申请日2016.01.28
公开(公告)日2016.07.13
IPC分类号C02F9/04
摘要
本实用新型公开了一种含氨氮废水处理系统,包括:过滤单元、pH调节单元、加热单元、脱氮膜单元和酸吸收液单元;其中,所述过滤单元的入口通入含氨氮废水,所述pH调节单元的入口与过滤单元的出口相连,所述加热单元的入口与pH调节单元的出口相连,所述脱氮膜单元的入口与加热单元的出口相连,所述酸吸收液单元的出酸口和入酸口均与脱氮膜单元相连。本实用新型的系统设计合理,结构简单;占地面积小,与脱气塔相比,本实用新型的系统占地为脱气塔工艺的1/10?1/3,大大减少占地面积;且可回收利用铵盐,无二次污染。
权利要求书
1.一种含氨氮废水处理系统,其特征在于,该系统包括:过滤单元(1)、pH调节单元(2)、加热单元(3)、脱氮膜单元(4)和酸吸收液单元(5);其中,
所述过滤单元(1)的入口通入含氨氮废水;
所述pH调节单元(2)的入口与过滤单元(1)的出口相连;
所述加热单元(3)的入口与pH调节单元(2)的出口相连;
所述脱氮膜单元(4)的入口与加热单元(3)的出口相连;
所述酸吸收液单元(5)的出酸口和入酸口均与脱氮膜单元(4)相连。
2.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述系统还包括:氨回收单元(6);所述氨回收单元(6)的入口与酸吸收液单元(5)的出口相连。
3.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述过滤单元(1)为保安过滤器。
4.根据权利要求1或3所述的一种含氨氮废水处理系统,其特征在于,所述过滤单元(1)的滤芯的过滤规格为0.5-10μm。
5.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述pH调节单元(2)内设有搅拌机和pH值在线监测单元。
6.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述pH调节单元(2)还与碱液加料单元(7)相连;所述碱液加料单元(7)包括储碱罐(8)和加料泵(9),加料泵(9)与pH调节单元(2)相连。
7.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述加热单元(3)为换热器。
8.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述脱氮膜单元(4)为中空脱气膜。
9.根据权利要求8所述的一种含氨氮废水处理系统,其特征在于,所述脱氮膜单元(4)为多级脱氮单元。
10.根据权利要求1所述的一种含氨氮废水处理系统,其特征在于,所述酸吸收液单元(5)为酸液储罐。
说明书
一种含氨氮废水处理系统
技术领域
本实用新型涉及废水处理领域,尤其是一种含氨氮废水处理系统。
背景技术
含氨氮废水主要来源于石油化工、化肥生产、制药、食品等行业。大量氨氮废水如果不经处理排入水体会造成水体黑、臭,引起水体富营养化。因此,氨氮作为污水水质监测的重要指标需要对其含量进行限制。
目前针对含氨氮废水的处理方法主要有生物法、化学氧化法、吹脱法等。
(1)生物法:以硝化-反硝化工艺脱氮为主。利用硝化菌将氨氮转化为NO31-,硝化产生NO31-反硝化系统,利用反硝化菌转化为N2排入大气。该工艺占地面积大,对C/N比、进水稳定性要求高,适用于氨氮含量较低、进水稳定的废水处理,而对于高氨氮废水、水质、水量波动大的废水处理效果差。
(2)化学氧化法:利用化学试剂的强氧化星将氨氮直接氧化成氮气进行脱除氨氮。常见的方法为折点加氯,以及目前市场上常用的脱氮剂。化学氧化法存在处理成本高,易造成二次污染的问题。
(3)吹脱法:在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法。该方法同样存在处理成本高,易造成二次污染的问题。
因此,需要一种新的含氨氮废水处理系统,以期结构简单、占地面积小、操作方便、脱氮效果好、运营成本低。
实用新型内容
本实用新型的目的在于提供一种含氨氮废水处理系统。
为实现上述目的,本实用新型采用以下内容:
一种含氨氮废水处理系统,包括:过滤单元、pH调节单元、加热单元、脱氮膜单元和酸吸收液单元;其中,
所述过滤单元的入口通入含氨氮废水,用来对含氨氮废水进行过滤;
所述pH调节单元的入口与过滤单元的出口相连,用来调节过滤后的含氨氮废水的pH值;
所述加热单元的入口与pH调节单元的出口相连,用来对调节了pH值的含氨氮废水加热;
所述脱氮膜单元的入口与加热单元的出口相连,用来对加热后的含氨氮废水进行脱氮;
所述酸吸收液单元的出酸口和入酸口均与脱氮膜单元相连,用来对脱氮膜单元循环供酸吸收液。
本系统的各个单元经管道连接。
进一步地,所述系统还包括:氨回收单元;所述氨回收单元的入口与酸吸收液单元的出口相连,用来将经若干次循环后的酸吸收液单元的酸吸收液中的铵盐回收。
进一步地,所述过滤单元为保安过滤器。优选地,所述过滤单元的滤芯的过滤规格为0.5-10μm。先使用过滤单元处理废水,去除废水中的悬浮物,避免悬浮物污染脱氮膜单元。
利用pH调节单元将含氨氮废水的pH值调节至9-12。
进一步地,所述pH调节单元内设有搅拌机和pH值在线监测单元。
进一步地,所述pH调节单元还与碱液加料单元相连;所述碱液加料单元包括储碱罐和加料泵,加料泵与pH调节单元相连。
进一步地,所述加热单元为换热器。利用余热或蒸汽来将废水的温度调节至40-70℃。
进一步地,所述脱氮膜单元为中空脱气膜。水分子无法通过中空脱气膜进行交换,而气态可以透过膜。废水通路为膜外侧,酸吸收液通路为膜内侧。废水流向与酸吸收液的流向相反来提高吸收效果。为保证脱氮膜的疏水脱气性能,保持膜外侧压力大于膜内侧压力,压差≤0.1MP。利用脱氮膜的选择透过性特点,系统提供了一个封闭的运行环境,不会将其它污染物带入系统。
进一步地,所述脱氮膜单元为多级脱氮单元。
进一步地,所述酸吸收液单元为酸液储罐。酸吸收液的pH值不大于3,循环利用。在脱氮过程中间断性地加入酸吸收液。待酸吸收液中,铵盐浓度为5%-10%时,对酸吸收液进行排放置换。所述酸吸收液可以是硫酸。
本实用新型的系统的原理如下:
氨氮在水中存在着以下离解平衡:
运行中,含氨氮废水流动在脱氮膜单元的膜组件的壳程(中空纤维膜的外侧),酸吸收液流动在膜组件的管程(中空纤维膜的内侧)。废水中pH值提高或者温度上升时,上述平衡将会向右移动,铵根离子NH4+变成游离的气态NH3。气态NH3可以透过中空纤维表面的微孔从壳程中的废水相进入管程的酸吸收液相,被酸吸收液吸收立刻又变成离子态的NH4+。保持废水的pH在9-12,并且温度在40℃-70℃,这样废水相中的NH4+就会源源不断地变成NH3向酸吸收液相迁移。从而使得废水侧的氨氮浓度不断下降,直至达到预定标准;而酸吸收液相由于只有酸和NH4+,所以形成的是非常纯净的铵盐,铵盐达到一定的浓度,可以回收利用。
本实用新型具有以下优点:
1、本实用新型的系统设计合理,结构简单;占地面积小,与脱气塔相比,本实用新型的系统占地为脱气塔工艺的1/10-1/3,大大减少占地面积;且可回收利用铵盐,无二次污染,为企业节能减排提供了优选方案。
2、本实用新型的系统适用于不同浓度的氨氮废水,尤其是对高氨氮废水(氨氮>100mg/L)脱氮,处理成本优势更佳。
3、本实用新型的系统相对于现有的生物脱氮及其他物理化学方法,氨氮去除率高,投资、运营成本低。
4、本实用新型的系统运行稳定可靠,能适应废水水质、水量的波动。
附图说明
下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
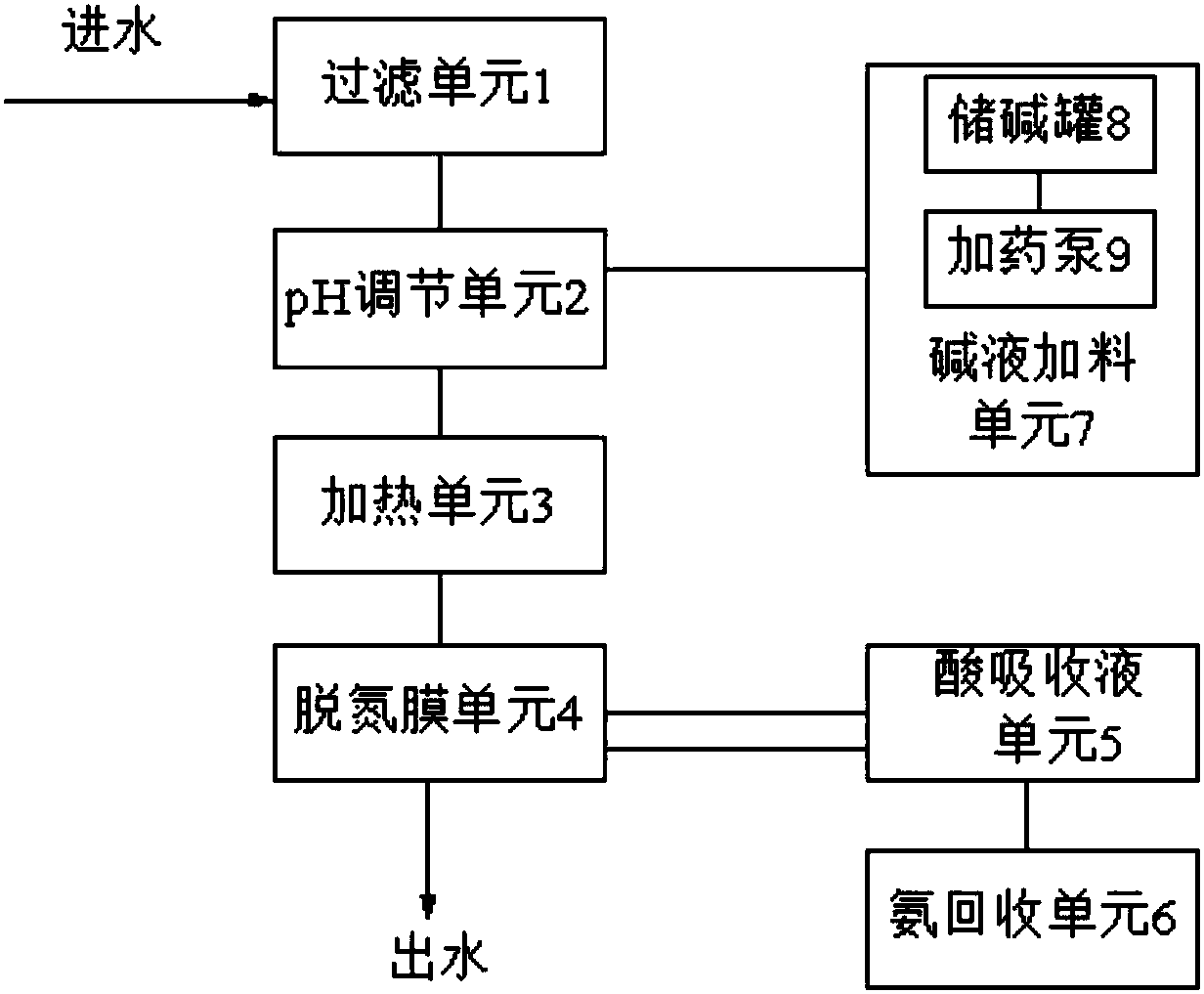
图1是本实用新型的含氨氮废水处理系统的结构示意图。
具体实施方式
为了更清楚地说明本实用新型,下面结合优选实施例对本实用新型做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
实施例
如图1所示,是本实用新型的含氨氮废水处理系统的结构示意图。
一种含氨氮废水处理系统,包括:
过滤单元1、pH调节单元2、加热单元3、脱氮膜单元4和酸吸收液单元5;
过滤单元1为保安过滤器,滤芯的过滤规格为0.5-10μm,入口通入含氨氮废水,用来对含氨氮废水进行过滤,去除废水中的悬浮物,避免悬浮物污染脱氮膜单元;
pH调节单元2内设有搅拌机和pH值在线监测单元,入口与过滤单元1的出口相连,用来调节过滤后的含氨氮废水的pH值,优选调节至9-12;碱液加料单元7与pH调节单元2相连,包括储碱罐8和加料泵9,储碱罐8用来储存碱液,加料泵9用来将碱液加入到pH调节单元2内;
加热单元3为换热器,入口与pH调节单元2的出口相连,用来对调节了pH值的含氨氮废水加热,优选利用余热或蒸汽来将废水的温度调节至40-70℃;
脱氮膜单元4的入口与加热单元3的出口相连,用来对加热后的含氨氮废水进行脱氮,出口为脱氮水;和
酸吸收液单元5的出酸口和入酸口均与脱氮膜单元4相连,用来对脱氮膜单元循环供酸吸收液;
氨回收单元6;所述氨回收单元6的入口与酸吸收液单元5的出口相连,用来将经若干次循环后的酸吸收液单元的酸吸收液中的铵盐回收;
各个单元经管道连接。
脱氮膜单元4为中空脱气膜。水分子无法通过中空脱气膜进行交换,而气态可以透过膜。废水通路为膜外侧,酸吸收液通路为膜内侧。废水流向与酸吸收液的流向相反来提高吸收效果。为保证脱氮膜的疏水脱气性能,保持膜外侧压力大于膜内侧压力,压差≤0.1MP。利用脱氮膜的选择透过性特点,系统提供了一个封闭的运行环境,不会将其它污染物带入系统。根据含氨氮废水中氨氮的含量,脱氮膜单元4可以为多级脱氮单元。
酸吸收液单元5为酸液储罐。酸吸收液的pH值不大于3,循环利用。在脱氮过程中间断性地加入酸吸收液。待酸吸收液中,铵盐浓度为5%-10%时,对酸吸收液进行排放置换。
以江苏某石油化工企业产生的高含氨氮废水为例,测试本实用新型的系统的效果。废水水质为:废水水量为3t/h,NH330000mg/L,pH6.8,水温20℃。要求出水中氨氮<100mg/L。
处理过程如下:
1、将高含氨氮生产废水通过提升泵由进水口进入保安过滤器内,保证进水浊度≤1NTU;
2、将过滤后的废水进入pH值调节单元,通过加药泵向其中加入NaOH,调节废水pH值至9-12,使氨氮在水中存在的离解平衡向右移动;
3、将调节pH值后的废水进入换热器,利用该企业厂内的预热进行升温,废水温度升高至40℃,提高氨氮在水中存在的离解平衡向右移动;
4、将加热后的废水进入脱氮膜单元。由于该废水氨氮含量高,系统设计采取多级脱氮工艺,脱氮膜级数为8级,每级膜脱氮效率>50%。
5、酸吸收液选用硫酸,硫酸浓度为2%,满足酸吸收液pH值初始要求。随着脱氮的进行,pH值降低,通过pH值在线监控及浓硫酸加药泵的联动控制,间断性向吸收液储罐中加入浓硫酸,保证满足对酸吸收液pH值得要求。
最终,脱氮水中氨氮含量为56mg/L,实现了处理目标。待酸吸收液中硫酸铵浓度达到5%以上时,进行吸收液置换,对置换液进行硫酸铵回收。
可见,本实用新型的系统设计合理,结构简单,且可回收利用铵盐,无二次污染,可适用于不同浓度的氨氮废水,尤其是对高氨氮废水(氨氮>100mg/L)脱氮,处理成本优势更佳。
显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。

