
申请日2017.02.25
公开(公告)日2017.05.31
IPC分类号C02F9/14; C02F103/32
摘要
本发明涉及啤酒工业废水处理领域,尤其涉及一种啤酒废水中化学品的去除工艺。包括预处理、搅拌中和处理、厌氧生物处理和好氧生物处理,该工艺简单易实现,充分考虑化学品对处理系统的影响,该工艺利用好氧细菌的吸附、降解作用去除废水中洗涤剂、润滑剂等化学品的危害,同时通过好氧出水回流至以稀释原废水浓度,能够有效降低啤酒废水中洗瓶剂、润滑剂等物质对厌氧系统的冲击,厌氧系统运行稳定,避免事故,提高去除效率,整个废水站出水也将稳定达标排放,实用性强。
权利要求书
1.一种啤酒废水中化学品的去除工艺,其特征在于:包括以下步骤:
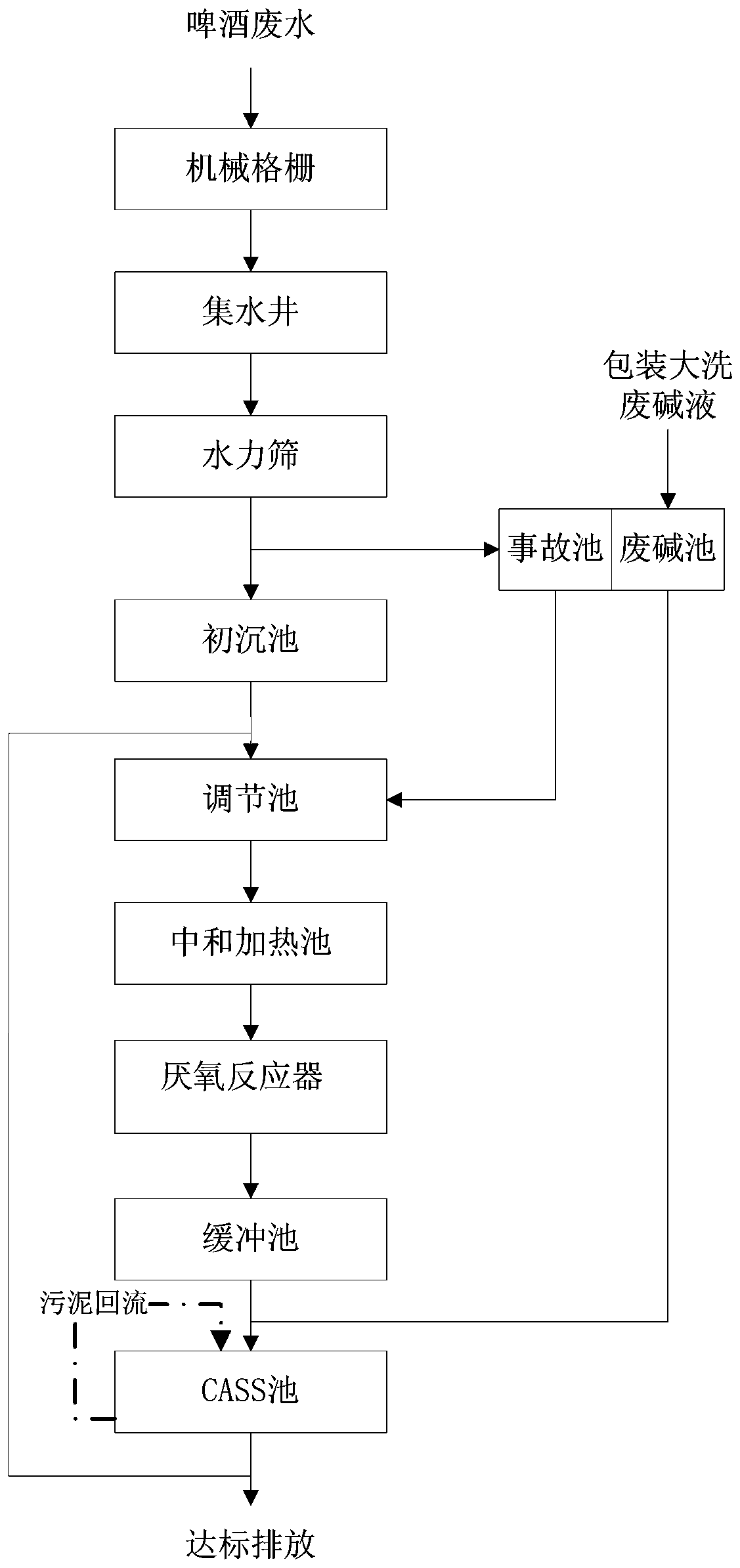
a、预处理:啤酒废水通过机械格栅去除大颗粒杂质后进入集水井,经集水井提升泵提升至水力筛去除小颗粒杂质后,进入初沉池进行沉淀处理;
b、搅拌中和处理:初沉池的出水流入调节池,所述调节池设置有用于均化水质水量的机械搅拌系统,经调节池搅拌均匀的废水进入中和加热池调控温度和pH,调节废水温度至30-36℃,pH为7.0-7.6;
c、厌氧生物处理:将步骤(2)处理后的废水用二级提升泵提升至厌氧反应器,废水通过厌氧反应器底部的布水装置充分混合,经三相分离器分离后进入缓冲池进行沉淀处理;
d、好氧生物处理:将步骤(3)处理后的废水进入CASS池进行好氧生物处理;厂区废碱液排入废碱池,废碱池与CASS池相连,废碱液在CASS池内进行好氧生物处理;CASS池出水达标后进行排放,CASS池出水回流至调节池。
2.根据权利要求1所述的一种啤酒废水中化学品的去除工艺,其特征在于:所述废碱池与CASS池连通的管道上设置有管道混合器和pH计。
3.根据权利要求1所述的一种啤酒废水中化学品的去除工艺,其特征在于:所述水力筛出口设置电磁阀,实际温度和pH超出预定参数的废水和事故废水均排入事故池,所述事故池与调节池相连。
4.根据权利要求3所述的一种啤酒废水中化学品的去除工艺,其特征在于:所述电池阀与水力筛出水管道上设置的pH计和温度计相关联,预定参数包括pH为4-10,温度为10-40℃。
5.根据权利要求1所述的一种啤酒废水中化学品的去除工艺,其特征在于:所述厌氧反应器的进水管道上设置有水射器,所述厌氧反应器内设置有收集沼气的气室,所述厌氧反应器设置有出水循环系统。
6.根据权利要求1所述的一种啤酒废水中化学品的去除工艺,其特征在于:所述中和加热池与厌氧反应器之间设置有在线pH计、流量计、COD在线监测仪、温度计和沼气流量计。
7.根据权利要求1所述的一种啤酒废水中化学品的去除工艺,其特征在于:所述中和加热池设置有温度调控系统和酸碱自动调节系统。
说明书
一种啤酒废水中化学品的去除工艺
技术领域
本发明涉及啤酒工业废水处理领域,尤其涉及一种啤酒废水中化学品的去除工艺。
背景技术
啤酒生产过程共包括糖化工序、发酵工序和包装工序。其中糖化工序主要排出的废水为高浓度有机废水,pH在5-9之间,偏酸性。COD在4000-10000mg/L,间歇排放。发酵废水属中浓度有机废水,pH在5-9之间,偏酸性。COD在2000-5000mg/L,间歇排放。包装车间废水主要有洗瓶机排放的含有洗瓶剂、杀菌剂,高pH和高温的废水,杀菌机排放的高温和含杀菌剂的废水、灌酒机滴漏的高COD酒水、含有大量链道润滑剂的冲洗水等。此部分废水属低浓度有机废水,pH在8-14之间,偏碱性。COD在500-1500mg/L,且含有大量洗瓶剂、链道润滑剂等抑菌物质。
由于包装车间排放的废水中含有大量洗瓶剂、润滑剂等具有抑菌性的物质,这些抑菌物质会对厌氧处理系统产生影响,这个问题也是造成大部分啤酒工厂厌氧运行不稳定的原因。
为解决这个问题,大多数工厂采取的方法是配置事故池和废碱池,当包装线大洗、PVPP废水排放时,可将事故废水导入事故池、废碱池暂存。待事故结束后,将事故池中废水逐步以小流量的方式排入调节池,以保护后续系统不受到冲击。啤酒废水包装线大洗时会排出大量废碱液,若废水pH过低,可用部分废碱液调节废水pH,以减少碱液的使用。但很多啤酒企业在生产时,对洗瓶剂、润滑剂等不加控制,任由此类物质进入废水处理站。尽管有废碱池的暂存,但因存储能力有限,废碱液依然会影响废水处理系统的稳定性。
发明内容
针对现有技术存在的问题,本发明提供一种啤酒废水中化学品的去除工艺,化学品的去除效果好,处理系统稳定性好,该工艺利用好氧细菌的吸附、降解作用去除废水中洗涤剂、润滑剂等化学品的危害,同时通过好氧出水回流以稀释原废水浓度,能够使厌氧系统稳定进行,避免事故,提高对废水中化学品的去除效果。
为了实现上述的目的,本发明采取的具体技术方案是:一种啤酒废水中化学品的去除工艺,包括以下步骤:
a、预处理:啤酒废水通过机械格栅去除大颗粒杂质后进入集水井,经集水井提升泵提升至水力筛去除小颗粒杂质后,进入初沉池进行沉淀处理;
b、搅拌中和处理:初沉池的出水流入调节池,所述调节池设置有用于均化水质水量的机械搅拌系统,经调节池搅拌均匀的废水进入中和加热池调控温度和pH,调节废水温度至30-36℃,pH为7.0-7.6;
c、厌氧生物处理:将步骤(2)处理后的废水用二级提升泵提升至厌氧反应器,废水通过厌氧反应器底部的布水装置充分混合,经三相分离器分离后进入缓冲池进行沉淀处理;
d、好氧生物处理:将步骤(3)处理后的废水进入CASS池进行好氧生物处理;厂区废碱液排入废碱池,废碱池与CASS池相连,废碱液在CASS池内进行好氧生物处理;CASS池出水达标后进行排放,CASS池出水回流至调节池。
优选的,所述废碱池与CASS池连通的管道上设置有管道混合器和pH计。
优选的,所述水力筛出口设置电磁阀,实际温度和pH超出预定参数的废水和事故废水均排入事故池,所述事故池与调节池相连。
优选的,所述电池阀与水力筛出水管道上设置的pH计和温度计相关联,预定参数包括pH为4-10,温度为10-40℃。
优选的,所述厌氧反应器的进水管道上设置有水射器,所述厌氧反应器内设置有收集沼气的气室,所述厌氧反应器设置有出水循环系统。
优选的,所述中和加热池与厌氧反应器之间设置有在线pH计、流量计、COD在线监测仪、温度计和沼气流量计。
优选的,所述中和加热池设置有温度调控系统和酸碱自动调节系统。
本发明的有益效果是:本发明公开的一种啤酒废水中化学品的去除工艺,该工艺简单易实现,充分考虑化学品对处理系统的影响,该工艺利用好氧细菌的吸附、降解作用去除废水中洗涤剂、润滑剂等化学品的危害,同时通过好氧出水回流至以稀释原废水浓度,能够有效降低啤酒废水中洗瓶剂、润滑剂等物质对厌氧系统的冲击,厌氧系统运行稳定,避免事故,提高去除效率,整个废水站出水也将稳定达标排放,实用性强。





