申请日2016.09.26
公开(公告)日2017.01.18
IPC分类号C02F9/14
摘要
本发明公开了一种化工废水处理系统及其处理方法;所述系统包括依次管接的混合调节池1、混凝气浮池5、配水池6、UASB厌氧反应器10、立式氧化槽16、水解酸化池20、接触氧化池24、沉淀池27、反应池30和混凝沉淀池31;混合调节池1出水与调节池提升泵4进水管相连,调节池提升泵4出水管接至混凝气浮池5;混凝气浮池5出水与配水池6相连,配水池6出水管接至UASB厌氧反应器10内的厌氧反应器布水装置11;本发明结合化工废水水质要求,提供了一种技术上成熟、可靠、稳妥;处理效率高、效果好;投资省、运行成本低的处理单元优化组合的化工废水处理系统及其方法。
权利要求书
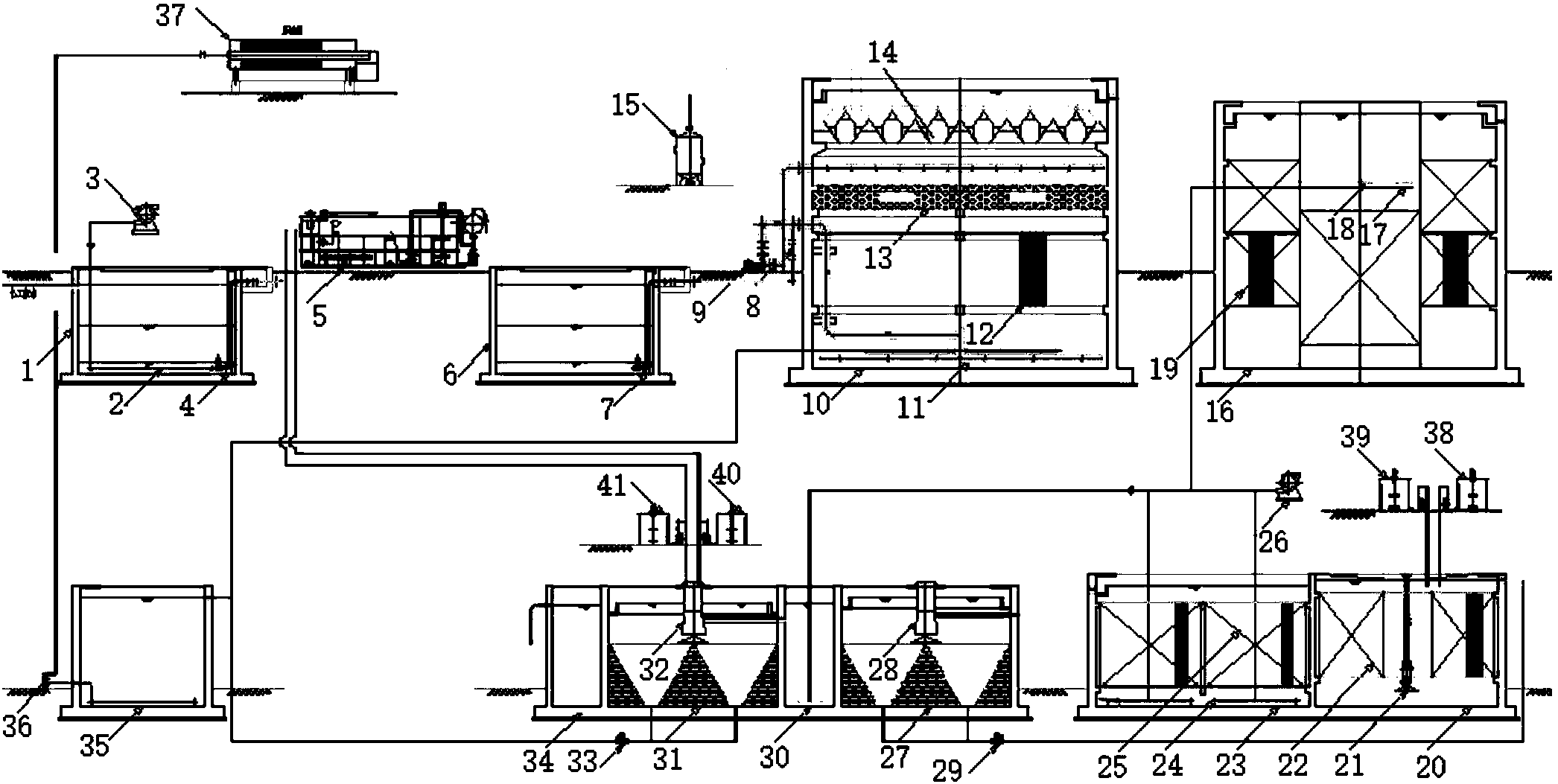
1.一种化工废水处理系统,其特征在于,所述系统包括混合调节池(1)、混凝气浮池(5)、配水池(6)、UASB厌氧反应器(10)、立式氧化槽(16)、水解酸化池(20)、接触氧化池(24)、沉淀池(27)、反应池(30)和混凝沉淀池(31);混合调节池(1)出水与调节池提升泵(4)进水管相连,调节池提升泵(4)出水管接至混凝气浮池(5);混凝气浮池(5)出水与配水池(6)相连,配水池(6)出水管接至UASB厌氧反应器(10)内的厌氧反应器布水装置(11);UASB厌氧反应器(10)出水管与立式氧化槽(16)内的立式氧化槽布水装置(18)相连,立式氧化槽(16)出水管与水解酸化池(20)相连;水解酸化池(20)出水与接触氧化池(23)相连;接触氧化池(23)出水与沉淀池(27)相连;沉淀池(27)出水与反应池(30)相连;反应池(30)出水与混凝沉淀池(31)相连。
2.根据权利要求1所述的化工废水处理系统,其特征在于,所述UASB厌氧反应器(10)包括其内部自下而上分别设置的厌氧反应器布水装置(11)、大夹片组合填料层(12)、悬浮球填料层(13)、三相分离器(14)和出水堰,还包括与三相分离器(14)废气收集管相连的汽水分离罐(15),以及与厌氧反应器布水装置(11)相连的厌氧反应器回流泵(9);所述厌氧反应器回流泵(9)的回流比控制在1∶1~3∶1。
3.根据权利要求1所述的化工废水处理系统,其特征在于,所述立式氧化槽(16)包括横向并列设置在立式氧化槽(16)内中上部的立式氧化槽布气装置(17)、立式氧化槽布水装置(18),以及纵向设置在立式氧化槽(16)内的若干立式氧化槽专用填料(19)。
4.根据权利要求1所述的化工废水处理系统,其特征在于,所述沉淀池(27)包括沉淀池中心导流筒(28)、沉淀池污泥斗和外设的污泥回流泵(29),沉淀池(27)污泥部分回流至立式氧化槽(16),剩余污泥泵至污泥浓缩池(35)。
5.根据权利要求1所述的化工废水处理系统,其特征在于,所述混凝沉淀池(31)包括混凝沉淀池中心导流筒(32)、混凝沉淀污泥斗,还包括外设的污泥泵(33)、PAC投加装置(40)和PAM投加装置(41);混凝沉淀池(31)出水与监控水池(34)相连,混凝沉淀池(31)污泥通过污泥泵(33)泵至污泥浓缩池(35)。
6.一种利用根据权利要求1所述的化工废水处理系统进行的化工废水处理方法,其特征在于,所述方法包括如下步骤:
S1、化工废水通过格栅,去除杂物后自流到混合调节池(1)进行流量调节、均匀水质;
S2、经流量调节、水质均匀后的废水进入混凝气浮池(5)的混凝区,与投加的混凝剂混合并反应形成细小絮状体,然后与助凝剂混合,将细小絮状体聚集形成大的絮状体;混凝区出水进入气浮接触室,与溶气水充分接触混合,形成的浮渣通过气浮分离区分离撇除;
S3、混凝气浮池(5)清液自流进入配水池(6),通过加碱以及加热,调节废水的碱度和温度,使其满足进入生化的需求;
S4、配水池(6)废水泵至UASB厌氧反应器(10),通过厌氧反应器布水装置(11)布水,保证布水的均匀性以及池容的利用率;然后利用产酸菌和甲烷菌将废水中所含的有机物分解;通过UASB厌氧反应器(10)内设的三相分离器(14),污泥回流至UASB厌氧反应器(10)底部,废水上升至出水堰排放,废气通过收集管道收集处置后排放;
S5、UASB厌氧反应器(10)出水自流至立式氧化槽(16),通过悬挂立式氧化槽PSB专用填料和投加PSB菌种,并在曝气条件下,大幅去除废水中所含的有机物;
S6、立式氧化槽(16)出水自流进入水解酸化池(20);在水解酸化池(20),利用水解微生物在缺氧条件下,将难降解有机物降解为可降解有机物、大分子有机物分解为小分子有机物;
S7、水解酸化池(20)出水进入接触氧化池(24);在接触氧化池(24),利用好氧微生物在曝气条件下,将废水中所含的剩余有机物进一步降解为二氧化碳和水;
S8、接触氧化池(24)出水自流进入沉淀池(27);通过重力沉降,泥水分离;污泥部分回流至立式氧化槽(16),清液进入反应池(30);
S9、在反应池(30)内通过投加PAC和PAM,将废水中的悬浮态有机物质、胶态有机物质形成絮状体;
S10、反应池(30)出水进入混凝沉淀池(31);在混凝沉淀池(31)的沉淀区内,通过重力沉降,絮状体得以沉降去除,污泥泵至污泥浓缩池(35);混凝沉淀池(31)清液达标排放。
7.根据权利要求6所述的化工废水处理方法,其特征在于,步骤S2中,经气浮分离区渣水分离撇除的浮渣经气浮泥渣槽自流到污泥浓缩池(35),浓缩形成的上清液回至混合调节池(1),浓缩后的污泥经机械脱水形成泥饼外运处置,所述脱水形成的滤液回至混合调节池(1)。
8.根据权利要求6所述的化工废水处理方法,其特征在于,步骤S3中,所述配水池(6)中控制废水的温度在35±2℃,维持中温厌氧。
9.根据权利要求6所述的化工废水处理方法,其特征在于,步骤S7中,所述水解酸化池(20)利用兼养微生物在缺氧条件下降解有机物;所述缺氧条件控制D0≤0.5ppm。
10.根据权利要求6所述的化工废水处理方法,其特征在于,步骤S8中,所述接触氧化池(24)利用好氧微生物在好氧条件下降解有机物;所述好氧条件控制D0≥2.0ppm,接触氧化池SV30≥30%,混合液回流比控制在1∶1~3∶1。
说明书
化工废水处理系统及其处理方法
技术领域
本发明涉及废水处理技术领域,具体涉及一种化工废水处理系统及其处理方法。
背景技术
全球人口不断增长,为了满足人们日常生活的需求,化工产品和化工生产能力具有非常重要的作用和意义。但是伴随着化工品的生产,化工企业会产生大量污染严重的废水。化工废水水质成分复杂、污染浓度较高、普遍具有一定的毒性和刺激性并且治理有相当大的难度,对环境的污染较为严重。目前在国内外使用较多的处理方法有物理处理法、化学处理法、物理化学法和生物处理法。随着化工废水处理工艺的发展,采用某种单一的技术来处理化工废水已不能达到预期目标,更多的组合工艺已逐渐应用到该类废水的处理中来。
发明内容
本发明的目的是针对上述化工废水处理所存在的技术缺陷,提供一种能有效提高处理效果的化工废水处理系统及其处理方法。
本发明的目的是通过以下技术方案来实现的:
第一方面,本发明涉及一种化工废水处理系统,所述系统包括混合调节池1、混凝气浮池5、配水池6、UASB厌氧反应器10、立式氧化槽16、水解酸化池20、接触氧化池24、沉淀池27、反应池30和混凝沉淀池31;混合调节池1出水与调节池提升泵4进水管相连,调节池提升泵4出水管接至混凝气浮池5;混凝气浮池5出水与配水池6相连,配水池6出水管接至UASB厌氧反应器10内的厌氧反应器布水装置11;UASB厌氧反应器10出水管与立式氧化槽16内的立式氧化槽布水装置18相连,立式氧化槽16出水管与水解酸化池20相连;水解酸化池20出水与接触氧化池23相连;接触氧化池23出水与沉淀池27相连;沉淀池27出水与反应池30相连;反应池30出水与混凝沉淀池31相连。
优选的,所述混合调节池1包括置于混合调节池1底部的调节池曝气风管2、调节池提升泵4以及外设的调节池曝气风机3。优选的,调节池曝气风管2选用穿孔曝气管,调节池曝气风机3选用罗茨鼓风机。增强了废水的调节能力,节省了占地和土建投资。
优选的,所述配水池6包括置于配水池6底部的配水池提升泵7,配水池提升泵7出水管接至所述厌氧反应器布水装置11;所述配水池提升泵7出水管道上安装电磁流量计8。
优选的,所述UASB厌氧反应器10包括其内部自下而上分别设置的厌氧反应器布水装置11、大夹片组合填料层12、悬浮球填料层13、三相分离器14和出水堰,还包括与三相分离器14废气收集管相连的汽水分离罐15,以及与厌氧反应器布水装置11相连的厌氧反应器回流泵9。
优选的,所述厌氧反应器回流泵9通过通过阀门控制回流比,回流比控制在1∶1~3∶1。
优选的,所述立式氧化槽16包括并列横向设置在立式氧化槽16内中上部的立式氧化槽布气装置17、立式氧化槽布水装置18,以及纵向设置在立式氧化槽16内的若干立式氧化槽专用填料19。更优选,所述相邻立式氧化槽填料安装间距为200mm。
优选的,所述水解酸化池20包括设置在水解酸化池20中部的多曲面搅拌机21、大夹片填料22和外设的营养物质1投加装置38和营养物质2投加装置39,所述大夹片填料22悬挂在水解酸化池20中部。
优选的,所述接触氧化池23包括自下而上设置的接触氧化池曝气装置24、组合填料25,以及与曝气装置24管接的外设好氧池曝气风机26。
优选的,所述沉淀池27包括沉淀池中心导流筒28、沉淀池污泥斗和外设的污泥回流泵29,沉淀池27污泥部分回流至立式氧化槽16,剩余污泥泵至污泥浓缩池35。更优选,所述沉淀池污泥斗锥斗角度为57°。
优选的,所述混凝沉淀池31包括混凝沉淀池中心导流筒32、混凝沉淀污泥斗,还包括外设的污泥泵33、PAC投加装置40和PAM投加装置41;混凝沉淀池31出水与监控水池34相连,混凝沉淀池31污泥通过污泥泵33泵至污泥浓缩池35。
优选的,所述PAC投加装置40包括混凝剂计量泵和混凝剂溶配加药装置;所述PAM投加装置41包括助凝剂溶配加药装置和两个助凝剂计量泵。
优选的,所述污泥浓缩池35包括污泥隔膜泵36和污泥压滤机37,污泥清液和污泥压滤机滤液自流进入混合调节池1重新处理。
第二方面,本发明还涉及一种利用前述化工废水处理系统进行的化工废水处理方法,所述方法包括如下步骤:
S1、化工废水通过格栅,去除杂物后自流到混合调节池1进行流量调节、均匀水质;
S2、经流量调节、水质均匀后的废水进入混凝气浮池5的混凝区,与投加的混凝剂混合并反应形成细小絮状体,然后与助凝剂混合,将细小絮状体聚集形成大的絮状体;混凝区出水进入气浮接触室,与溶气水充分接触混合,形成的浮渣通过气浮分离区分离撇除;
S3、混凝气浮池5清液自流进入配水池6,通过加碱以及加热,调节废水的碱度和温度,使其满足进入生化的需求;
S4、配水池6废水泵至UASB厌氧反应器10,通过厌氧反应器布水装置11布水,保证布水的均匀性以及池容的利用率;然后利用产酸菌和甲烷菌将废水中所含的有机物分解为小分子有机物、甲烷以及二氧化碳等;通过UASB厌氧反应器10内设的三相分离器14,污泥回流至UASB厌氧反应器10底部,废水上升至出水堰排放,甲烷等气体通过收集管道收集处置后排放;
S5、UASB厌氧反应器10出水自流至立式氧化槽16,通过悬挂立式氧化槽PSB专用填料和投加PSB菌种,并在曝气条件下,大幅去除废水中所含的有机物;
S6、立式氧化槽16出水自流进入水解酸化池20;在水解酸化池20,利用水解微生物在缺氧条件下,将难降解有机物降解为可降解有机物、大分子有机物分解为小分子有机物;
S7、水解酸化池20出水进入接触氧化池24;在接触氧化池24,利用好氧微生物在曝气条件下,将废水中所含的剩余有机物进一步降解为二氧化碳和水;
S8、接触氧化池24出水自流进入沉淀池27;通过重力沉降,泥水分离;污泥部分回流至立式氧化槽16,清液进入反应池30;
S9、在反应池30内通过投加PAC和PAM,将废水中的悬浮态有机物质、胶态有机物质形成絮状体;
S10、反应池30出水进入混凝沉淀池31;在混凝沉淀池31的沉淀区内,通过重力沉降,絮状体得以沉降去除,污泥泵至污泥浓缩池35;混凝沉淀池31清液达标排放。
优选的,步骤S2中,经气浮分离区渣水分离撇除的浮渣经气浮泥渣槽自流到污泥浓缩池,浓缩形成的上清液回至混合调节池1,浓缩后的污泥经机械脱水形成泥饼外运处置,所述脱水形成的滤液回至混合调节池1。
优选的,所述配水池6中控制废水的温度在35±2℃,维持中温厌氧。保证厌氧微生物的高活性,减小后续厌氧反应器的池容从而降低投资。
优选的,步骤S6中,所述立式氧化槽16定期补充投加光合细菌。
优选的,步骤S7中,所述水解酸化池20利用兼养微生物在缺氧条件下降解有机物;所述缺氧条件控制D0≤0.5ppm。
优选的,步骤S8中,所述接触氧化池24利用好氧微生物在好氧条件下降解有机物;所述好氧条件控制D0≥2.0ppm,接触氧化池SV30≥30%,混合液回流比控制在1∶1~3∶1。
优选的,步骤S10中,所述混凝剂为聚合氯化铝,所述助凝剂为高分子量PAM。
与现有技术相比,本发明具有如下有益效果:
1)本发明采用物化+生化+物化组合处理工艺,处理出水水质好,运行稳定;废水有机物的降解主要利用微生物的生化反应作用,运行费用较物化和高级氧化方法低,产生危废也较少。
2)混合调节池设置空气搅拌装置,增强废水的调节能力,节省了占地和土建投资。
3)预处理采用混凝气浮工艺,去除废水中油类以及非溶解性有机物,降低后续生化的反应停留时间。
4)生化采用UASB+立式氧化槽+水解酸化+接触氧化池组合工艺,充分利用厌氧微生物、兼氧微生物以及好氧微生物等微生物在不同COD浓度下活性不同的特点,使各微生物都能在其最优条件下生存,大幅提高COD的去除率。
5)UASB进水前设置了配水池,控制UASB进水的温度、碱度等条件,优化进水条件使其控制在中温厌氧区,以达到降低UASB的池容及投资。
6)UASB设置了外循环系统,一方面能有效缓解废水进水的波动冲击,稳定废水的处理效果,有效降低投资和降低运行费用;另一方面能控制UASB的上升流速,对厌氧反应器的污泥进行选择,保留高活性的污泥,因此本UASB较常规UASB有更高的处理负荷。
7)生化后端增设了混凝沉淀池,确保了废水的处理达标排放性。
8)本发明耐冲击负荷强,出水水质稳定,操作管理简单,产生的污泥量少。

