乳品加工废水主要来源于容器、管道、设备、车间的清洗过程和部分生活污水。其主要污染物有乳蛋白、乳糖、乳脂以及酸、碱等,COD在800~3 500 mg/L,BOD5在600~2 100 mg/L,可生化性好。目前国内外对乳品废水处理主要采用物理化学法(如气浮)、水解酸化+好氧处理工艺以及厌氧+好氧处理工艺等。本工程针对河南某乳品加工厂乳品废水特点,采用ABR+生物接触氧化工艺处理废水,经调试后工艺运行稳定,处理效果好,运行费用低,取得了较好的环境和经济效益。
1 废水水质、水量及排放标准
该乳品废水总量为1 500 t/d,其中生产废水为 1 470 t/d。生产废水主要来自设备消毒冲洗、灌装设备清洗、酸奶瓶清洗过程等,生活污水包括食堂污水、职工洗澡水、车间和办公室卫生间的污水 。要求处理出水水质达到《污水综合排放标准》(GB 8978―1996)一级标准,进、出水水质如表 1所示。
|
项目 |
COD/ ( mg・L -1 ) |
BOD 5 / ( mg・L -1 ) |
SS/ ( mg・L -1 ) |
动植物油脂 / ( mg・L -1 ) |
NH3-N/ ( mg・L -1 ) |
pH |
|
进水 |
800~3500 |
600~2100 |
≤500 |
≤500 |
10~45 |
6~9 |
|
出水 |
≤100 |
≤30 |
≤70 |
20 |
15 |
6~9 |
2 处理工艺
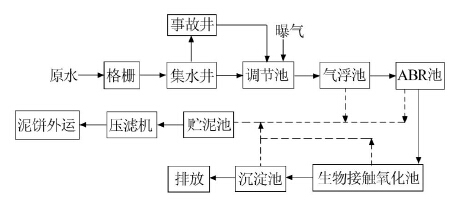
根据该乳品废水水质特点,设计工艺流程如图 1所示。主要构筑物参数见表 2。
|
构筑物 |
尺寸 |
有效容积 /m3 |
数量 / 个 |
结构形式 |
|
格栅井 |
3000mm2100mm×2450mm |
15.44 |
1 |
地下袁钢砼 |
|
集水井 |
4500mm×3000mm×4500mm |
60.75 |
1 |
地下袁钢砼 |
|
曝气调节池 |
15000mm×10000mm×4500mm |
675 |
1 |
地上袁钢砼 |
|
气浮池 |
10000mm×4000mm×3900mm |
156 |
1 |
地上袁钢砼 |
|
ABR 池 |
23550mm×5000mm×7430mm |
824 |
1 |
半地下袁钢砼 |
|
接触氧化池 |
3300mm×3900mm×5200mm |
231.6 |
6 |
半地下袁钢砼 |
|
沉淀池 |
6600mm×2200mm×3495mm |
43.6 |
1 |
半地下袁钢砼 |
|
贮泥池 |
3000mm×3000mm×4500mm |
40.5 |
1 |
地下袁钢砼 |
|
事故井 |
3000mm×3000mm×4500mm |
40.5 |
1 |
地下袁钢砼 |
|
阀门井 |
1200mm×1200mm×2700mm |
3.88 |
1 |
地下袁钢砼 |
3 反应器的调试和运行
3.1 ABR反应器的调试
(1)接种。接种污泥取自城市污水处理厂二沉池脱水的剩余污泥,按接种量30 g/L投入ABR反应器,共投加接种污泥25 t(设污泥含水率为95%)。接种污泥均匀投入ABR反应器后,再用COD为1 500 mg/L的生产废水将ABR反应器注满,让接种污泥在废水中浸泡2 d,同时每日投入2车三级化粪池污水作为营养接种液。
(2)启动。调试采用低负荷启动方式,固定进水量,分500、1 000、1 500 mg/L 3个水平提高进水COD至设计负荷。首先,每天用COD为500 mg/L的生产废水投入ABR反应器,进水量为1 500 m3/d,控制进水pH在6.0~6.5之间。每天定时取厌氧反应器进、出水样,通过测定COD、VFA、pH分析反应器内环境状态,保证反应器内VFA<500 mg/L、出水pH控制在6.5~7.0为正常。根据测定结果调整进水水质水量,测定出口水样COD、VFA及pH,观察进料后反应器工作状态,防止出现酸化。待出水COD去除率稳定在80%后再进入下一负荷阶段启动过程,运行工况见图 2。在启动初期(1~12 d)出水较为混浊,反应器内有细小的分散污泥随出水流出,COD去除率在60%左右。稳定运行期(13~35 d)前10 d内COD去除率由60%上升到80%左右,后12 d COD去除率稳定在80%左右,此阶段出水较清。在负荷提高阶段COD去除率均稳定在80%左右。启动过程历时90多天,设计负荷下COD去除率达到80%左右,反应器启动成功。

3.2 生物接触氧化反应器的调试
(1)接种。在接触氧化池中投加5 t好氧污泥,并用COD为400 mg/L的废水将氧化池注满,开动曝气系统,在不进水的情况下连续曝气2 d。
(2)连续运行。接触氧化池的有效容积为 231.6 m3,分为6个小池子。有机底物在池内的降解经历了第一阶段的吸附和第二阶段代谢的完整过程,活性污泥也经历了一个从池首端的对数增长,经减衰增长到池末端的内源呼吸期的完全生长周期。有机底物浓度沿池长逐渐降低,需氧速率也沿池长逐渐降低。
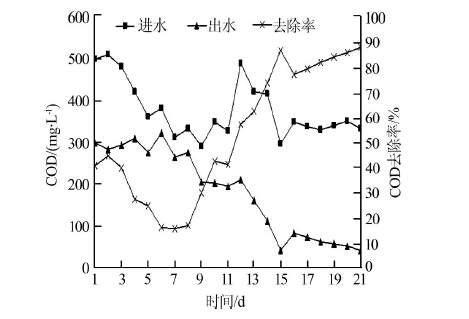
有机物降解速率主要受氧浓度与生物动力学氧化速率控制。生物接触氧化处理废水的关键在于是否有足够数量的生物膜附着在填料上,是否存在大量的藻类和原后生动物,是否有一定量的丝状菌能固定膜上生物等。因此挂膜快慢和挂膜质量好坏是决定生物接触氧化池启动成败的重要影响因素。本工程投入污泥3 d后填料上即生成极薄的生物膜,进行显微镜观察发现有个别的豆形虫,随着营养的不断补充,生物膜不断增厚,镜检原生动物的种类也大大增加,草履虫、钟虫等先后出现,进入第8天后钟虫数量减少,盾纤虫、吸管虫、轮虫等原生动物出现,菌胶团发育良好,出水COD降至200 mg/L。启动过程中接触氧化池进出水COD和去除率的变化情况如图 3所示。
从图 3可以看出,接种好氧污泥在几天内迅速适应乳品加工废水基质,随着生物膜的成熟,COD去除率也随之提高。第15 天 COD去除率明显提高,从第13天的61%提高到86%,而在17 d之后,COD去除率逐渐稳定在80%以上,反应器启动成功。
3.3 运行阶段
该处理系统经过3个多月的运行后,设备运转正常,整个系统一直处于稳定状态,当进水COD在 1 560~2 490 mg/L,BOD5在620~880 mg/L,SS在150~200 mg/L时,出水COD<62 mg/L,BOD5<20 mg/L,SS<11 mg/L,出水水质可达到设计要求。2012年6月该系统出水COD、BOD5、SS变化情况见图 4。
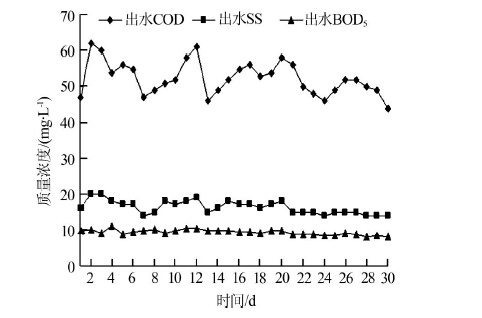
由图 4可知,该系统对乳品废水有良好的处理效果,COD去除率为96.96%,SS去除率为90.33%,BOD5去除率为98.62%,由于进水COD稍有波动导致出水也存在一定的波动范围,但基本趋于稳定。出水COD稳定在44~62 mg/L,SS稳定在14~20 mg/L,BOD5稳定在8.2~11 mg/L。该处理系统2012年2―7月平均进、出水水质见表 3。
|
月份 |
进水 / ( mg・L -1 ) |
出水 / ( mg・L -1 ) |
去除率 /% | ||||||
|
COD |
BOD 5 |
SS |
COD |
BOD 5 |
SS |
COD |
BOD 5 |
SS | |
|
2 |
1756 |
634 |
185 |
47 |
9.7 |
16 |
97.32 |
98.47 |
91.35 |
|
3 |
1860 |
684 |
183 |
62 |
10 |
20 |
96.67 |
98.54 |
89.07 |
|
4 |
1760 |
720 |
196 |
60 |
8.9 |
20 |
96.59 |
98.76 |
89.80 |
|
5 |
1870 |
724 |
201 |
54 |
11 |
18 |
97.11 |
98.48 |
91.04 |
|
6 |
1912 |
770 |
175 |
56 |
8.8 |
17 |
97.07 |
98.86 |
90.29 |
|
7 |
1830 |
690 |
178 |
55 |
9.5 |
17 |
96.99 |
98.62 |
90.45 |
4 经济分析
该系统运行的主要成本是电费、药剂费、人工费和检修费。其中每日运行耗电549 kW・h,电价按0.59元/(kW・h)计,每日电费323.9元,每日消耗药剂所需费用为318元,每日人工费90元,每日检验费为18元,合计750元,不计折旧的吨水处理费用为0.53元。此外,最终出水达到生活杂用水标准后可降低厂区消防和绿化用水费用,经济效益良好。具体参见http://www.dowater.com更多相关技术文档。
5 结论
(1)采用ABR+生物接触氧化组合工艺处理乳品废水,运行实践表明该工艺成熟、处理效果稳定,对废水有良好的处理效果。经该工艺处理后出水COD≤80 mg/L,BOD5≤15 mg/L,SS≤30 mg/L。废水处理费用约0.53 元/m3。
(2)乳品废水经该组合工艺处理后,出水各指标满足GB 8978―1996一级标准的要求,可作消防、绿化用水,具有良好的环境效益和经济效益。

