
°°°°…к«л»’2015.11.18
°°°°єЂњ™(єЂЄж)»’2016.05.18
°°°°IPCЈ÷јаЇ≈C02F3/28
°°°°’™“™
°°°°“ї÷÷”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∞ьј®Јі”¶∆ч÷чће£ђ∆д±їєћґ®∞≤„∞”Џ÷І≥≈„щ÷Ѓ…ѕ£ђЋщ цЈі”¶∆ч÷чће∞ьј®ќџƒа«ш°ҐЈі”¶«ш°Ґ≥Ѕµн«ш°ҐЈ÷јл«ш£ђїє∞ьј®µчљЏ≥Ў£ђ∆дќї”ЏЈі”¶∆ч÷чће«∞ґЋ;ќ¬њЎїъєє£ђ∞ьј®јд»іЉ”»»„∞÷√°Ґ—≠їЈ±√°Ґ¬Ё–эє№Љю°Ґ±£ќ¬Њш»»≤г°ҐPLCњЎ÷∆∆чЇЌќ¬ґ»іЂЄ–∆ч£ђЋщ цјд»іЉ”»»„∞÷√ґ•≤њ…и”–≤є“ЇњЏ;Ћщ ц¬Ё–эє№Љюќ™÷–њ’љбєє£ђќї”ЏЈі”¶∆ч÷чћеµƒЈі”¶«ш£ђ«“ЅљґЋЈ÷±рі©єэЈі”¶∆ч÷чћеЌв±Џ”лјд»іЉ”»»„∞÷√ѕаЅђЌ®£ђ÷√”Џјд»іЉ”»»„∞÷√ƒЏ≤њµƒјд»і“ЇЌ®єэ—≠їЈ±√‘Џ¬Ё–эє№ЉюƒЏ µѕ÷—≠їЈЅчґѓ;Ћщ ц±£ќ¬Њш»»≤г∞ьЄ≤”ЏЈі”¶∆ч÷чћеЌв±Џ…ѕ°£±Њ µ”√–¬–Ќњ… єЈі”¶«шƒЏќ¬ґ»ќђ≥÷‘Џ„оЉ—ќ¬ґ»ЈґќІƒЏ£ђ єќџƒаќҐ…ъќпїо–‘іпµљ„о”≈£ђћбЄяќџЋЃі¶јн–І¬ °£
°°°°»®јы“™«у й
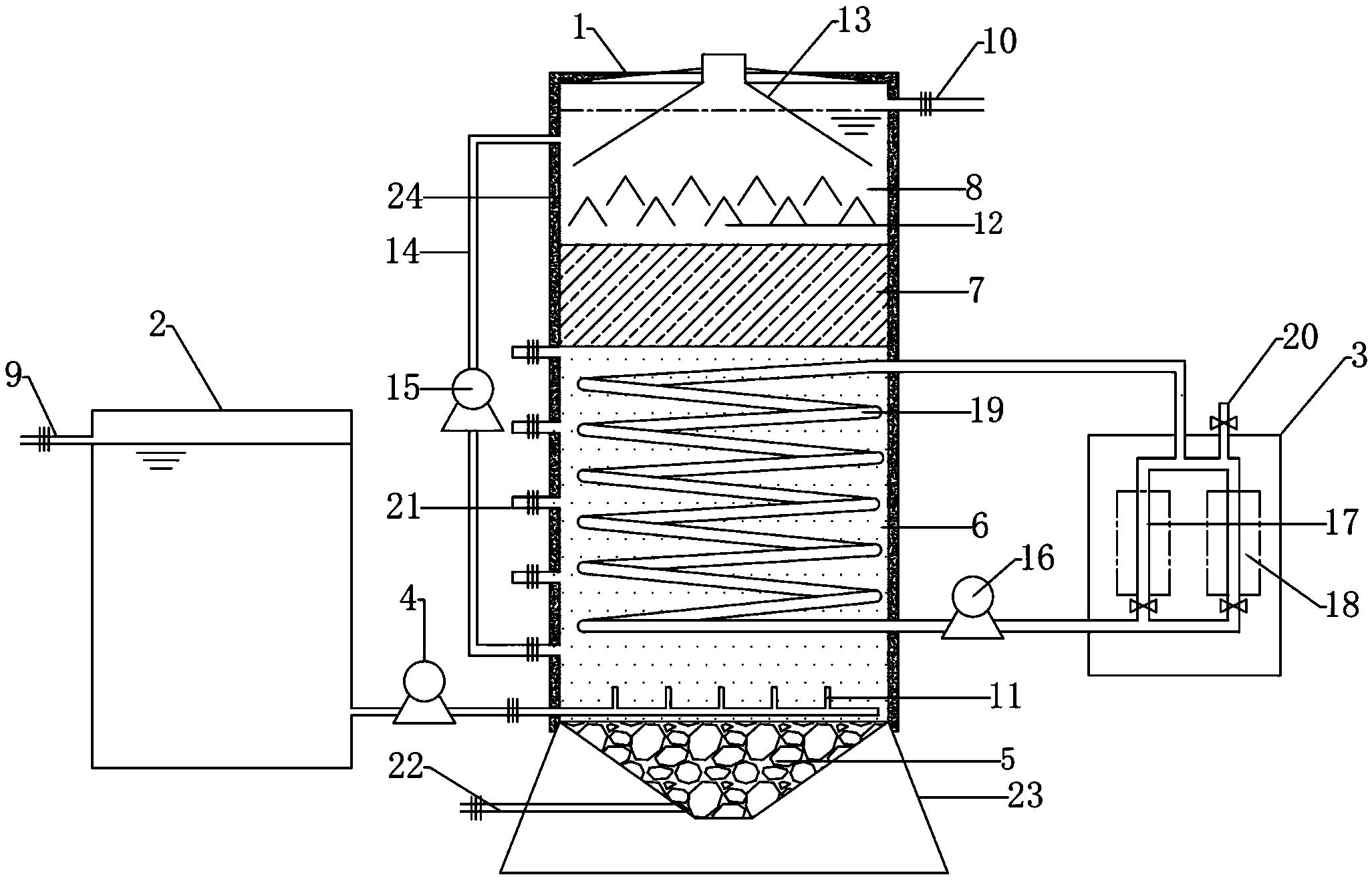
°°°°1.“ї÷÷”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∞ьј®Јі”¶∆ч÷чће(1)£ђ∆д±їєћґ®∞≤„∞”Џ÷І≥≈„щ(23)÷Ѓ…ѕ£ђЋщ цЈі”¶∆ч÷чће(1)∞ьј®ќџƒа«ш(5)°ҐЈі”¶«ш(6)°Ґ≥Ѕµн«ш(7)°ҐЈ÷јл«ш(8)£ђЋщ цќџƒа«ш(5)ќї”ЏЈі”¶∆ч÷чће(1)µ„≤њ£ђЋщ цќџƒа«ш(5)µ„≤њ…и”–≈≈ƒањЏ(22);Јі”¶«ш(6)ќї”Џќџƒа«ш(5)…ѕЈљ£ђЋщ цЈі”¶«ш(6)µ„≤њ…и”–≤ЉЋЃ„∞÷√(11)£ђЋщ ц≤ЉЋЃ„∞÷√(11)÷Ѕ…ў∞ьј®“їЄцљшЋЃє№ЇЌіє÷±…и”ЏљшЋЃє№…ѕµƒґаЄц÷Іє№£ђЋщ цЈі”¶«ш(6)“ї≤а…и”–ґаЄц»°—щњЏ(21);≥Ѕµн«ш(7)ќї”ЏЈі”¶«ш(6)…ѕЈљ;Ј÷јл«ш(8)ќї”ЏЈі”¶∆ч÷чће(1)ґ•≤њ£ђ∞ьј®»эѕаЈ÷јл∆ч(12)°ҐЉѓ∆ш’÷(13)°ҐїЎЅчє№(14)ЇЌ≥цЋЃњЏ(10)£ђЋщ цїЎЅчє№(14)“їґЋ”лЈ÷јл«ш(8)ЅђЌ®«“Ѕн“їґЋ”лЈі”¶«ш(6)ЅђЌ®£ђЋщ цїЎЅчє№(14)÷–≤њ…и”–їЎЅч±√(15);
°°°°∆дћЎ’ч‘Џ”Џ£ђЋщ ц”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђїє∞ьј®£Ї
°°°°µчљЏ≥Ў(2)£ђ∆дќї”ЏЈі”¶∆ч÷чће(1)«∞ґЋ£ђ…ѕ≤њ“ї≤а…и”–љшЋЃњЏ(9)£ђѕ¬≤њЅн“ї≤аЌ®єэљшЋЃ±√(4)”лЈі”¶«ш(6)µƒ≤ЉЋЃ„∞÷√(11)ѕаЅђЌ®;
°°°°ќ¬њЎїъєє£ђ∞ьј®Љ”»»јд»і„∞÷√(3)°Ґ—≠їЈ±√(16)°Ґ¬Ё–эє№Љю(19)°Ґ±£ќ¬Њш»»≤г(24)°ҐPLCњЎ÷∆∆чЇЌќ¬ґ»іЂЄ–∆ч£ђЋщ цЉ”»»јд»і„∞÷√(3)”…Љ”»»„∞÷√(17)ЇЌјд»і„∞÷√(18)„й≥…£ђЋщ цЉ”»»јд»і„∞÷√(3)ґ•≤њ…и”–≤є“ЇњЏ(20);Ћщ ц¬Ё–эє№Љю(19)ќ™÷–њ’љбєє£ђќї”ЏЈі”¶∆ч÷чће(1)µƒЈі”¶«ш(6)£ђ«“ЅљґЋЈ÷±рі©єэЈі”¶∆ч÷чће(1)Ќв±Џ”лЉ”»»јд»і„∞÷√(3)ѕаЅђЌ®£ђ÷√”ЏЉ”»»јд»і„∞÷√(3)ƒЏ≤њµƒјд»і“ЇЌ®єэ—≠їЈ±√(16)‘Џ¬Ё–эє№Љю(19)ƒЏ µѕ÷—≠їЈЅчґѓ;Ћщ ц±£ќ¬Њш»»≤г(24)∞ьЄ≤”ЏЈі”¶∆ч÷чће(1)Ќв±Џ…ѕ;Ћщ цќ¬ґ»іЂЄ–∆ч…и”ЏЈі”¶«ш(6)ЇЌЉ”»»јд»і„∞÷√(3)ƒЏ;Ћщ цЉ”»»„∞÷√(17)ЇЌјд»і„∞÷√(18)Ј÷Ќ®єэPLCњЎ÷∆∆ч”лќ¬ґ»іЂЄ–∆чЅђљ”°£
°°°°2.ЄщЊЁ»®јы“™«у1Ћщ цµƒ”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∆дћЎ’ч‘Џ”Џ£ЇЋщ цЉ”»»„∞÷√(17)ќ™»»µз≈ЉЉ”»»∆чїт»»µз„иЉ”»»∆ч°£
°°°°3.ЄщЊЁ»®јы“™«у1Ћщ цµƒ”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∆дћЎ’ч‘Џ”Џ£ЇЋщ цјд»і„∞÷√(18)∞ьј®јдƒэ∆ч°ҐіҐ“Їѕд°Ґ…я–ќє№ЇЌ—≠їЈ±√£ђЋщ ціҐ“ЇѕдƒЏ„∞”–јд»іљй÷ £ђЋщ цјд»іљй÷ ќ™јд»іЋЃїтјд»і”Ќ°£
°°°°4.ЄщЊЁ»®јы“™«у1Ћщ цµƒ”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∆дћЎ’ч‘Џ”Џ£ЇЋщ цќџƒа«ш(5)µƒЇбљЎ√жќ™ћЁ–ќ°£
°°°°5.ЄщЊЁ»®јы“™«у1Ћщ цµƒ”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∆дћЎ’ч‘Џ”Џ£ЇЋщ цЈі”¶∆ч÷чће(1)µƒ–ќ„іќ™‘≤÷щћеїт≥§Јљћеїт’эЈљће°£
°°°°6.ЄщЊЁ»®јы“™«у1Ћщ цµƒ”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∆дћЎ’ч‘Џ”Џ£ЇЋщ ц»эѕаЈ÷јл∆ч(12)÷Ѕ…ўќ™“ї„й°£
°°°°Ћµ√ч й
°°°°“ї÷÷”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√
°°°°ЉЉ хЅм”т
°°°°±Њ µ”√–¬–Ќ…жЉ∞ќџЋЃі¶јн…и±ЄЅм”т£ђћЎ±рµЎ…жЉ∞“ї÷÷”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√°£
°°°°±≥Њ∞ЉЉ х
°°°°UASB «(Up-flowAnaerobicSludgeBed)µƒ”ҐќƒЋх–і£ђ÷–ќƒ»Ђ≥∆ќ™…ѕЅч љ—б—хќџƒаі≤Јі”¶∆ч£ђ «“ї÷÷і¶јнќџЋЃµƒ—б—х…ъќпЈљЈ®£ђ”…Ї…јЉLettingaљћ Џ”Џ1977ƒкЈҐ√ч°£
°°°°UASB—б—хЈі”¶єэ≥ћ”л∆дЋы—б—х…ъќпі¶јнє§“’“ї—щ£ђ∞ьј®ЋЃљв£ђЋбїѓ£ђ≤ъ““ЋбЇЌ≤ъЉ„Ќйµ»£ђЌ®єэ≤їЌђµƒќҐ…ъќп≤ќ”뵄ќпµƒ„™їѓєэ≥ћґшљЂµ„ќп„™їѓќ™„о÷’≤ъќп--’”∆ш°ҐЋЃµ»ќёїъќп°£‘Џ—б—хѕыїѓЈі”¶єэ≥ћ÷–≤ќ”лЈі”¶µƒ—б—хќҐ…ъќп÷ч“™”–“‘ѕ¬ЉЄ÷÷£ЇҐўЋЃљв-ЈҐљЌЋбїѓѕЄЊъ£ђЋь√«љЂЄі‘”љбєєµƒµ„ќпЋЃљвЈҐљЌ≥…Єч÷÷”–їъЋб°Ґ““іЉ°Ґћ«ја°Ґ«вЇЌґю—хїѓћЉ;ҐЏ““ЋбїѓѕЄЊъ£ђЋь√«љЂµЏ“ї≤љЋЃљвЈҐљЌµƒ≤ъќп„™їѓќ™«в°Ґ““ЋбЇЌґю—хїѓћЉ;Ґџ≤ъЉ„ЌйЊъ£ђЋь√«љЂЉтµ•µƒµ„ќп»з““Ћб°ҐЉ„іЉЇЌґю—хїѓћЉ°Ґ«вµ»„™їѓќ™Љ„Ќй°£
°°°°‘ЏќџЋЃі¶јнєэ≥ћ÷–£ђќџЋЃ„‘ѕ¬ґш…ѕЌ®єэUASBЈі”¶„∞÷√£ђЈі”¶∆чµ„≤њ”–“їЄцЄя≈®ґ»°ҐЄяїо–‘µƒќџƒаі≤£ђќџЋЃ÷–µƒіу≤њЈ÷”–їъќџ»Њќп‘ЏіЋЉдЊ≠єэ—б—хЈҐљЌљµљвќ™Љ„ЌйЇЌґю—хїѓћЉ£ђЈі”¶∆ч…ѕ≤њ”–…и”–»эѕаЈ÷јл∆ч£ђ”√“‘Ј÷јлѕыїѓ∆ш°Ґѕыїѓ“ЇЇЌќџƒањ≈Ѕ££ђ∆шће„‘Јі”¶∆чґ•≤њµЉ≥ц£ђќџƒањ≈Ѕ£„‘ґѓїђ¬д≥Ѕљµ÷ЅЈі”¶∆чµ„≤њµƒќџƒаі≤£ђќџЋЃі”≥ќ«е«ш≥цЋЃ°£”…”ЏUASBЄЇЇ…ƒ№Ѕ¶Ї№іу£ђ ”√”ЏЄя≈®ґ»”–їъЈѕЋЃµƒі¶јн£ђЊя”–Ї№Єяµƒ”–їъќџ»Њќп»•≥э¬ £ђ≤ї–и“™љЅ∞и£ђƒ№ ”¶љѕіуЈщґ»µƒЄЇЇ…≥еїч°Ґќ¬ґ»ЇЌpH±дїѓ£ђ“тіЋ£ђµ√µљєгЈЇµƒ”¶”√°£
°°°°µЂ «£ђUASB∆р‘і”ЏЇ…јЉ ф”Џ»»ішµЎ«ш£ђ“тіЋ£ђUASBµƒЈҐ’є±Ў≤їњ……ўµƒћхЉю «ќ¬ґ»£ђ“ї∞г«йњцѕ¬£ђUASB≤…»°ќ™÷–ќ¬Јі”¶£ђќ¬ґ»“ї∞гњЎ÷∆‘Џ30-38°ж÷ЃЉд£ђ„оЉ—ЈґќІќ™33-36°жќ™іЋ£ђ÷–єъ„®јыCN201520242225.8ћбє©“ї÷÷UASBƒЏ—≠їЈЉ”»»„∞÷√£ђ∞ьј®≥§ЈљћеЄ÷љбєєµƒƒЏ—≠їЈЉ”»»≥Ў£ђƒЏ—≠їЈЉ”»»≥Ў’эЅҐ√жµƒ”“ѕ¬љ«њ™”–≥цЋЃњЏ£ђ≥цЋЃњЏ”л≥цЋЃє№ЅђЌ®£ђƒЏ—≠їЈЉ”»»≥Ўµƒ„у≤а√жµƒ”“…ѕљ«…ѕњ™”–љшЋЃњЏ£ђљшЋЃњЏ”лљшЋЃє№ЅђЌ®£ђљшЋЃє№”л≥цЋЃє№÷ЃЉд∞≤„∞”–ƒЏ—≠їЈ±√£ђЋщ цƒЏ—≠їЈ±√“їґЋ”л≥цЋЃє№ґЋњЏЅђЌ®£ђЅн“їґЋ”лљшЋЃє№ґЋњЏЅђЌ®°£»їґш£ђUASBЈі”¶„∞÷√÷–£ђќ¬ґ»єэЄяїтєэµЌ£ђЈі”¶∆ч÷–µƒ…ъќпЈі”¶ґЉїб №µљЉЂіуµƒ“÷÷∆…х÷ЅЌ£÷є£ђґш≥£єжїѓє§ЈѕЋЃ”…”Џє§“’Єч“м£ђЈѕЋЃќ¬ґ»ЈґќІњзґ»Ї№іу£ђґшµ•“їЉ”»»–ЌµƒUASBЈі”¶„∞÷√≤Ґ≤їƒ№¬ъ„г’в“ї–и«у°£
°°°° µ”√–¬–ЌƒЏ»Ё
°°°°±Њ µ”√–¬–Ќµƒƒњµƒ‘Џ”ЏњЋЈюѕ÷”–ЉЉ хµƒ≤ї„г£ђћбє©“ї÷÷ƒ№ єЈі”¶«шƒЏќ¬ґ»ќђ≥÷‘Џ„оЉ—ќ¬ґ»ЈґќІƒЏ£ђ єќџƒаќҐ…ъќпїо–‘іпµљ„о”≈£ђћбЄяќџЋЃі¶јн–І¬ µƒ”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђƒ№і¶јнЄчјаЄя≈®ґ»”–їъє§“µЈѕЋЃ£ђ»з”°»ЊЈѕЋЃ°Ґ‘м÷љЈѕЋЃ°Ґїѓє§ЈѕЋЃ°ҐµнЈџЈѕЋЃµ»°£
°°°°±Њ µ”√–¬–ЌљвЊц∆дЉЉ хќ ћв «≤…»°“‘ѕ¬ЉЉ хЈљ∞Є µѕ÷µƒ£Ї
°°°°“ї÷÷”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђ∞ьј®Јі”¶∆ч÷чће£ђ∆д±їєћґ®∞≤„∞”Џ÷І≥≈„щ÷Ѓ…ѕ£ђЋщ цЈі”¶∆ч÷чће∞ьј®ќџƒа«ш°ҐЈі”¶«ш°Ґ≥Ѕµн«ш°ҐЈ÷јл«ш£ђЋщ цќџƒа«шќї”ЏЈі”¶∆ч÷чћеµ„≤њ£ђЋщ цќџƒа«шµ„≤њ…и”–≈≈ƒањЏ;Јі”¶«шќї”Џќџƒа«ш…ѕЈљ£ђЋщ цЈі”¶«шµ„≤њ…и”–≤ЉЋЃ„∞÷√£ђЋщ ц≤ЉЋЃ„∞÷√÷Ѕ…ў∞ьј®“їЄцљшЋЃє№ЇЌіє÷±…и”ЏљшЋЃє№…ѕµƒґаЄц÷Іє№£ђЋщ цЈі”¶«ш“ї≤а…и”–ґаЄц»°—щњЏ;≥Ѕµн«шќї”ЏЈі”¶«ш…ѕЈљ;Ј÷јл«шќї”ЏЈі”¶∆ч÷чћеґ•≤њ£ђ∞ьј®»эѕаЈ÷јл∆ч°ҐЉѓ∆ш’÷°ҐїЎЅчє№ЇЌ≥цЋЃњЏ£ђЋщ цїЎЅчє№“їґЋ”лЈ÷јл«шЅђЌ®«“Ѕн“їґЋ”лЈі”¶«шЅђЌ®£ђЋщ цїЎЅчє№÷–≤њ…и”–їЎЅч±√;
°°°°∆дћЎ’ч‘Џ”Џ£ђЋщ ц”√”ЏЄя≈®ґ»”–їъЈѕЋЃі¶јнµƒ–°–ЌUASBЈі”¶„∞÷√£ђїє∞ьј®£Ї
°°°°µчљЏ≥Ў£ђ∆дќї”ЏЈі”¶∆ч÷чће«∞ґЋ£ђ…ѕ≤њ“ї≤а…и”–љшЋЃњЏ£ђѕ¬≤њЅн“ї≤аЌ®єэљшЋЃ±√”лЈі”¶«шµƒ≤ЉЋЃ„∞÷√ѕаЅђЌ®;
°°°°ќ¬њЎїъєє£ђ∞ьј®Љ”»»јд»і„∞÷√°Ґ—≠їЈ±√°Ґ¬Ё–эє№Љю°Ґ±£ќ¬Њш»»≤г°ҐPLCњЎ÷∆∆чЇЌќ¬ґ»іЂЄ–∆ч£ђЋщ цЉ”»»јд»і„∞÷√”…Љ”»»„∞÷√ЇЌјд»і„∞÷√„й≥…£ђЋщ цЉ”»»јд»і„∞÷√ґ•≤њ…и”–≤є“ЇњЏ;Ћщ ц¬Ё–эє№Љюќ™÷–њ’љбєє£ђќї”ЏЈі”¶∆ч÷чћеµƒЈі”¶«ш£ђ«“ЅљґЋЈ÷±рі©єэЈі”¶∆ч÷чћеЌв±Џ”лЉ”»»јд»і„∞÷√ѕаЅђЌ®£ђ÷√”ЏЉ”»»јд»і„∞÷√ƒЏ≤њµƒјд»і“ЇЌ®єэ—≠їЈ±√‘Џ¬Ё–эє№ЉюƒЏ µѕ÷—≠їЈЅчґѓ;Ћщ ц±£ќ¬Њш»»≤г∞ьЄ≤”ЏЈі”¶∆ч÷чћеЌв±Џ…ѕ;Ћщ цќ¬ґ»іЂЄ–∆ч…и”ЏЈі”¶«шЇЌЉ”»»јд»і„∞÷√ƒЏ;Ћщ цЉ”»»„∞÷√ЇЌјд»і„∞÷√Ј÷Ќ®єэPLCњЎ÷∆∆ч”лќ¬ґ»іЂЄ–∆чЅђљ”°£
°°°°љш“ї≤љµƒ£ђЋщ цЉ”»»„∞÷√ќ™»»µз≈ЉЉ”»»∆чїт»»µз„иЉ”»»∆ч°£
°°°°љш“ї≤љµƒ£ђЋщ цјд»і„∞÷√∞ьј®јдƒэ∆ч°ҐіҐ“Їѕд°Ґ…я–ќє№ЇЌ—≠їЈ±√£ђЋщ ціҐ“ЇѕдƒЏ„∞”–јд»іљй÷ £ђЋщ цјд»іљй÷ ќ™јд»іЋЃїтјд»і”Ќ°£
°°°°љш“ї≤љµƒ£ђЋщ цќџƒа«шµƒЇбљЎ√жќ™ћЁ–ќ°£
°°°°љш“ї≤љµƒ£ђЋщ цЈі”¶∆ч÷чћеµƒ–ќ„іќ™‘≤÷щћеїт≥§Јљћеїт’эЈљће°£
°°°°љш“ї≤љµƒ£ђЋщ ц»эѕаЈ÷јл∆ч÷Ѕ…ўќ™“ї„й°£
°°°°±Њ µ”√–¬–Ќµƒ”–“ж–Ієы «£Ї
°°°°1.±Њ µ”√–¬–Ќ…и”–ќ¬њЎїъєє£ђљЂ‘§…иќ¬ґ»ЈґќІѕё÷µPLCњЎ÷∆∆ч£ђЌ®єэќ¬ґ»њЎ÷∆∆ч µ ±Ља≤вЈі”¶«шƒЏµƒќ¬ґ»£ђµ±Јі”¶«шƒЏќ¬ґ»µЌ”Џ„оµЌ‘§…иќ¬ґ» ±£ђќ¬ґ»іЂЄ–∆чљЂ–≈Ї≈ЈҐЋЌ÷ЅPLCњЎ÷∆∆ч£ђ”…PLCњЎ÷∆∆чњЎ÷∆јд»іЉ”»»„∞÷√µƒЉ”»»„∞÷√£ђЌђјн£ђµ±Јі”¶«шƒЏќ¬ґ»Єя”Џ„оЄя‘§…иќ¬ґ» ±£ђќ¬ґ»іЂЄ–∆чљЂ–≈Ї≈ЈҐЋЌ÷ЅPLCњЎ÷∆∆ч£ђ”…PLCњЎ÷∆∆чњЎ÷∆јд»іЉ”»»„∞÷√µƒјд»і„∞÷√£ђ”…Љ”»»„∞÷√ЇЌјд»і„∞÷√ µѕ÷Ѕчћељй÷ µƒЉ”»»ЇЌјд»і£ђЌ®єэ—≠їЈ±√ єЅчћељй÷ ‘Џ¬Ё–эє№ЉюƒЏ—≠їЈЅчґѓ ±љш––»»Ѕњљїїї£ђ”…ќ¬ґ»іЂЄ–∆чЇЌPLCњЎ÷∆∆чіпµљЇгќ¬њЎ÷∆µƒƒњµƒ£ђ±£÷§Јі”¶«шƒЏќ¬ґ»ќђ≥÷‘Џ„оЉ—ќ¬ґ»ЈґќІƒЏ£ђ єќџƒаќҐ…ъќпїо–‘іпµљ„о”≈£ђ±№√вЅЋіЂЌ≥µ•“їЉ”»»–Ќ£ђћбЄяє§„ч–І¬ °£
°°°°2.±Њ µ”√–¬–Ќїє…и”–µчљЏ≥Ў£ђ±№√в“тќџЋЃЅчЅњ±дїѓµЉ÷¬UASBЈі”¶∆чƒЏЋЃЅ¶ЄЇЇ…±дїѓґшішјіµƒ≤їјы£ђЌ®єэљшЋЃ±√ µѕ÷ЇгЅчљшЋЃ£ђ±£÷§Јі”¶∆ч÷чћеќ»ґ®‘Ћ––°£





