在我国化纤浆粕生产中主要以棉短绒制成棉浆作为各种纤维产品的原材料,而在浆粕车间生产棉浆过程中产生大量黑液,具有COD高、色度高、黏度大、呈强碱性且难降解的水质特点。
目前已经研究的棉浆粕黑液处理及脱色技术包括Fenton试剂氧化法、酸析法、生化法、湿式空气氧化法、鼓泡脱色法等,但是所处理黑液大多为稀黑液,其COD一般在3 000~14 000 mg/L,而且各种方法均存在不足之处。笔者主要根据新疆某纤维有限公司所排废水为研究对象,针对该厂浆粕车间黑液排水COD高(最高可达21 800 mg/L)且排水不稳定的特点,以及浆粕车间中段水和纺丝车间黏胶废水水质特点,针对性地做了以黑液为处理对象的电化学-絮凝试验,以黑液和黏胶废水混合液以及三种废水混合液为处理对象的混凝沉淀试验,还有以黑液和中段水混合液为处理对象的生化处理中试试验。通过不同小试和中试试验,研究处理该厂棉浆黑液的有效方法并确定出最佳处理工艺。
1 废水来源及性质
该纤维厂浆粕车间主要生产工艺是将经打碎和分离后的棉短绒传送至蒸球中,加入碱液并在高温高压条件下进行脱绒,其中排出的蒸煮液即为黑液,将脱绒后的原料进行浓缩和过滤,其间排水即为中段水,再将过滤杂质后的原料进行漂白(包括酸洗和碱洗),再通过重力圆网浓缩机将浓缩后的薄片状浆粕为原料送至其他生产车间。在纺丝车间里,黏胶纤维在生产的过程中,碱溶液中纤维素磺酸酯在酸浴中分解成再生纤维素纤维,其间排出的废水为黏胶酸性废水。
黑液臭味浓、碱性大、色度高、COD高且难降解,其COD为9 000~21 800 mg/L,pH为12~14;中段水COD低,范围在500~1 000 mg/L,偏弱酸性或中性;而黏胶废水COD较中段水高,范围在1 000~1 300 mg/L,强酸性,pH为1~2。
2 电化学-絮凝试验
试验废水采用新疆某纤维厂浆粕车间未经处理的蒸煮原黑液,电解所用电源为WYJ-10A/30V直流稳压稳流电源,混凝所用搅拌器为HJ-6型多头磁力搅拌器,pH测定采用pHS-3C型酸度计,阳极板为RuO2-Ti,大小为2 cm×4 cm;阴极板为不锈钢,大小为2 cm×4 cm。
取900 mL黑液于塑料烧杯中,加盐酸调节pH至3,将阴阳极板分别用铜线连接至直流稳压稳流电源,并用铁架台以间距5 cm固定在黑液中,通以 15 V的恒定电压。在电解1 h后做预处理,即加入200 mg/L的聚合氯化铝和3 mg/L的聚丙烯酰胺于磁力搅拌器上进行混凝沉淀,静置30 min后将上清液倒出继续电解3 h,每30 min取上清液分别测定一次COD以及色度。试验结果如表 1所示。
表 1 黑液处理水质分析
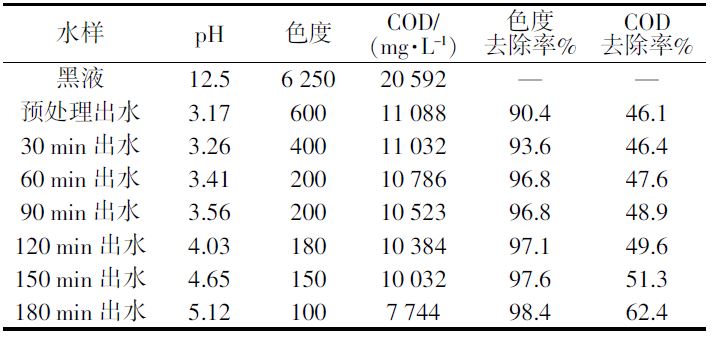
黑液呈强碱性且难降解,即使加酸调节后也无法直接加药絮凝。在试验过程中,通过单因素法,调节黑液pH分别为2、3、4时做了小试试验,发现当调节废水pH=2和pH=3时,电解1 h后废水产生少量絮体,而在pH=4的时候,电解1 h后无絮体产生。
由表 1可见,在调节废水pH=3后,通过1 h电解使其破稳,再通过加药絮凝做预处理,此时COD去除率达到46.1%,色度去除率可达90.4%;经过 3 h电解,结合絮凝处理,最终COD去除率达到62.4%,色度去除率可达98.4%。该试验成功实现以电解和絮凝联合处理黑液的方式有效降低了废水的色度,且COD去除率随电解时间变长而不断增大,出水pH也随电解时间变长而升高。
电化学和絮凝联合处理黑液所达到的效果,为处理黑液做了有效的引导,其中最重要的两个因素,一是调节黑液pH≤3;二是通过电解实现废水中高分子难降解有机物质的脱稳和降解。但是整个处理过程中需要额外加酸调节废水pH,同时消耗电能,因此在下面的试验中,笔者以电化学-絮凝试验为指导,寻找替代盐酸调节黑液pH的物质以及替代电解来实现难降解有机物脱稳的方法。
3 絮凝沉降试验
考虑到该纤维厂所排酸性废水和中段水可替代盐酸调节黑液pH,同时对原黑液进行稀释,并且发现三种废水经一定比例混合后可直接加药絮凝。
试验废水同样采用该纤维厂浆粕车间未经处理的黑液、该车间中段排水以及纺丝车间黏胶酸性排水,混凝所用搅拌器为HJ-6型多头磁力搅拌器,将各废水按照一定体积比混合进行絮凝沉降试验。根据上述电化学-絮凝试验得出黑液pH≤3时可通过电解产生絮体,于是在这里分别做两组试验,组1是V(黑液)∶V(中段水)∶V(黏胶废水)=1∶4∶4;组2是 V(黑液)∶V(黏胶废水)=1∶4,可调节pH在3以下,然后各加入200 mg/L的聚合氯化铝和3 mg/L的聚丙烯酰胺在磁力搅拌器上做絮凝沉降试验。试验结果如表 2所示。
表 2 絮凝沉降试验分析
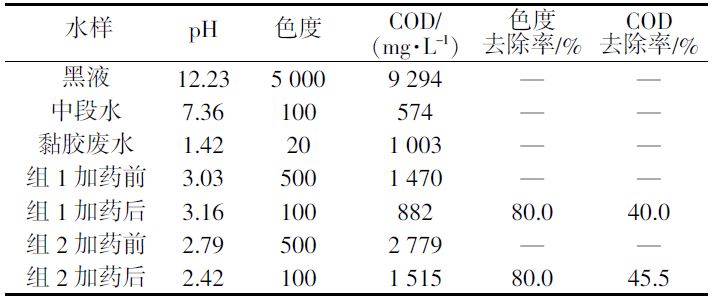
由表 2可见,将黑液、中段水与黏胶废水混合后得到偏酸性混合废水,对原黑液进行了稀释,COD相对较低。最终通过絮凝沉降法处理混合液,其COD的去除率达40%左右,而色度去除率可达80%。还利用了酸析〔3〕的原理,在加入黏胶酸性水后,混合液产生了少量的絮体,但絮体较轻漂浮在废水表层,通过加入絮凝剂可形成大的絮体并迅速沉降。
4 生化处理现场中试试验
试验废水采用浆粕车间未经处理的黑液、中段水以及纺丝车间黏胶酸性排水,试验方法是:按 V(黑液)∶V(中段水)∶V(黏胶废水)=1∶4∶4混合作为原废水,通过加药絮凝沉降后,经过调节池调节废水pH,再经过水解酸化池-好氧池-二沉池。其中活性污泥取自新疆某造纸厂废水处理的生化池并经过驯化。整个试验过程中水解酸化池和好氧池停留时间均为16 h。试验结果如表 3所示。
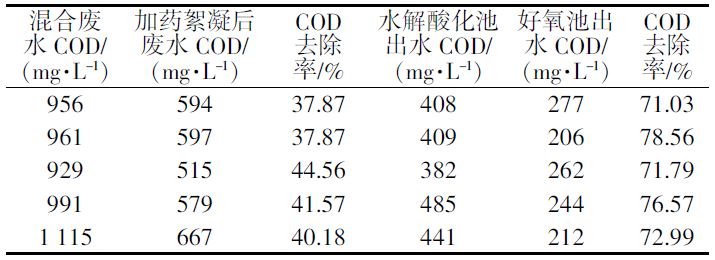
由表 3可见,三种废水的混合液在整个系统处理过程中,混合废水经加药絮凝后COD去除率达37%~45%,COD最终去除率达到70%以上。好氧池出水COD 均在300 mg/L以下,满足二级排放标准。
5 工艺优化
综合考虑以上试验的处理效果和实际成本,要尽量在达到较好处理效果的同时相应降低水处理成本。鉴于电化学法单独处理黑液成本过高,在这里选择V(黑液)∶V(中段水)∶V(黏胶废水)=1∶4∶4混合进行处理。混合后废水被稀释,COD大大降低,运用混凝沉淀方法COD去除率可达37%~45%,因此选择以“调节+混凝沉淀工艺+pH调节”为预处理方式。最终经过好氧处理后,COD去除率可达70%,由于该纤维厂位于离沙漠较近的地带,而人工湿地可作为生物处理后的深度处理,其COD去除率一般在80%以上。因而在主体工艺的选择上,采用水解酸化-好氧处理,将沉淀后的出水经在建管网输送到沙漠后,再进行人工湿地(潜流+表流)处理后进入水景塘,利用该水源在沙漠边缘再造一片绿洲。工艺流程如图 1所示。

图 1 优化的工艺流程
6 讨论与结论
(1)通过电解-絮凝可实现对纯黑液的有效脱色,其中需要加入盐酸调节废水pH至3左右,最终COD去除率可达到62.4%,色度去除率可达98.4%。该方案由于需要消耗大量电能及酸,处理成本偏高。具体参见http://www.dowater.com更多相关技术文档。
(2)考虑到黑液COD高,在强碱性下难降解的特性,采取与COD较低的中段水以及强酸性的黏胶废水混合达到稀释和调酸的目的,通过“以废治废”节省了额外投加酸的成本,并在此可直接加入药剂进行絮凝沉淀预处理,其对COD的去除率达到40%,色度去除率可达80%,出水可经调节池中和后进入生化池,该方案运行成本低且所采用的工艺成熟、操作运行简单可靠。
(3)在生化中试试验中,通过按V(黑液)∶V(中段水)∶V(黏胶废水)=1∶4∶4混合,经絮凝沉淀后调节pH至中性再进入水解酸化池和好氧池,最终去除率可达70%,出水满足二级排放标准。
综合三种试验处理效果分析,可得出该厂黑液最佳处理工艺,通过V(黑液)∶V(中段水)∶V(黏胶废水)=1∶4∶4混合,将黑液水、中段水、酸性废水按照比例混合后可先进行以“调节+混凝沉淀工艺+pH调节”的预处理,再进行水解酸化、好氧处理后经在建管网输送到沙漠,再进行人工湿地(潜流+表流)处理,最终排水可以满足国家二级排放标准。笔者通过试验室小试及现场中试试验优化了该类废水的处理工艺,为该类废水的处理提供了一定的参考。

