
申请日2017.02.25
公开(公告)日2017.06.06
IPC分类号C02F9/14; B01D53/38; B01D53/84; C02F103/32
摘要
本发明涉及废水处理工业领域,尤其涉及一种啤酒废水处理工艺。该工艺包括过滤沉淀处理、搅拌中和处理、厌氧生物处理、好氧生物处理、过滤处理、污泥处理和臭气处理,本发明采用“厌氧+好氧”的处理工艺,充分考虑洗瓶剂和杀菌剂对厌氧反应环境的影响,将碱性较大的洗瓶剂和杀菌剂暂存废碱池;废水在中和加热池内在调节到厌氧反应适宜的温度和pH后再进入厌氧反应器,使反应更加充分,使厌氧系统更加稳定;为满足中水回用要求,好氧反应后废水通过纤维转盘过滤器进行过滤;增加生物除臭装置,防止臭气中污染物对大气的污染。
权利要求书
1.一种啤酒废水处理工艺,其特征在于:包括以下步骤:
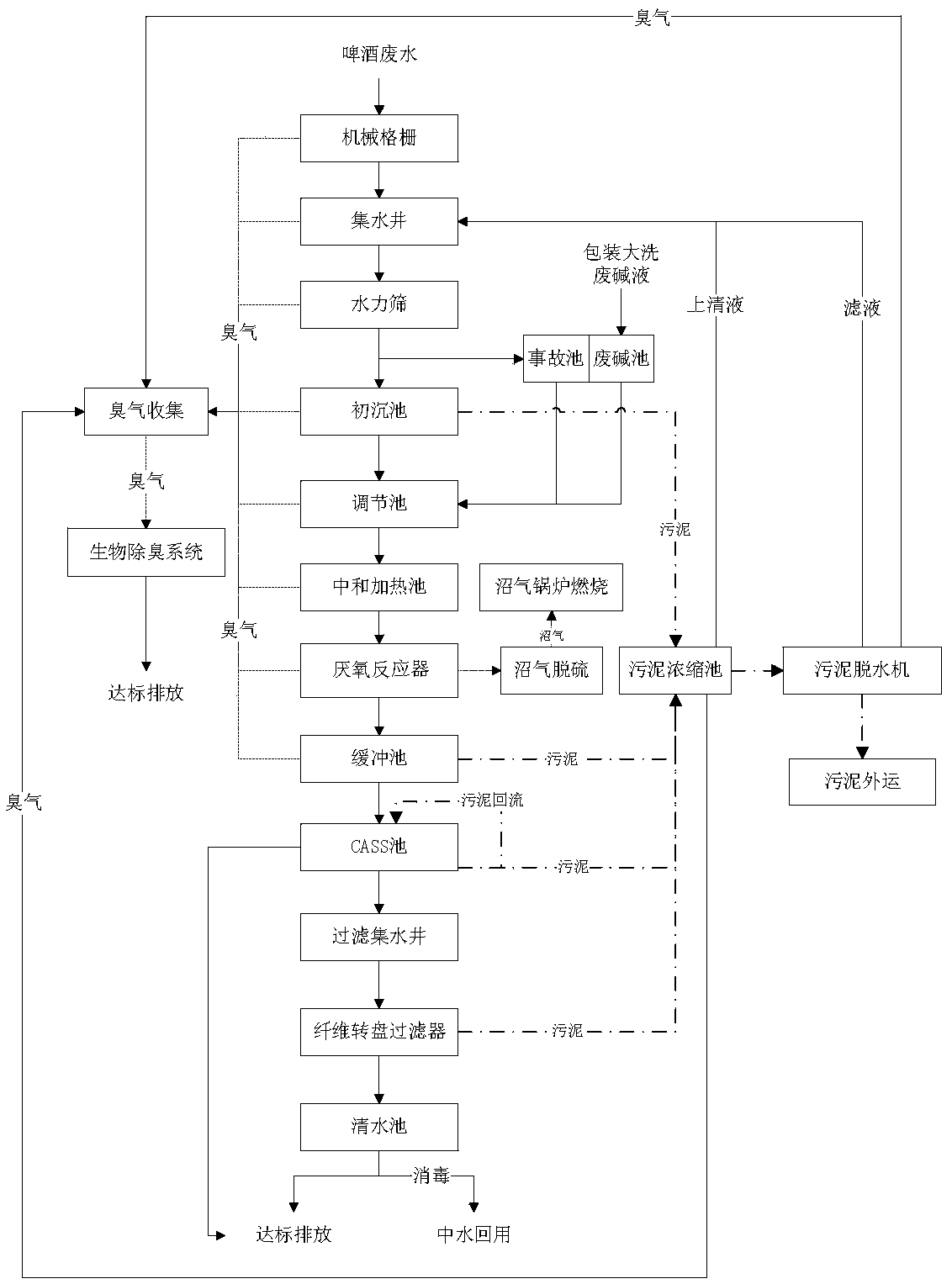
(1)过滤沉淀处理:啤酒废水经机械格栅过滤出大颗粒漂浮物后进入集水井,由一级提升泵提升至水力筛过滤出细小悬浮物后进入初沉池,通过沉淀后悬浮物去除60%以上;
(2)搅拌中和处理:初沉池的出水流入调节池,所述调节池设置有用于均化水质水量的机械搅拌系统,经调节池搅拌均匀的废水进入中和加热池调控温度和pH, 调节废水温度至30-36℃,pH为7.0-7.6;
(3)厌氧生物处理:将步骤(2)处理后的废水用二级提升泵提升至厌氧反应器,厌氧反应器的底部设置有布水装置,厌氧反应器的中上部设置有三相分离器,废水通过布水装置充分混合,经三相分离器分离后进入缓冲池沉淀处理;
(4)好氧生物处理:将步骤(3)处理后的废水进入CASS池进行好氧生物处理;
(5)过滤处理:CASS池中的混合液流入过滤集水井并通过过滤提升泵提升至纤维转盘过滤器进行过滤,过滤后的水经检测合格后进入清水池;
(6)污泥处理:初沉池、缓冲池、CASS池和纤维转盘过滤器中的污泥进入污泥浓缩池,浓缩后经污泥脱水机脱水后外运,滤液和浓缩池上清液进入集水井;
(7)臭气处理:机械格栅、集水井、水力筛、初沉池、调节池、中和加热池、厌氧反应器、缓冲池、污泥浓缩池和污泥脱水机产生的臭气经封闭收集后进入生物除臭系统进行除臭,除臭后的废气达标后进行排放。
2.根据权利要求1所述的一种啤酒废水处理工艺,其特征在于:所述厌氧反应器的进水管道上设置有水射器,所述厌氧反应器内设置有收集沼气的气室,所述厌氧反应器设置有出水循环系统。
3.根据权利要求1所述的一种啤酒废水处理工艺,其特征在于:所述中和加热池与厌氧反应器连通处设置有在线pH计、流量计、COD在线监测仪、温度计和沼气流量计。
4.根据权利要求1所述的一种啤酒废水处理工艺,其特征在于:所述中和加热池设置有温度调控系统和酸碱自动调节系统。
5.根据权利要求1所述的一种啤酒废水处理工艺,其特征在于:该工艺还设置有事故池和废碱池,所述事故池和废碱池均与调节池相连。
说明书
一种啤酒废水处理工艺
技术领域
本发明涉及废水处理工业领域,尤其涉及一种啤酒废水处理工艺。
背景技术
我国啤酒制造行业废水排放量大,啤酒废水中含有较高浓度的有机物,如果未经处理直接排入自然水体,则将导致自然水体中微生物大量繁殖,消耗水体中的溶解氧,从而造成自然水体水质发黑发臭,严重污染环境。目前啤酒工业废水常用的处理方式为生化处理方法,目前啤酒工业废水常用的处理方式为生化处理方法, 采用“厌氧+好氧”的处理工艺,现有的工艺设计主要的缺陷在于:①设计工艺中未考虑洗瓶剂、杀菌剂对厌氧反应器的影响,造成厌氧常常受到冲击,去除效率下降或者厌氧系统崩溃;②设计中厌氧进水端不考虑厌氧细菌合适的进水条件的控制,往往因为大量碱水或高温水进入厌氧反应器,对厌氧反应器造成难以恢复的冲击。在运行过程中也不考虑厌氧反应效率和沼气产量,在厌氧运行不稳定时,依然高负荷运行,最终导致厌氧反应器崩溃;③设计时不考虑对排放废水的回用,造成水资源的浪费;④设计时不考虑废水处理系统的除臭功能,造成废水处理区域环境恶劣。
发明内容
针对现有技术存在的问题,本发明提供一种啤酒废水处理工艺,使废水处理效果好,处理系统的自动控制性强,使厌氧生化反应平稳进行,避免处理线因厌氧反应不稳定而经常停车,反应效率高,增加除臭功能,避免对环境造成危害。
为了实现上述的目的,本发明采取的具体技术方案是:一种啤酒废水处理工艺,其特征在于:包括以下步骤:
(1)、过滤沉淀处理:啤酒废水经机械格栅过滤出大颗粒漂浮物后进入集水井,由一级提升泵提升至水力筛过滤出细小悬浮物后进入初沉池,通过沉淀后悬浮物去除60%以上。
(2)、搅拌中和处理:初沉池的出水流入调节池,所述调节池设置有用于均化水质水量的机械搅拌系统,经调节池搅拌均匀的废水进入中和加热池调控温度和pH, 调节废水温度至30-36℃,pH为7.0-7.6。
(3)、厌氧生物处理:将步骤(2)处理后的废水用二级提升泵提升至厌氧反应器,厌氧反应器的底部设置有布水装置和中上部设置有三相分离器,废水通过布水装置充分混合,经三相分离器分离后进入缓冲池沉淀处理。
(4)、好氧生物处理:将步骤(3)处理后的废水进入CASS池进行好氧生物处理。
(5)、过滤处理:CASS池中的混合液流入过滤集水井并通过过滤提升泵提升至纤维转盘进行过滤,过滤后的水经检测合格后进入清水池。
(6)、污泥处理:初沉池、缓冲池、CASS池和纤维转盘过滤器中的污泥进入污泥浓缩池,浓缩后经污泥脱水机脱水后外运,滤液和浓缩池上清液进入集水井。
(7)、臭气处理:机械格栅、集水井、水力筛、初沉池、调节池、中和加热池、厌氧反应器、缓冲池、污泥浓缩池和污泥脱水机产生的臭气经封闭收集后进入生物除臭系统进行除臭,除臭后的废气达标后进行排放。
优选的,所述厌氧反应器的进水管道上设置有水射器,所述厌氧反应器内设置有收集沼气的气室,所述厌氧反应器设置有出水循环系统。
优选的,所述中和加热池与厌氧反应器连通处设置有在线pH计、流量计、COD在线监测仪、温度计和沼气流量计。
优选的,所述中和加热池设置有温度调控系统和酸碱自动调节系统。
优选的,该工艺还设置有事故池和废碱池,所述事故池和废碱池均与调节池相连。
本发明的有益效果:本发明采用“厌氧+好氧”的处理工艺,充分考虑洗瓶剂和杀菌剂对厌氧反应环境的影响,将碱性较大的洗瓶剂和杀菌剂暂存废碱池;废水在中和加热池内调节到厌氧反应适宜的温度和pH后再进入厌氧反应器,使反应更加充分,使厌氧系统更加稳定;为满足中水回用要求,好氧反应后废水通过纤维转盘过滤器进行过滤;增加生物除臭装置,防止臭气中污染物对大气的污染。
本发明的创新点为:
(1)与同类专利相比,增加了纤维转盘过滤器。经好氧处理后废水中悬浮物约在70mg/L,浊度略高,为满足中水回用要求,增加纤维转盘过滤器,经处理后悬浮物和浊度明显降低,COD值也略有降低,可以实现中水回用。
(2)中和加热池至高效耐毒厌氧反应器流程中,可以实现完全自动控制。通过在线pH计、流量计、COD在线监测仪、温度计以及沼气流量计的协同控制,保证厌氧进水的稳定性。如pH计控制厌氧进水的pH,当pH低于6.8时,碱加药泵自动开启,废水pH上升至6.8时,碱泵自动关闭;当pH高于7.5时,酸加药泵自动开启,pH下降至7.5时酸自动关闭。通过COD在线监测仪实时监控中和加热池的COD,当COD高时,自动通过流量计降低进水量,使厌氧进水负荷维持在定值,避免负荷过高或过低使厌氧运行不稳定。
利用沼气流量计实时监控厌氧反应器状态,当沼气流量计显示流量下降时,则应立即查找厌氧去除率下降的原因,避免厌氧受到进一步的冲击。
(3)为改善废水站工作环境,防止臭气中污染物对大气的污染,增加生物除臭装置,将CASS池前端的构筑物进行封闭,臭气收集后通过生物除臭装置进行处理,废水站不再有臭味。
(4)包装大洗时废碱液直接排入至废碱池,为避免废碱液中的高浓度洗瓶剂、杀菌剂对厌氧系统的毒性,对废碱液的pH进行调节后进入CASS池进行处理。





