相关部门的批复,确定本项工程规模200 m3/d。
参考国内焚烧厂渗滤液典型水质参数及根据同类地区同类型垃圾焚烧厂水质参数确定本生活垃圾渗滤液处理站进水主要水质参数,见表 1,出水水质按照相关标准和业主要求达到《污水综合排放标准》(GB 8978—1996)中的一级排放标准。
表 1 渗滤液处理站设计水质| 项目 | pH | BOD 5 /(mg.L -1 ) | COD/(mg.L -1 ) | SS/(mg.L -1 ) | 氨氮/(mg.L -1 ) | 石油类/(mg.L -1 ) | TP/(mg.L -1 ) | 色度/倍 |
| 进水 | 6~9 | 25000 | 50000 | 9000 | 1200 | - | 15 | 500 |
| 出水 | 6~9 | 20 | 100 | 70 | 15 | 5 | 1 | 50 |
2 处理工艺
2.1 污水处理
本工程采用“预处理—UASB—A/O膜生物反应器—NF”的污水处理工艺,工艺流程如图 1所示。
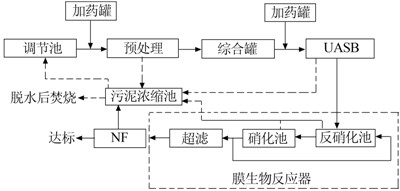
渗滤液进入调节池前先经过过滤和沉淀去除纤维丝和泥沙等无机物,并在调节池出口处加热到厌氧要求温度,然后在综合罐中调节pH和营养元素、温度等,再用泵提升进入UASB底部。厌氧处理后的出水,进入MBR系统进一步处理。为了确保系统的稳定性,本工程中将生化系统和超滤系统分别独立设置。厌氧出水首先进入A/O生化系统进行硝化-反硝化脱氮。生化池出水进入超滤工艺中进行固液分离,产水进入NF进一步截留不可生化的大分子有机物及部分盐分、纳滤的清液。分离的污泥通过循环泵回流至生物反应器内,其中的污泥质量浓度可达到10~15 g/L,处理效率大幅度提高。纳滤过程产生的浓缩液经过絮凝后进污泥浓缩池进行处理。
2.2 污泥处理
采用“污泥浓缩+污泥脱水+炉内焚烧”的工艺处理污泥。系统中设置污泥处理系统,预处理系统、UASB、A/O膜生物反应器、膜处理系统等产生的污泥进入污泥浓缩池处理后,再通过带式压滤污泥脱水机,脱水后污泥含水率低于75%,并通过焚烧炉进行焚烧无害化处置。污泥浓缩池上清液和污泥脱水液则回流至调节池进行处理。
3 主要构筑物设计
(1)调节池。由于不同季节、不同时期垃圾堆放产生的渗滤液的水质、水量波动较大,所以将其引入调节池中停留一定的时间,并通过预曝气使废水在池内充分混合,以保证后续处理工艺的稳定运行。调节池尺寸为25 m×20 m×5 m,整个调节池池底标高-2.0 m,池底设污泥斗,池顶标高+3.0 m。调节池配备2台提升泵,Q=30 m3/h,H=10 m。
(2)综合罐。废水进入UASB前先在综合罐内进行预酸化,将其中的复杂大分子有机物水解成小分子物质,并在酸化池(综合罐)中设置回流、加热、加药系统,对污水进行预调节,有利于系统的稳定运行,且可去除部分COD和BOD。综合罐直径5 m,高5 m,碳钢防腐,总有效容积90 m3。
(3)UASB。UASB反应塔尺寸D 10 m×12 m,现场制作,总有效容积900 m3。设计流量200 t/d,容积负荷(以COD计)为5 kg/(m3·d),COD去除率50%~70%。UASB通过三相分离器进行沼气收集,收集管通过水封至100 m3的气柜。本沼气利用系统分为两部分,一部分为沼气加热系统,通过沼气燃烧加热清水,热水通过换热器循环加热污水 ,提高UASB塔内的水温。第二部分为自动点火系统,将多余的沼气通过自动点火火炬放空燃烧。
UASB系统的主要设备见表 2。
表 2 UASB系统主要设备规格型号| 名称 | 规格型号 | 名称 | 规格型号 |
| 进水泵 | Q=60m 3 /h,H=20m | 布水装置 | 2台,非标 |
| 水封罐 | D0.8m×3.0m | 出水装置 | 非标 |
| 阻火器 | DN80 | 火炬 | 100m 3 /h |
| 三相分离器 | 非标 | 气柜 | 100m 3 |
| UASB反应塔 | D10m×12m | 蒸汽喷射加热器 | 冷水流量10~20m 3 /h,起始平均温度15℃,最终温度35~40℃ |
(4)A/O膜生物反应器。超滤膜采用日本住友电工聚四氟乙烯超滤膜,共1 056 m2,88支膜,分成4组膜组件设于MBR池中。生化系统Q=200 m3/d,工作时间按24 h计算,平均流量8.3 m3/h。A池尺寸为20 m×6.0 m×5.5 m,半地下钢混防腐结构,有效容积600 m3。O池尺寸为20.0 m×20.0 m×5.5 m,半地下钢混防腐结构,有效容积2 000 m3。该系统的主要设备如表 3所示。
表 3 A/O膜生物反应器主要设备规格型号| 名称 | 规格型号 | 名称 | 规格型号 |
| 潜水搅拌机 | 10.0m×6.0m×5.50mm,有效水深5.00m | 板式换热器 | 4台,逆流式,换热器1.11×10 6 kJ/h,热式介流量100m 3 /h,冷介质流量120m 3 /h |
| 微孔曝气器 | 0.3m 3 | 清水冷却泵 | 3000个,120m 3 /h |
| 罗茨风机 | 3台,Q=25m 3 /min,H=6m | 冷却塔 | Q=120m 3 /h |
| 循环泵 | 2台,200m 3 /h,10m | 碳源投加泵 | Q=20L/h,H=40m |
| 电磁流量计 | DN100 | 消泡剂投加泵 | Q=20L/h,H=40m |
| 污泥冷却泵 | 100m 3 /h | 其余 | 溶解氧发生器1个,液位计5个 |
(5)NF。NF系统由15个膜元件组成,每一个膜元件拥有32.2 m2膜过滤面积;每5个膜元件组成一根膜管,共3根膜管。纳滤系统最大压力为1.5 MPa,并配套清洗系统和加药系统。纳滤净化水回收率85%,浓缩液经过絮凝后进入污泥处理系统。纳滤浓缩液经过浓缩沉淀处理后,大部分二价离子及50%左右的COD被吸附去除,上清液回到调节池中。NF系统采用GE品牌膜。单套处理量200 m3/d。
(6)污泥浓缩池。总污泥量估计15 m3/d(考虑到污泥量较少,将UASB厌氧污泥和生化污泥一起浓缩处理),停留时间24 h。设计尺寸为4.0 m×4.0 m×5.5 m,钢混防腐结构。污泥处理系统主要设备规格见表 4。
表 4 污泥处理系统设备规格型号| 名称 | 规格型号 | 名称 | 规格型号 |
| 污泥螺杆泵 | Q=10m 3 /h,H=10m | 絮凝剂溶药罐 | PE罐2m 3 ,计量泵流量30~100L/h,压力0.7MPa |
| 浓缩液泵 | Q=10m 3 /h,H=10m | 污泥加药泵 | 2台,流量30-100L/h,压力0.7MPa |
| 清水泵 | Q=15m 3 /h,H=10m | 化学除臭系统 | 处理量4100m 3 /h |
| 板框脱水机 | 处理进水量Q=3m 3 /h,出泥含水率≤80%,含固率1%~2% | 管道混合器 | DN50,流量20m 3 /h;L=500mm,接口DN20,1.0MP |
4 系统运行情况
该组合工艺经过90 d的调试运行后,达到200 m3/d的处理量,其在满负荷运行阶段(1个月)测得的各项水质指标的平均值如表 5所示。
| 处理单元 | COD | BOD 5 | NH 3 -N | SS | ||
| 原水 | 进水/(mg.L -1 ) | 48764 | 29516 | 1528 | 11314 | |
| 调节池 | 出水/(mg.L -1 ) | 31737 | 18783 | 1327 | 9042 | |
| 去除率/% | 35.1 | 36.4 | 13.2 | 20.1 | ||
| 综合罐 | 出水/(mg.L -1 ) | 24816 | 15228 | 1445 | 6215 | |
| 去除率/% | 21.8 | 18.9 | -8.9 | 31.3 | ||
| UASB | 出水/(mg.L -1 )8647 | 4216 | 1314 | 3281 | ||
| 去除率/% | 65.2 | 72.3 | 9.1 | 47.2 | ||
| A/O膜生物反应器 | 出水/(mg.L -1 ) | 812 | 271 | 38 | 56 | |
| 去除率/% | 93.9 | 93.6 | 97.1 | 98.3 | ||
| NF | 出水/(mg.L -1 )78 | 17 | 11 | 19 | ||
| 去除率/% | 90.4 | 93.7 | 71.1 | 66.1 | ||
| 总去除率/% | 99.84 | 99.94 | 99.28 | 99.83 | ||
由表 5可以看出,该工艺可以很好地处理焚烧厂的垃圾渗滤液,出水可达到《污水综合排放标准》(GB 8978—1996)中的一级排放标准。
5 运行成本分析
本工程调试结束后,投入正常运行的运行费用如表 6所示。
| 项目 | 设备名称 | 运行费用/(元.t -1 ) | 备注 |
| 电费 | 生化系统 | 13.92 | 电费单价按照0.80元/(kW.h)计 |
| 折旧费 | MBR系统 | 0.48 | |
| NF系统 | 1.44 | ||
| 生化系统 | 6.03 | 按照15a折旧 | |
| MBR系统 | 2.60 | 按照10a折旧 | |
| NF系统 | 2.74 | 按照3a折旧 | |
| 药剂费 | 0.25 | 次氯酸钠、氢氧化钠等消泡剂,酸碱,膜清洗药剂等 | |
| 人工费 | 1.25 | 按照2500元/(人.月)计,共3人 | |
| 合计 | 28.71 |
朱卫兵等认为,以处理1 kg COD 的运行费来比较工艺的经济性较为科学。本工程中处理1 kg COD平均费用为0.57元,而城市污水厂每去除1 kg COD的运行费(包括折旧费)为0.8~1.2元。可见,该组合工艺处理垃圾焚烧厂的垃圾渗滤液具有较好的经济性。具体参见http://www.dowater.com更多相关技术文档。
6 结论
(1)采用预处理—UASB—A/O膜生物反应器—NF的组合工艺处理某生活垃圾焚烧发电厂渗滤液,取得了较好的效果,出水各项指标均可达到《污水综合排放标准》(GB 8978—1996)中的一级排放标准。
(2)有机物和SS主要在UASB及前序工艺中去除,而A/O膜生物反应器+NF对NH4+-N的去除较为明显。
(3)与城市污水厂生活污水处理的运行费用相比,该工艺具有较好的经济性。

