电化学处理法是近年来污水治理研究的一个重要方向,其基本原理是使污染物在电极上发生直接电化学反应或间接电化学转化,将之氧化分解或转化成易于生物降解的有机化合物,从而实现有效去除污染物的过程。该方法具有无需添加氧化剂、絮凝剂等化学药品,不会或很少产生二次污染,设备体积小,占地面积少,操作简便、灵活等优点,尤其适合于生物难降解的污水处理和水的深度处理。
富马酸生产废水具有低pH、高COD 的特点,且其中含具有生物毒性的催化剂,可生化性较差,是目前难处理的废水之一。目前对于富马酸废水的处理方法主要有真空蒸发、吸附、离子交换、萃取、氧化消除、铁炭微电解、生化处理等。这些方法不同程度地存在能耗高、成本高、处理效果差等缺点,在工业应用中具有很大的局限性。
通过膜集成技术改进富马酸的生产过程,可以有效降低富马酸废水的污染物浓度,但仍存在深度处理困难等问题。通过合理设计电极及电解装置,可以有效增强电化学反应的选择性和电解效率。笔者采用高催化活性电极,围绕富马酸废水的深度处理展开了相关研究。
1 实验部分
1.1 实验材料与装置
实验用富马酸废水取自富马酸中试生产线,经膜法处理后其COD 为1 000~1 500 mg/L(为避免设备腐蚀,用NaOH 调pH 为8~9)。实验所用氯化钠、硫酸钠均为分析纯试剂。
实验仪器:5B-6(C)型三参数COD 测定仪,兰州连华环保科技有限公司;UV-7504 型单光束紫外-可见分光光度计,上海欣茂仪器有限公司。
实验装置为实验室自制设备,如图1 所示。阳极为掺杂钌系DSA 电极,阴极为不锈钢电极,隔膜为阳离子膜,电解槽为错流式结构。

图1 电解装置
1.2 实验过程与检测方法
实验过程:装配好电解实验装置,倒入实验废水;检查管路设备无渗漏,开泵,循环流量为100 L/h,操作温度为室温;开直流电源加电,逐渐将电流增至设定值,记录电解电压、电流值;电解一定时间后分别取样进行分析测定。
废水COD 的测定参照文献〔10-11〕。其中即时COD 去除率η的计算公式为:
![]()
式中:CODt――t 时刻废水的COD,mg/L;
COD(t+Δt)――t+△t 时刻废水的COD,mg/L。
过程电压、电流值由设备仪表直接读出。过程的即时电流效率ICE 的计算公式为:
![]()
式中:Δt――反应时间,s;
I――电流,A;
V――电解液体积,L;
F――法拉第常数,9 6485 mol-1。
2 结果与讨论
2.1 有隔膜电解和无隔膜电解的比较
在电解槽内的两极间设置离子交换膜,可以防止阴、阳两极产物混合,避免可能发生的反应,但同时也增大了电解阻力。用NaOH 调节富马酸废水的pH 为8~9,在此实验条件下比较了有隔膜的独立电极电解和无隔膜混合电解对富马酸废水的处理效果,结果如图2、图3 所示。
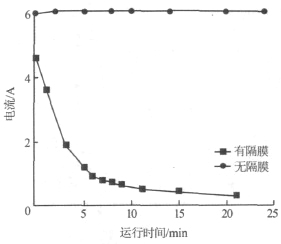
图2 电解隔膜对电流的影响(电压为5.0 V)
由图2可知,在相同的操作条件下,随着运行时间的增加,无隔膜电解处理器的电流稳定在6 A附近,而有隔膜电解处理器的电流则迅速衰减至1 A以下。这一现象表明,在富马酸废水电解处理过程中,作为第二类导体的离子膜隔膜不仅增大了电阻,还限制了电解过程的进行。
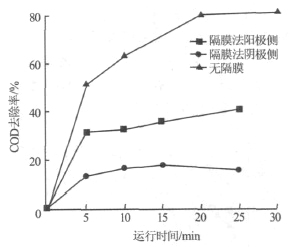
图3 电解隔膜对COD 去除率的影响(电压为5.0 V)
由图3 可知,在相同的操作条件下,有隔膜的阳极侧与阴极侧废水均具有一定的COD 去除率,但与无隔膜的混合电解相比,在电解20 min 时COD 去除率分别降低了35%和50%。这表明,混合电解更有利于污染物的降解。此后实验在无特别说明时,均为无隔膜的混合电解过程。
2.2 添加助剂对电解效果的影响
加入电解质有助于提高废水的导电性,增大电解电流,同时可能有利于COD 物质发生间接降解。为此,保持富马酸废水的pH 为8~9,在其中分别加入NaCl 和Na2SO4(其质量浓度均为10 g/L),在相同条件下与未添加助剂的富马酸废水进行对比电解实验,结果如图4 所示。
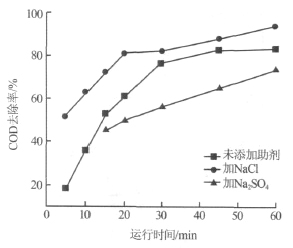
图4 电解质种类对COD 去除率的影响(电压为5.0 V)
活性氯与水中的有机物可发生间接氧化作用使之降解,而氯离子在阳极可生成具有强氧化性的活性氯,因此,在富马酸废水中加入氯化钠可以达到更好的电解效果,实验结果也表明了这一点。由图4 可以看出,在实验范围内,加入NaCl 电解效果较好,COD 去除率可达94.65%,而加入Na2SO4的COD 去除率则<80%。
2.3 NaCl 浓度与COD 去除率关系
为考察NaCl 浓度对COD 去除率的影响,分别对加入0、10、15、20 g/L NaCl 的富马酸废水(pH 为8~9)进行电解实验,结果如图5 所示。
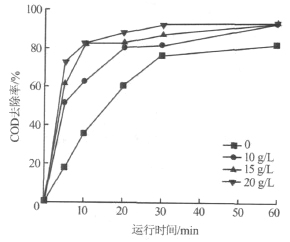
图5 NaCl 浓度对COD 去除率的影响(电压为5.0 V)
由图5 可知,在电解过程前期,随NaCl 投加量的增加,废水的COD 去除率逐渐提高。但随着电解过程的进行,其COD 去除率逐渐趋于稳定。在相同的COD 去除率下,增加NaCl 浓度,有利于缩短电解趋近稳定的时间,加快了电解去除COD 物质的速率。
2.4 ICE 与COD 残留率关系
电流效率ICE 是表征电降解COD 的反应与副反应发生情况的一个重要指标,影响电解过程ICE的因素包括物系组成、电解电压等。随着电解过程的进行,物系组成和各组成物质的浓度均在发生变化。在废水初始COD 为1 100 mg/L、pH 为8~9 的情况下, ICE 与COD 残留率间的关系如图6 所示。
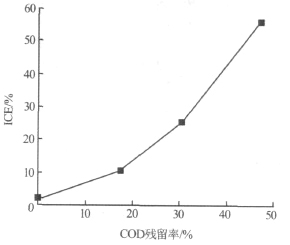
图6 污染物浓度对电流效率的影响(电压为5.0 V)
由图6 可知,污染物残留率越低,电流效率越低。但由于富马酸废水中污染物组成及降解反应的复杂性,二者不呈简单的线性关系。图6 的实验结果表明,在实验条件下废水中的COD 残留率<3%,COD 物质基本能够被完全降解,当COD 去除率>90%后,对应的ICE<10%。此时虽然ICE 较低,但由于COD 的绝对质量浓度不高(<150 mg/L),因此处理过程仍然具有一定的实际应用价值。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1)在等电压条件下,与有隔膜电解过程相比,无隔膜的混合电解过程更有利于富马酸废水中COD 物质的降解。
(2)与添加电解质Na2SO4相比,添加可产生活性氯的NaCl 有利于提高COD 的去除率,且NaCl 浓度越高,越有利于缩短电解趋近稳定的时间。
(3)电流效率ICE 随富马酸废水中COD 残留率的降低而降低,二者存在非线性关系,其中COD 去除率>90%后,对应ICE<10%。

