腈纶废水属于难降解有毒工业废水,对该废水的处理是石油化工污染治理和控制的一个重要方面,但其处理技术目前在国内仍不成熟。腈纶废水具有污染物浓度高、N/C 高、毒性高以及B/C 低的“三高一低”特点〔1〕,为此,如何采取适宜的措施对腈纶废水进行预处理,降低其中对生化处理有害的污染物浓度或提高有机污染物的降解效果,保证后续处理的高效进行,成为腈纶废水处理的研究热点之一〔2, 3〕。
三维电极是在常规二维电极的阴、阳极间填充均匀混合的导电颗粒和绝缘颗粒而构成。三维电极技术将电解过程和吸附过程相结合,电解时,当主电极间所施加的电压足够高,使导电颗粒沿电场方向两端的电位降超过阴极和阳极反应的可逆电位时,导电颗粒表面带电,成为新的极(第三极)〔4, 5〕;同时通过在电极板之间填充活性炭等混合填料,使其不但发挥了填料的吸附功能,又能利用填料颗粒增加电极表面,这样,在吸附过程中,电解也在同时进行,使活性炭吸附表面不断更新,在宏观上没有产生再生“时间段”,从而实现了吸附过程的连续。三维电极技术具有较为广泛的应用前景〔6〕。
本试验以三维电极技术作为腈纶废水的预处理方案,通过单因素和正交试验讨论了电解电压、反应时间和废水pH 等因素对处理效果及反应能耗的影响,并得出处理腈纶废水的最佳工艺条件,以期为此类废水的治理提供科学依据。
1 废水来源和水质
试验所用废水均来自吉林化纤污水处理场调节池,其水质:COD 550~810 mg/L,BOD5170~220 mg/L,TN 160 ~350 mg/L,NH3-N 70 ~135 mg/L,TOC 200 ~330 mg/L,pH 7~8,丙烯腈1~21 mg/L,二甲基乙酰胺(DMAC) 25~160 mg/L。该废水B/C 约为0.25~0.28,可生化性较低,且水中含有DMAC、丙烯腈等有毒物质,难以通过生物方法直接处理。
2 试验材料和方法
2.1 试验材料及其预处理
试验采用铱钌涂层钛合金作为阳极材料,钛合金作为阴极材料。根据复极性反应器的原理,粒子群电极的理想条件是粒子的电阻远小于溶液的电阻,以利于形成高梯度电场,便于粒子复极化; 另一方面,为了使粒子复极化,又要防止粒子之间相互接触,即要求粒子之间彼此绝缘〔7, 8〕。因此,在活性炭填料中加入了一定量的石英砂,实现对活性炭粒子群电极的绝缘作用,以便更好地达到复极性电解池的效果〔8〕。混合填料经过长期运行,使填料吸附性和电解的催化氧化性达到一个相对的平衡状态,以排除填料单纯吸附作用的干扰。
2.2 试验装置及方法
2.2.1 试验装置
试验装置如图 1 所示。电极反应器由有机玻璃板制成,尺寸为30 cm×20 cm×20 cm。阴阳极板尺寸为20 cm×15 cm,电极间距为3 cm。填料由在废水中吸附饱和的2.36 mm×4.75 mm 活性炭和相同粒径的石英砂按质量比4∶1 混合而成。
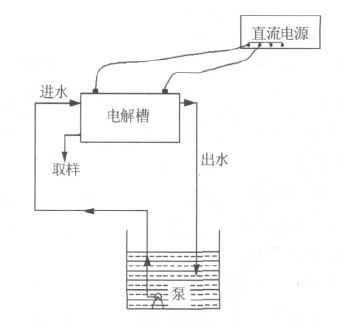
图 1 三维电极反应装置
2.2.2 试验方法
试验采用静态间歇方式进行操作,具体过程如下:在水槽中装入18 L 腈纶废水,调节其pH,利用小型潜水泵使废水不断地循环从而能够均匀地与电极接触,同时利用直流电源输出一定额度的电压,经过一段时间后,从取样口取样进行相关指标的测定。
2.3 测定方法
COD 的测定采用重铬酸钾法;BOD5采用OxiTopIS12 BOD 分析仪(德国WTW 公司)进行测定;NH3-N 的测定采用纳氏试剂分光光度法( 雷磁UV-9600 分光光度计,上海精科公司);TN、TOC 采用TOC-VCPH 型总有机碳总氮分析仪(日本岛津公司)进行测定;DMAC、丙烯腈采用液相色谱/质谱联用仪( 美国Agilent 公司) 进行测定;pH 采用雷磁pHS-3C 型酸碱计(上海精科公司)进行测定。
3 试验结果及讨论
3.1 二维电极和三维电极处理效果对比
在20 V 电压下,进行二维电极与三维电极处理效果的比较。其中,二维电极反应器中未填加填料,三维电极反应器中填加填料,废水处理体积为18 L。二维电极法与三维电极法的处理效果如图 2 所示。
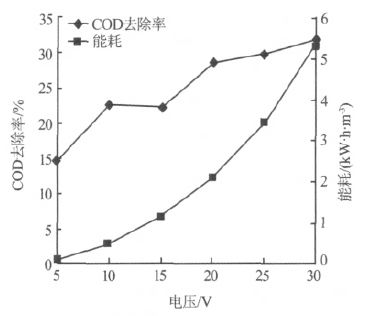
图 2 二维电极和三维电极对废水处理效果比较
由图 2可知,三维电极反应器对废水COD 的去除率明显高于二维电极反应器。这是由于与传统平板电极法相比,三维电极法有机地结合了吸附、面催化、氧化还原等多种过程,并极大地增加了单位体积的电极表面积,从而大大提高了废水的处理效果。
3.2 电压的影响
取18 L 废水,调节pH 为5.0,采用三维电极反应器分别在5、10、15、20、25、30 V 电压下电解90 min,考察电解电压对COD 去除率及能耗的影响,结果见图 3。
图 3 电解电压对COD 去除率和能耗的影响
由图 3 可知,随着电压的增高,COD 去除率逐渐增大,当电压达到20 V 后,COD 去除率的上升变缓。其原因可能是由于在电压由低到高的过程中,填充粒子不断被激活,使有效电极面积不断增大,从而提高了COD 去除率;而当外加电压超过一定值时可能造成反应器内部填充粒子间的短路,降低了电解效率。同时,随着电压的升高能耗迅速增大,若电压过大可能造成极板击穿。综合考虑,最佳电压为20 V。
3.3 电解时间的影响
取18 L 废水,调节pH 为5.0,保持电压为20 V,采用三维电极反应器分别处理30、60、90、120、150、180 min,考察电解时间对COD 去除率及能耗的影响,结果如图 4 所示。
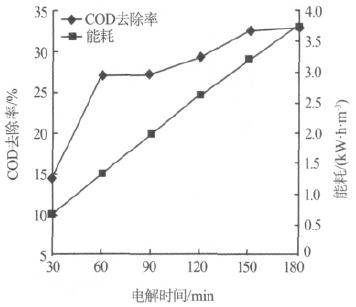
图 4 电解时间对COD 去除率和能耗的影响
由图 4 可以看出,在电解的前60 min,COD 去除率迅速增大至27%; 之后随着电解时间的延长,COD 去除率的增长逐渐趋于平缓,这可能是由于电解初期吸附在填充粒子表面上的部分有机物经电解作用后分解成小分子有机物溶解在水溶液中,使废水COD 增高,从而使COD 去除率增加缓慢〔8〕;同时随着电解时间的增加,电解能耗迅速增大。出于经济成本的考虑,确定最佳电解时间为60 min。
3.4 废水pH 的影响
由于三维电极在酸性条件下对有机物的处理效果较碱性条件下好,因此,取18 L 废水,分别调节pH 为2.0、3.0、4.0、5.0、6.0、7.0,在20 V 电压下电解60 min,考察pH 对COD 去除率及能耗的影响,结果如图 5 所示。
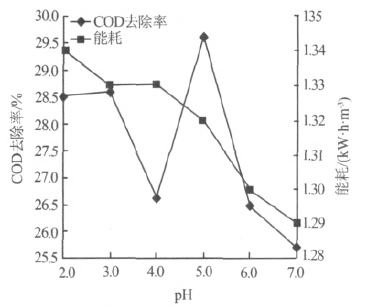
图 5 pH 对COD 去除率和能耗的影响
由图 5 可以看出,当pH 为5.0 时,COD 去除率最高;同时随着pH 的升高,反应能耗略有减小,说明pH 的变化对能耗的影响很小。考虑到在实际工程应用中应尽量降低经济成本和减少操作条件,因此确定最佳pH 为5.0。
3.5 基于单因素试验的正交试验
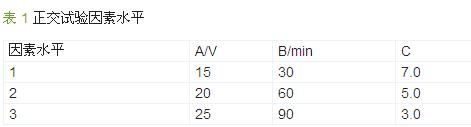
在前期试验基础上,以电解电压(A)、电解时间(B)和pH(C)作为影响因素,以COD 为评价指标,按L9(33)进行正交试验,通过正交试验进一步科学地确定三维电极法处理腈纶废水的最佳因素水平。正交试验因素水平及结果如表 1、表 2 所示。
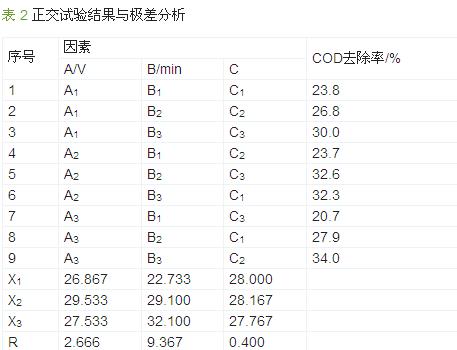
由表 2 可知,影响COD 处理效果的因素主次顺序为B>A>C,即电解时间>电压>pH,最优水平组合为A2B3C2,因此最佳反应条件为电压20 V,电解时间90 min,进水pH=5.0。
由3.3 可知,当电压为20 V,进水pH 为5.0 时,电解60 min 和90 min 的能耗分别为1.33 kW・h/m3和1.99 kW・h/m3,而COD 去除率分别为27.0%和27.2%,综合以上两方面考虑,选用60 min 为最优反应时间。通过单因素和正交试验以及对电解能耗的综合分析,得出三维电极法处理腈纶废水的最优条件:电解时间为60 min,电压为20 V,pH 为5.0。
3.6 优化条件下的处理效果以及对废水可生化性的影响
在最优条件下,对18 L 废水进行重复试验,结果如表 3 所示。

由表 3 可知,三维电极法对腈纶废水的COD、NH3-N、TN、TOC 均有一定的去除能力,但整体效果不是很好;对特征污染物DMAC 和丙烯腈的去除率分别为91.3%和98.7%;废水的B/C 则由0.28 提高到0.41。另外,试验中测得反应能耗为1.33 kW・h/m3 左右。综上所述,三维电极法作为腈纶废水的一种预处理方案,可使该废水的可生化性得到很大的提高,为后续的生物处理提供了较好的条件。具体参见http://www.dowater.com更多相关技术文档。
4 结论
(1)三维电极法处理腈纶废水的最优条件:电解时间为60 min,电压为20 V,pH 为5.0,在此条件下,COD 去除率达到29%左右,氨氮去除率达到12%左右,特征污染物DMAC 和丙烯腈的去除率分别达到91.3%和98.7%,处理1 吨该废水所需能耗为1.33 kW・h 左右。
(2)三维电极法作为腈纶废水的预处理工艺,可将废水的可生化性由0.28 提高到0.41,为后续的生物处理提供了较好的条件。

