
°°°°…к«л»’2015.07.09
°°°°єЂњ™(єЂЄж)»’2017.11.21
°°°°IPCЈ÷јаЇ≈C02F11/10; C02F11/04
°°°°’™“™
°°°°“ї÷÷їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јнє§“’„∞÷√£ђ∞ьј®ґЉ…и”–љЅ∞и„∞÷√µƒ‘§»»Є™°ҐЈі”¶Є™ЇЌ–є—єЄ™£ђ“‘Љ∞ћбє©’ф∆ыµƒ’ф∆ыє©”¶ѕµЌ≥°£∆дћЎ’ч «£Ї‘§»»Є™ЇЌЈі”¶Є™’ф∆ыљшњЏ(8°Ґ15)Њщ…и÷√‘Џ≤а±Џњњѕ¬і¶°Ґ«“Є™ƒЏ’ф∆ыЈ÷≤Љ∆чќ™їЈ„іћщ±Џішњ„є№£ђњ„…ѕ”–ƒЌЄяќ¬¬Ћ≤гЈјґ¬;–є—єЄ™ќ™єёће…и”–ЋЃјдЉ–≤гµƒ…Ѕ’фЄ™£ђЌ®єэќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√њЎ÷∆Љ–≤гЋЃњ™∆ф ±њћЇЌЅчЅњ£ђ–є—єЄ™їЎЅч’ф∆ыє№µј”л’ф∆ыє©”¶ѕµЌ≥µƒ÷±Ќ®є№µј≤ҐЅ™«“±£≥÷ЅђЌ®„іћђ;‘§»»Є™ЇЌЈі”¶Є™ƒЏљЅ∞иїъµƒљЅ∞иљ∞ќ™”л„™ґѓЈљѕт“ї÷¬µƒ¬Ё–э≈ћ»∆„і°£±ЊЈҐ√чњ…„оіу≥ћґ»µЎћбЄяќџƒа—б—хѕыїѓ≤ъ∆ш¬ ЇЌі¶јнЅњ£ђ≤ҐљµµЌљ®…и≥…±ЊЇЌ‘Ћ––≥…±Њ£ђґш«“њ…і¶јнќџƒаЇђєћ¬ Єя(15%~12%)°Ґ”–їъ÷ ЇђЅњЈґќІєг(35%~60%)°£
°°°°»®јы“™«у й
°°°°1.“ї÷÷їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јн„∞÷√£ђ∞ьј®“‘ќџƒа дЅѕѕµЌ≥“јіќЅђљ”µƒіҐƒаґЈ°Ґ‘§»»Є™°ҐЈі”¶Є™ЇЌ–є—єЄ™£ђЋщ цµƒ‘§»»Є™°ҐЈі”¶Є™ЇЌ–є—єЄ™ґЉ…и”–љЅ∞и„∞÷√£ђ“‘Љ∞Єш‘§»»Є™ЇЌЈі”¶Є™ћбє©’ф∆ыµƒ’ф∆ыє©”¶ѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£Ї
°°°°Ћщ цµƒ‘§»»Є™ЇЌЈі”¶Є™’ф∆ыљшњЏ(8°Ґ15)Њщ…и÷√‘Џ≤а±Џњњѕ¬і¶°Ґ«“Є™ƒЏ’ф∆ыЈ÷≤Љ∆чќ™їЈ„іћщ±Џішњ„є№£ђњ„…ѕ”–ƒЌЄяќ¬¬Ћ≤гЈјґ¬;
°°°°Ћщ цµƒ–є—єЄ™ќ™єёће…и”–ЋЃјдЉ–≤гµƒ…Ѕ’фЄ™£ђ–є—єЄ™’ф∆ы≥цњЏ(19)…и÷√‘ЏЄ™ґ•≤Ґ”–їЎЅчє№µјЅђЌ®÷ЅЋщ ц‘§»»Є™’ф∆ыљшњЏ(8)£ђЄ√їЎЅчє№µј”л’ф∆ыє©”¶ѕµЌ≥µƒ÷±Ќ®є№µј≤ҐЅ™;
°°°°Ћщ цµƒ‘§»»Є™ЇЌЈі”¶Є™ƒЏљЅ∞и„∞÷√µƒљЅ∞иљ∞ќ™”л„™ґѓЈљѕт“ї÷¬µƒ¬Ё–э≈ћ»∆„і;
°°°°Ћщ цµƒ‘§»»Є™ЇЌЈі”¶Є™Њщ‘Џґ•ґЋ…и”–≈≈∆шЈІ£ђ‘§»»Є™ґ•ґЋїє…и”–≥цƒаЉ”—є±√£ђЈі”¶Є™ґ•ґЋїє…и”–∞≤»ЂЈІ;
°°°°Ћщ цµƒ–є—єЄ™‘ЏєёћеЋЃјдЉ–≤гµƒљшЋЃє№µј…ѕ…и”–ќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√£ђќ™“ї÷÷ЋЃЅњ÷«ƒ№Ѕ™ЋшњЎ÷∆µчљЏ„∞÷√;
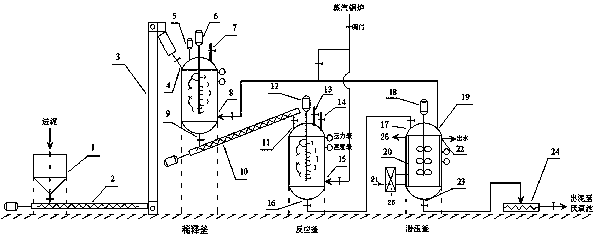
°°°°Ћщ цµƒќџƒа дЅѕѕµЌ≥Ќ®єэµЏ“ї¬Ё–э дЋЌїъ(2)ЇЌіє÷±ћб…эїъ(3)і”іҐƒаґЈ(1) дЋЌќџƒа÷Ѕ‘§»»Є™љшњЏ(4)°ҐЌ®єэµЏґю¬Ё–э дЋЌїъ(10)љЂ‘§»»Є™≥цњЏ(9)µƒќџƒа дЋЌ÷ЅЈі”¶Є™љшњЏ(11)°ҐЌ®єэє№µјљЂЈі”¶Є™≥цњЏµƒќџƒа дЋЌ÷Ѕ–є—єЄ™љшњЏ(17)°ҐЌ®єэє№µјЇЌ¬ЁЄЋ±√(24)љЂ–є—єЄ™≥цњЏ(23)ќџƒа÷±љ” дЋЌ÷Ѕ—б—х≥Ў°£
°°°°2. є”√ЄщЊЁ»®јы“™«у1Ћщ цµƒ„∞÷√љш––µƒїщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јнє§“’£ђ∆дћЎ’ч «£Ї
°°°°ќџЋЃ≥ІЌ—ЋЃќџƒаљш»л‘§»»Є™µƒЌђ ±£ђѕт‘§»»Є™Љ”»л–є—єЄ™Љ–≤г≥цњЏ(22)»»ЋЃїтќџЋЃ≥І≈®Ћх≥Ўќџƒа£ђљЂќџƒаѕ° Ќ÷ЅЇђєћ¬ 15%~12%£ђєЎ±’‘§»»Є™љшњЏ(4)£ђњ™∆ф‘§»»Є™љЅ∞и±√(6)ЇЌµ„≤њ‘§»»Є™’ф∆ыљшњЏ(8)£ђ‘§»»10~15min;
°°°°‘§»»љб шЇу£ђєЎ±’‘§»»Є™љЅ∞и±√(6)£ђітњ™‘§»»Є™µ„≤њ≥цњЏ(9)£ђќџƒа„‘ґѓїт‘Џ‘§»»Є™∆ш—є±√(5)„ч”√ѕ¬¬д»л¬Ё–э дЋЌїъЇуљш»лЈі”¶Є™£ђєЎ±’‘§»»Є™≥цњЏ(9)£ђ‘§»»Є™њ™ ЉµЏґюљ„ґќљшƒа£ђіэќџƒа…Ѕ’фњ™ Љ ±‘ўњ™∆фљЅ∞и;
°°°°єЎ±’Јі”¶Є™љшњЏ(11)£ђњ™∆фЈі”¶Є™љЅ∞и±√(12)ЇЌµ„≤њ’ф∆ыљшњЏ(15)£ђЈі”¶20~30min;
°°°°Јі”¶љб шЇу£ђєЎ±’Јі”¶Є™љЅ∞и±√(12)ЇЌ’ф∆ыљшњЏ(15)£ђітњ™Јі”¶Є™≥цњЏ(16)ЇЌ–є—єЄ™љшњЏ(17)£ђЌ®єэµчњЎќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√ єЈі”¶Є™ќџƒањмЋў—є»л–є—єЄ™£ђЌђ ±…Ѕ’ф’ф∆ы”…ґ•ґЋ’ф∆ы≥ц∆ыњЏ(19)—≠їЈїЎ”√£ђ»їЇуєЎ±’Јі”¶Є™≥цњЏ(16)£ђЈі”¶Є™њ™ ЉµЏґюљ„ґќљшƒа£ђ≤Ґњ™∆фљЅ∞иЇЌ’ф∆ы;
°°°°µ±Јі”¶Є™ќџƒаЌк»Ђљш»л–є—єЄ™Їу£ђєЎ±’–є—єЄ™љшњЏ(17)£ђЉћ–шјд»і÷Ѕ50~60°ж£ђњЎ÷∆ ±Љд‘Џ10~15min;
°°°°єЎ±’Јі”¶Є™љЅ∞и±√(18)£ђітњ™Јі”¶Є™≥цњЏ(16)£ђ”…¬ЁЄЋ±√(24)љЂЅчћђќџƒа÷±љ” дЋЌ÷Ѕ—б—х≥Ў;
°°°°Ћщ цµƒі”’ф∆ыє©”¶ѕµЌ≥÷±љ”љш»лЈі”¶Є™ЇЌ‘§»»Є™µƒ’ф∆ыќ¬ґ»ќ™165°ж;Ћщ цµƒ–є—єЄ™’ф∆ы≥цњЏ(19)їЎЅчє№µј±£≥÷ЅђЌ®„іћђ°Ґ÷±Ќ®є№µј‘Џ‘§»»Є™ќ¬ґ»≤ї„г ±њ™∆ф;Ћщ цµƒЈі”¶Є™ЇЌ–є—єЄ™і¶”ЏЌђ“їЋЃ∆љ√ж£ђЌђ ±≥дЈ÷јы”√µЏґю¬Ё–э дЋЌїъ(10) дЋЌ∞лєћћђќпЅѕµƒ…и÷√ћЎ–‘£ђЉі„оіу«г–±љ«ґ»20°г£ђ„оіу≥ћґ»µЎљµµЌ‘§»»Є™ЇЌћб…эїъ(3)µƒћІ…эЄяґ»;Ћщ цµƒ–є—єЄ™ќ™ішЉ–≤гљбєєµƒ≥£—єЄ™£ђЊя±ЄµчљЏЄ™ƒЏќ¬ґ»ЇЌјд»іќџƒаµƒЋЂ÷Ўє¶ƒ№£ђЌ®єэ‘Џ≤їЌђ ±њћітњ™Љ–≤гљшЋЃњЏ(21)ЇЌ≥цњЏ(22)°Ґ“‘Љ∞µчљЏљшЋЃЅчЅњјііпµљ„оЉ—µƒ…Ѕ’ф∆∆±Џ–Ієы£ђ≤…”√ќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√њЎ÷∆µчљЏ;Ћщ ц–є—єЄ™≥цЋЃќ¬ґ»40~80°ж£ђїЎ”√”Џѕ° Ќ‘§»»Є™ќџƒа°ҐЇу–ш—б—х≥Ў±£ќ¬їт’”‘ьЄ…їѓ£ђ–є—єЄ™≥цƒа≤їЊ≠єэїї»»∆ч÷±љ”Ќ®»л—б—х≥Ў;Ћщ цµƒќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√ќ™“ї÷÷ЋЃЅњ÷«ƒ№Ѕ™ЋшњЎ÷∆µчљЏ„∞÷√£ђ „ѕ»≥х ЉїѓЈ÷ќцЉ–≤гљшЋЃЅчЅњ”лЄ™ƒЏќ¬ґ»µƒѕаєЎ–‘°Ґљшґш…ъ≥…ЅчЅњ”лќ¬ґ»µƒЇѓ эєЂ љ°Ґ„оЇуЌ®єэ…и÷√Є™ƒЏќ¬ґ»÷µ„‘ґѓµчљЏ÷Ѕѕа”¶љшЋЃЅчЅњ°£
°°°°Ћµ√ч й
°°°°їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јн„∞÷√Љ∞є§“’
°°°°ЉЉ хЅм”т
°°°°±ЊЈҐ√ч…жЉ∞“ї÷÷їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јн„∞÷√°£±ЊЈҐ√чїє…жЉ∞≤…”√Ћщ ц„∞÷√љш––їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јнє§“’°£
°°°°±≥Њ∞ЉЉ х
°°°°єъƒЏЌв÷ч“™µƒќџƒаі¶÷√Јљ љ”–ћо¬с°ҐЈў…’°Ґґ—Ј °Ґ—б—хѕыїѓµ»°£ћо¬с“тќџƒањєЉф«њґ»≤о°ҐЇђЋЃ¬ ЇЌ”–їъ÷ ЇђЅњЄя£ђ≤їљц’Љ”√іуЅњµƒЌЅµЎ„ ‘і£ђґш«“µЉ÷¬…ш¬Ћ“Їќ ћв£ђ’э±ї÷р≤љѕё÷∆ЇЌљы÷є;ґ—Ј ЇЌЈў…’‘тЈ÷±р №јІ”ЏЌЅµЎ°Ґ„ љрЇЌґюіќќџ»Њќ ћв£ђ∆діуєжƒ£Ќ∆єг”¶”√„иЅ¶÷Ў÷Ў;—б—хѕыїѓ‘т“тЊя±ЄїЎ ’«±‘Џƒ№ЅњЇЌљµµЌїЈЊ≥ќ£Ї¶µƒЋЂ÷Ўє¶ƒ№ґш≥…ќ™ƒњ«∞єъЉ …ѕ „Ќ∆µƒ÷чЅчЉЉ х°£
°°°°”…”ЏіЂЌ≥—б—хѕыїѓ∆’±йіж‘ЏѕыїѓЋў¬ µЌ°ҐЌ£Ѕф ±Љд≥§(20~30d)°Ґі¶јн–І¬ µЌ(ї”ЈҐ–‘єћће(VS)µƒ»•≥э¬ 30%~40%)µ»≤ї„г£ђќ™Єƒ…∆’в÷÷ѕ÷„і£ђљьƒкјі»Ћ√«ґ‘ќџƒаµƒ—б—хѕыїѓµƒєэ≥ћ’єњ™ЅЋіуЅњ—–Њњ°£
°°°°—–Њњ±н√ч£ђќџƒа—б—хѕыїѓЈі”¶єэ≥ћЈ÷ќ™»эЄц≤љ÷и£ЇЉіЋЃљв°ҐЋбїѓЇЌЉ„Ќйїѓ£ђ∆д÷–ЋЃљвєэ≥ћЇƒ ±„о≥§£ђќ™—б—хѕыїѓµƒѕёЋў≤љ÷и£ђЋЃљв–І¬ µЌ÷±љ”µЉ÷¬ЅЋќџƒа‘Џ—б—хѕыїѓєэ≥ћ÷–іж‘ЏЌ£Ѕф ±Љд≥§°Ґљµљв–І¬ µЌµ»»±µг°£ќџƒа÷–µƒ”–їъќпіу≤њЈ÷ «ќҐ…ъќпµƒѕЄ∞ыќп÷ £ђ±їѕЄ∞ы±ЏЋщ∞ьєь£ђ”…”ЏѕЄ∞ы±Џµƒіж‘Џ£ђќҐ…ъќпґ‘ќџƒаµƒЋЃљв«йњц÷±љ””∞ѕмѕыїѓЈі”¶µƒ–Ієы°£ћбЄяќџƒаЋЃљв¬ µƒ÷ч“™ЈљЈ®ЊЌ «ґ‘ £”аќџƒаљш––«њїѓ‘§і¶јн£ђїч∆∆ѕЄ∞ы±Џ£ђі”ґш є∞ыƒЏ”–їъќп÷ і”єћѕа„™“∆µљ“Їѕа£ђ µѕ÷ќҐ…ъќпґ‘”–їъќпљµљв„™їѓ°£ƒњ«∞∆’±й≤…”√µƒЈљЈ®”–їѓ—ІЈ®°Ґ…ъќпЈ®ЇЌ»»і¶јнЈ®µ»£ђ∆д÷–»»і¶јнЈ®—–Њњљѕґа°£
°°°°їщ”ЏєъƒЏ≥« –ќџƒа”–їъ÷ ЇђЅњ∆’±й∆ЂµЌµƒѕ÷„і(іу≤њЈ÷‘Џ30%~60%÷ЃЉд)£ђЉ”÷Ѓ»»ЋЃљвЊя±ЄЄя–ІµƒЋЃљв–І¬ °ҐЅЉЇ√µƒ√рЊъ≥э≥ф–ІєыЉ∞ЄяєћЇђЅњљшЅѕµ»”≈ ∆£ђљьЉЄƒкєъƒЏ≥цѕ÷ЉЄі¶°∞Єяќ¬»»ЋЃљв+—б—хѕыїѓ°±є§≥ћ∞Єјэ£ђ»з°∞Їю±±ѕе—фќџƒаі¶÷√є§≥ћ°±°Ґ°∞≥§…≥ –ќџƒаЉѓ÷–і¶÷√є§≥ћ°±µ»£ђ∆д÷–‘Џ»»ЋЃљвїЈљЏµƒ…иЉ∆Єь «≥ ѕ÷≥цґа—щїѓ£ђі¶јн–Ієы“≤ «ƒ™÷‘“ї «°Ґ÷ЏњЏƒ—µч°£Њ°є№»зіЋ£ђ”…”Џ»»ЋЃљв…и±Є’эі¶”Џµ•іњ“јњњљшњЏЇЌ”…љшњЏ„™–Ќќ™єъ≤ъµƒ≥хЉґљ„ґќ£ђ“тіЋЄч÷÷≥Ґ ‘ґЉљЂ≥…ќ™їэЉЂћљЋч£ђњ…ƒ№ќ™Їујі’яћбє©÷Ў“™≤ќњЉЇЌ∆ф Њ°£ґш»зЇќ‘Џ«∞»Ћµƒїщі°…ѕЌ®єэљш“ї≤љ”≈їѓїтіі–¬јі’ж’э µѕ÷ќџƒа»»ЋЃљв…и±Єєъ≤ъїѓ£ђ≤Ґ”––ІљвЊцќ“єъ÷–µЌ”–їъ÷ ќџƒаµƒЄя–І—б—хѕыїѓƒ—ћв£ђљЂ «––“µ”– ґ÷Ѓ њ≤їґѕ≈ђЅ¶ЇЌ„Ј«уµƒƒњ±к°£
°°°°ЈҐ√чƒЏ»Ё
°°°°±ЊЈҐ√чЋщ“™љвЊцµƒµЏ“їЄцЉЉ хќ ћв£ђЊЌ «ћбє©“їћ„їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јн„∞÷√°£
°°°°±ЊЈҐ√чїєЋщ“™љвЊцµƒµЏґюЄцЉЉ хќ ћв£ђЊЌ «ћбє©“ї÷÷≤…”√Ћщ ц„∞÷√љш––їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јнє§“’°£
°°°°≤…”√±ЊЈҐ√чµƒ„∞÷√ЇЌє§“’£ђњ…„оіу≥ћґ»µЎћбЄяќџƒа—б—хѕыїѓ≤ъ∆ш¬ ЇЌі¶јнЅњ£ђ≤ҐљµµЌљ®…и≥…±ЊЇЌ‘Ћ––≥…±Њ°£
°°°°љвЊц…ѕ цµЏ“їЄцЉЉ хќ ћв£ђ±ЊЈҐ√ч≤…”√µƒЉЉ хЈљ∞Є «£Ї
°°°°“ї÷÷їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јн„∞÷√£ђ∞ьј®“‘ќџƒа дЅѕѕµЌ≥“јіќЅђљ”µƒіҐƒаґЈ°Ґ‘§»»Є™°ҐЈі”¶Є™ЇЌ–є—єЄ™£ђЋщ цµƒ‘§»»Є™°ҐЈі”¶Є™ЇЌ–є—єЄ™ґЉ…и”–љЅ∞и„∞÷√£ђ“‘Љ∞Єш‘§»»Є™ЇЌЈі”¶Є™ћбє©’ф∆ыµƒ’ф∆ыє©”¶ѕµЌ≥£ђ∆дћЎ’ч «£Ї
°°°°Ћщ цµƒ‘§»»Є™ЇЌЈі”¶Є™’ф∆ыљшњЏ8°Ґ15Њщ…и÷√‘Џ≤а±Џњњѕ¬і¶°Ґ«“Є™ƒЏ’ф∆ыЈ÷≤Љ∆чќ™їЈ„іћщ±Џішњ„є№£ђњ„…ѕ”–ƒЌЄяќ¬¬Ћ≤гЈјґ¬;
°°°°Ћщ цµƒ–є—єЄ™ќ™єёће…и”–ЋЃјдЉ–≤гµƒ…Ѕ’фЄ™£ђ–є—єЄ™’ф∆ы≥цњЏ19…и÷√‘ЏЄ™ґ•≤Ґ”–їЎЅчє№µјЅђЌ®÷ЅЋщ ц‘§»»Є™љшњЏ8£ђЄ√їЎЅчє№µј”л’ф∆ыє©”¶ѕµЌ≥µƒ÷±Ќ®є№µј≤ҐЅ™;
°°°°Ћщ цµƒ‘§»»Є™ЇЌЈі”¶Є™ƒЏљЅ∞иїъµƒљЅ∞иљ∞ќ™”л„™ґѓЈљѕт“ї÷¬µƒ¬Ё–э≈ћ»∆„і;
°°°°Ћщ цµƒ‘§»»Є™ЇЌЈі”¶Є™Њщ‘Џґ•ґЋ…и”–≈≈∆шЈІ£ђ‘§»»Є™ґ•ґЋїє…и”–≥цƒаЉ”—є±√£ђЈі”¶Є™ґ•ґЋїє…и”–∞≤»ЂЈІ°£
°°°°Ћщ цµƒ–є—єЄ™‘ЏєёћеЋЃјдЉ–≤гµƒљшЋЃє№µј…ѕ…и”–ќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√£ђќ™“ї÷÷ЋЃЅњ÷«ƒ№Ѕ™ЋшњЎ÷∆µчљЏ„∞÷√°£
°°°°Ћщ цµƒќџƒа дЅѕѕµЌ≥Ќ®єэµЏ“ї¬Ё–э дЋЌїъ2ЇЌіє÷±ћб…эїъ3і”іҐƒаґЈ1 дЋЌќџƒа÷Ѕ‘§»»Є™љшњЏ4°ҐЌ®єэµЏґю¬Ё–э дЋЌїъ10љЂ‘§»»Є™≥цњЏ9µƒќџƒа дЋЌ÷ЅЈі”¶Є™љшњЏ11°ҐЌ®єэє№µјљЂЈі”¶Є™≥цњЏµƒќџƒа дЋЌ÷Ѕ–є—єЄ™љшњЏ17°ҐЌ®єэє№µјЇЌ¬ЁЄЋ±√24љЂ–є—єЄ™≥цњЏ23ќџƒа÷±љ” дЋЌ÷Ѕ—б—х≥Ў°£
°°°°љвЊц…ѕ цµЏґюЄцЉЉ хќ ћв£ђ±ЊЈҐ√чµƒ≤…”√Ћщ ц„∞÷√љш––їщ”Џ—б—хѕыїѓµƒЄяЇђєћќџƒа»»ЋЃљв‘§і¶јнє§“’£ђ∆дћЎ’ч «£Ї
°°°°ќџЋЃ≥ІЌ—ЋЃќџƒаљш»л‘§»»Є™µƒЌђ ±£ђѕт‘§»»Є™Љ”»л–є—єЄ™Љ–≤г≥цњЏ22»»ЋЃїтќџЋЃ≥І≈®Ћх≥Ўќџƒа£ђљЂќџƒаѕ° Ќ÷ЅЇђєћ¬ 15%~12%£ђєЎ±’‘§»»Є™љшњЏ4£ђњ™∆ф‘§»»Є™љЅ∞и±√6ЇЌµ„≤њ‘§»»Є™’ф∆ыљшњЏ8£ђ‘§»»10~15min;
°°°°‘§»»љб шЇу£ђєЎ±’‘§»»Є™љЅ∞и±√6£ђітњ™‘§»»Є™µ„≤њ≥цњЏ9£ђќџƒа„‘ґѓїт‘Џ‘§»»Є™∆ш—є±√5„ч”√ѕ¬¬д»л¬Ё–э дЋЌїъЇуљш»лЈі”¶Є™£ђєЎ±’‘§»»Є™≥цњЏ9£ђ‘§»»Є™њ™ ЉµЏґюљ„ґќљшƒа£ђіэќџƒа…Ѕ’фњ™ Љ ±‘ўњ™∆фљЅ∞и;
°°°°єЎ±’Јі”¶Є™љшњЏ11£ђњ™∆фЈі”¶Є™љЅ∞и±√12ЇЌµ„≤њ’ф∆ыљшњЏ15£ђЈі”¶20~30min;
°°°°Јі”¶љб шЇу£ђєЎ±’Јі”¶Є™љЅ∞и±√12ЇЌ’ф∆ыљшњЏ15£ђітњ™Јі”¶Є™≥цњЏ16ЇЌ–є—єЄ™љшњЏ17£ђЌ®єэµчњЎќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√ єЈі”¶Є™ќџƒањмЋў—є»л–є—єЄ™£ђЌђ ±…Ѕ’ф’ф∆ы”…ґ•ґЋ≥ц∆ыњЏ19—≠їЈїЎ”√£ђ»їЇуєЎ±’Јі”¶Є™≥цњЏ16£ђЈі”¶Є™њ™ ЉµЏґюљ„ґќљшƒа£ђ≤Ґњ™∆фљЅ∞иЇЌ’ф∆ы;
°°°°µ±Јі”¶Є™ќџƒаЌк»Ђљш»л–є—єЄ™Їу£ђєЎ±’–є—єЄ™љшњЏ17£ђЉћ–шјд»і(Љ–≤гЌ®ЋЃЉ”љЅ∞и)÷Ѕ50~60°ж£ђњЎ÷∆ ±Љд‘Џ10~15min;
°°°°єЎ±’Јі”¶Є™љЅ∞и±√18£ђітњ™Јі”¶Є™≥цњЏ23£ђ”…¬ЁЄЋ±√24љЂЅчћђќџƒа÷±љ” дЋЌ÷Ѕ—б—хѕыїѓ≥Ў°£
°°°°Ћщ цµƒі”’ф∆ыє©”¶ѕµЌ≥÷±љ”љш»лЈі”¶Є™ЇЌ‘§»»Є™µƒ’ф∆ыќ¬ґ»ќ™165°ж°£
°°°°Ћщ цµƒ–є—єЄ™’ф∆ы≥цњЏ19їЎЅчє№µј±£≥÷ЅђЌ®„іћђ°Ґ÷±Ќ®є№µј‘Џ‘§»»Є™ќ¬ґ»≤ї„г ±њ™∆ф°£
°°°°Ћщ цµƒЈі”¶Є™ЇЌ–є—єЄ™њ…і¶”ЏЌђ“їЋЃ∆љ√ж(—є≤о дЅѕ)£ђЌђ ±≥дЈ÷јы”√¬Ё–э дЋЌїъ10 дЋЌ∞лєћћђќпЅѕµƒ…и÷√ћЎ–‘(„оіу«г–±љ«ґ»20°г)£ђ„оіу≥ћґ»µЎљµµЌ‘§»»Є™ЇЌћб…эїъ3µƒћІ…эЄяґ»°£
°°°°Ћщ цµƒ–є—єЄ™ќ™ішЉ–≤гљбєєµƒ≥£—єЄ™£ђЊя±ЄµчљЏЄ™ƒЏќ¬ґ»ЇЌјд»іќџƒаµƒЋЂ÷Ўє¶ƒ№£ђЌ®єэ‘Џ≤їЌђ ±њћітњ™Љ–≤гљшЋЃњЏ21ЇЌ≥цЋЃњЏ22°Ґ“‘Љ∞µчљЏљшЋЃЅчЅњјііпµљ“їЄц„оЉ—µƒ…Ѕ’ф∆∆±Џ–Ієы£ђњ…≤…”√ќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√њЎ÷∆µчљЏ;Ћщ ц–є—єЄ™≥цЋЃќ¬ґ»40~80°ж£ђњ…їЎ”√”Џѕ° Ќ‘§»»Є™ќџƒа°ҐЇу–ш—б—х≥Ў±£ќ¬їт’”‘ьЄ…їѓµ»£ђ–є—єЄ™≥цƒањ…≤їЊ≠єэїї»»∆ч÷±љ”Ќ®»л—б—х≥Ў°£
°°°°Ћщ цµƒќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√£ђќ™“ї÷÷ЋЃЅњ÷«ƒ№Ѕ™ЋшњЎ÷∆µчљЏ„∞÷√£ђ „ѕ»≥х ЉїѓЈ÷ќцЉ–≤гљшЋЃЅчЅњ”лЄ™ƒЏќ¬ґ»µƒѕаєЎ–‘°Ґљшґш…ъ≥…ЅчЅњ”лќ¬ґ»µƒЇѓ эєЂ љ°Ґ„оЇуЌ®єэ…и÷√Є™ƒЏќ¬ґ»÷µњ…„‘ґѓµчљЏ÷Ѕѕа”¶љшЋЃЅчЅњ°£
°°°°є§„ч‘≠јн£Ї
°°°°ќџЋЃ≥ІЇђєћ¬ 20%ќџƒаЊ≠іҐƒаґЈ1Ќ®єэЋЃ∆љ¬Ё–э дЋЌїъ2ЇЌіє÷±ћб…эїъ3”…љшњЏ4љш»л‘§»»Є™£ђЌђ ±ѕтЄ™ƒЏЉ”ѕ°ƒаїтїЎ”√»»ЋЃѕ° Ќќџƒа÷ЅЇђєћ¬ 15%~12%£ђљшƒаЌк≥…Їу”…µ„≤њ’ф∆ыљшњЏ8љш∆ы≤Ґњ™ ЉљЅ∞и£ђµ±Є™ƒЏќ¬ґ»љ”љь100°ж ±≈≈∆ыїтЌ£∆ы(єш¬ѓ’ф∆ы)£ђ±£≥÷ќ¬ґ»10~15min;‘§»»Є™≥цњЏ9≥цƒаЊ≠…ѕ«г¬Ё–э дЋЌїъ10љш»лЈі”¶Є™£ђљшƒаЌк≥…Їу”…µ„≤њ’ф∆ыљшњЏ15Ѕђ–шљш∆ы≤Ґњ™ ЉљЅ∞и£ђ±£÷§Є™ƒЏќџƒаќ¬ґ»іпµљ165°ж≤ҐЈі”¶20~30min;јы”√Јі”¶Є™ЇЌ–є—єЄ™÷ЃЉдµƒ—є≤о£ђ‘Џ эЈ÷÷”÷ЃƒЏљЂ‘§»»Є™ќџƒа—є»л–є—єЄ™£ђќц≥цµƒ’ф∆ыЊ≠ґ•≤њ’ф∆ы≥цњЏ19їЎ”√”Џ‘§»»Є™£ђЌђ ±јы”√љЅ∞и±√18ЇЌЉ–≤г20јд»іЋЃґ‘ќџƒаљш––њмЋўјд»і£ђјд»і10~15minЇуµƒ50~60°жќџƒањ…≤їЊ≠єэїї»»∆ч÷±љ”±√»лЇу–ш—б—х≥ЎЈі”¶°£
°°°°…ѕ цќџƒа”…‘§»»Є™љш»лЈі”¶Є™Їу£ђµЏґю≈ъіќќџƒањ™ Љљш»л‘§»»Є™£ђ«∞10~15min≤їЌ®’ф∆ы£ђќџƒањ…≥дЈ÷ќь ’Є™ƒЏ”а»»іпµљ“їґ®ќ¬ґ»£ђЇу10~15minњ™ Љљ” №…Ѕ’фєэ≥ћ÷–≤ъ…ъµƒќц≥ц’ф∆ы‘§»»(±Ў“™ ±њ…≤є≥дєш¬ѓ’ф∆ы);‘§»»Ќк≥…Їуљш»лЈі”¶Є™£ђЈі”¶Є™ƒЏ≤–”аµƒ»»ЅњЉ”…ѕњ™ ЉЌ®»лµƒЄяќ¬’ф∆ыƒ№ЄьЇ√µƒ єќџƒаіпµљ„оЉ—µƒЈі”¶„іћђ;ґш–є—єЄ™‘Џµ»іэљшƒаµƒ10~15minƒЏ£ђ“—”…Љ–≤гјд»іЋЃљЂЄ™ƒЏќ¬ґ»љµ÷Ѕ≥£ќ¬£ђє ƒ№”лЈі”¶Є™÷ЃЉд–ќ≥…ќ»ґ®”––Іµƒ—є≤о°£“тіЋЄ√ѕµЌ≥Њя”–Ѕђ–ш‘Ћ––µƒ«±Ѕ¶°£
°°°°…ѕ цѕµЌ≥ƒ№Ѕњјы”√¬ ƒ№іпµљ90%“‘…ѕ°£
°°°°±ЊЈҐ√чЊя”–»зѕ¬”≈µгЇЌ–Ієы£Ї
°°°°(1)є§“’Љтµ•£ђљ®…и≥…±ЊµЌ°£±ЊѕµЌ≥љц”–‘§»»Є™°ҐЈі”¶Є™ЇЌ–є—єЄ™3ЄцєёЉ∞∆дЄљ ф…и±Є…и ©£ђ«“–є—єЄ™ЉжЊя…Ѕ’фЇЌјд»іїї»»µƒЋЂ÷Ўє¶ƒ№£ђЅч≥ћѕаґ‘Љтµ•£ђ…и±Є≥…±Њњ…њЎ;іЋЌв£ђЈі”¶Є™ЇЌ–є—єЄ™њ…і¶”ЏЌђ“їЋЃ∆љ√ж(—є≤о дЅѕ)£ђЌђ ±≥дЈ÷јы”√¬Ё–э дЋЌїъ дЋЌ∞лєћћђќпЅѕµƒ…и÷√ћЎ–‘(„оіу«г–±љ«ґ»20°г)£ђњ…„оіу≥ћґ»µЎљµµЌ‘§»»Є™ЇЌћб…эїъµƒћІ…эЄяґ»£ђі”ґшљµµЌЌЅљ®≥…±Њ°£
°°°°(2)ƒ№Ѕњјы”√¬ Єя£ђ’ф∆ыѕыЇƒ °°£љш»л‘§»»Є™ЇЌЈі”¶Є™µƒ’ф∆ыЊщ”…µ„≤њЌ®»л£ђ‘Џ…ѕ…эєэ≥ћ÷–÷рљ•”лљЅ∞иµƒƒаЋЃїмЇѕќпљ”і•»ЏЇѕ£ђљшґшіпµљЅЉЇ√µƒЉ”»»–Ієы;јы”√–є—єЄ™ќ¬ґ»ћљ≤в”лЋЃЅњњЎ÷∆ЅђЋш„∞÷√ЇѕјнµчљЏЉ–≤гЋЃЅчјіњЎ÷∆Є™ƒЏќ¬ґ»£ђ≤їљцњ…іпµљ“їЄц„оЉ—µƒ…Ѕ’ф∆∆±Џ–Ієы£ђґш«“ƒ№≤ъ…ъ„гєї—єЅ¶µƒќц≥ц’ф∆ы”…Є™ґ•їЎЅч÷Ѕ‘§»»Є™;‘§»»Є™ЇЌ–є—єЄ™‘Џµ»іэќџƒаі¶јнµƒ15minƒЏ£ђ«∞’яµƒ”а»»іЂµЁЄшЄ™ƒЏќџƒа£ђЇу’яµƒ”а»»‘т“‘јд»іЋЃµƒ–ќ љїЎ”√”Џ∆дЋьЌЊЊґ°£
°°°°(3)љшƒаЇђєћ¬ Єя(12%~20%)°£ґ‘”ЏЋЃљв«∞’≥–‘∞лєћћђќџƒа£ђ÷ч“™≤…”√¬Ё–э дЋЌїъЌк≥…ќџƒа”…іҐƒаґЈ÷Ѕ‘§»»Є™°Ґ‘§»»Є™÷ЅЈі”¶Є™µƒ дЋЌ£ђґ‘”ЏЋЃљвЇуЅчћђќџƒа£ђ‘т≤…”√¬ЁЄЋ±√Ќк≥… дЋЌ;’лґ‘‘§»»Є™ЇЌЈі”¶Є™ƒЏ∞лєћћђ’≥–‘ќџƒаљЅ∞иќ ћв£ђ≤…”√¬Ё–э≈ћ»∆„іљЅ∞иљ∞£ђњ…”––ІЉх–°љЅ∞иЄя’≥ґ»ќпЅѕµƒ–э„™„иЅ¶°£
°°°°(4)±ЊЉЉ х÷ч“™ ”√”ЏєъƒЏ÷–µЌ”–їъ÷ ЄяЇђєћќџƒаїт∆дЋь”–їъЈѕ∆ъќп—б—хѕыїѓ‘§і¶јн£ђµЂЌђ ±“≤ ”√”ЏЄя”–їъ÷ ЄяЇђєћќџƒаїт∆дЋь”–їъЈѕ∆ъќп£ђ≤їљцƒ№єїЉЂіуµƒћбЄяЇу–ш—б—х≤ъ∆ш¬ £ђґш«“”–јы”ЏЇу–ш’”‘ьµƒ∞≤»Ђі¶÷√





