
ЁЁЁЁЩъЧыШе2012.06.29
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2014.01.15
ЁЁЁЁIPCЗжРрКХC02F103/32; C02F9/14
ЁЁЁЁеЊвЊ
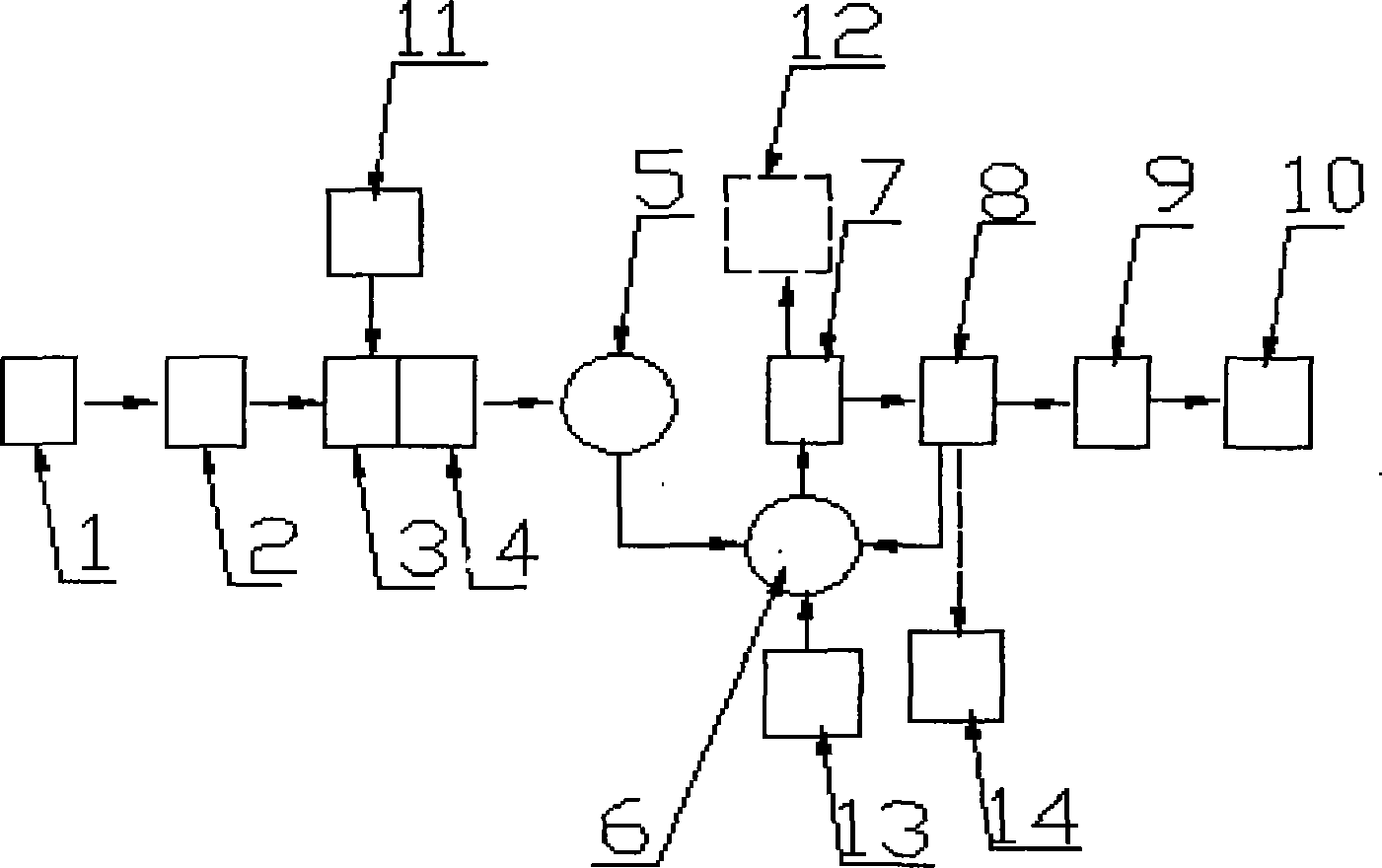
ЁЁЁЁБОЗЂУїЩцМАвЛжжЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЪєгкЮлЫЎДІРэММЪѕСьгђЁЃЦфАќРЈНјЫЎПкКЭГіЫЎПкЃЌдкЫљЪіНјЫЎПкКЭГіЫЎПкжЎМфвРДЮЭЈЙ§ЙмТЗСЌЭЈгаЕквЛГСЕэГиЁЂЫсЛЏЕїНкГиЁЂЬсЩ§ЫЎБУЁЂбсбѕЗДгІЦїЁЂЕкЖўГСЕэГиМАКУбѕДІРэГи;ЫљЪіЕквЛГСЕэГигУгкЗЯЫЎЕФЧАЦкГСЕэДІРэЃЌЫљЪіЫсЛЏЕїНкГигУгкЕїНкИпХЈЖШЗЯЫЎЕФЫЎжЪЁЂЫЎСПЃЌЫљЪібсбѕЗДгІЦїгУгкНјаабсбѕЗЂНЭВЂВњЩњегЦјЧвЪЙЗЯЫЎЕУвдОЛЛЏЁЃЫљЪіЕкЖўГСЕэГиЛЙЩшгаЯђбсбѕЗДгІЦїЛиСїЕФЗжжЇЛиТЗЃЌЫљЪіЫсЛЏЕїНкГиЛЙАќРЈЫЎСПЕїНкГиЃЌБОЗЂУїПЩНЋДѓСПЗЯЮлШОЮязЊЛЏЮЊТЬЩЋФмдДегЦјЃЌЖдЦѓвЕЕФНкФмМѕХХЬсИпаЇвцгаМЋДѓЕФДйНјзїгУ;ОЙ§бсбѕЗДгІЖдCODЕФШЅГ§ТЪДя90%ЃЌБЃжЄСЫЗЯЫЎДІРэЕФаЇЙћКЭДяБъХХЗХЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌАќРЈНјЫЎПкКЭГіЫЎПкЃЌ дкЫљЪіНјЫЎПкКЭГіЫЎПкжЎМфвРДЮЭЈЙ§ЙмТЗСЌЭЈгаЕквЛГСЕэГиЁЂЫсЛЏЕїНкГиЁЂ ЬсЩ§ЫЎБУЁЂбсбѕЗДгІЦїЁЂЕкЖўГСЕэГиМАКУбѕДІРэГи;ЫљЪіЕквЛГСЕэГигУгкЗЯ ЫЎЕФЧАЦкГСЕэДІРэЃЌЫљЪіЫсЛЏЕїНкГигУгкЕїНкИпХЈЖШЗЯЫЎЕФЫЎжЪЁЂЫЎСПЃЌЫљ ЪібсбѕЗДгІЦїгУгкНјаабсбѕЗЂНЭВЂВњЩњегЦјЧвЪЙЗЯЫЎЕУвдОЛЛЏЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌЫљ ЪіЫсЛЏЕїНкГиЩЯЛЙЩшгаеєЦћМгШШзАжУЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ1Лђ2ЫљЪіЕФЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌ ЫљЪіЬсЩ§ЫЎБУАќРЈЧАМЖЬсЩ§ЫЎБУКЭКѓМЖЬсЩ§ЫЎБУЃЌЫљЪіКѓМЖЬсЩ§ЫЎБУЧАЛЙЩш гаИЦЭЖМгзАжУЁЃ
ЁЁЁЁ4.ИљОнШЈРћвЊЧѓ3ЫљЪіЕФЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌЫљ ЪіЕкЖўГСЕэГиЛЙЩшгаЯђбсбѕЗДгІЦїЛиСїЕФЗжжЇЛиТЗЃЌВЂгыЭтВПЮлФрДІРэЯЕЭГ ЯрСЌНгЁЃ
ЁЁЁЁ5.ИљОнШЈРћвЊЧѓ4ЫљЪіЕФЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌЫљ ЪіЫсЛЏЕїНкГиЛЙАќРЈЫЎСПЕїНкГиЁЃ
ЁЁЁЁ6.ИљОнШЈРћвЊЧѓ5ЫљЪіЕФЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌЫљ ЪібсбѕЗДгІЦїЪЧHICбсбѕЗДгІЦїЃЌЦфАќРЈЦјвКЗжРыЦївдМАвЛМЖШ§ЯрЗжРыЦїКЭ ЖўМЖШ§ЯрЗжРыЦїЁЃ
ЁЁЁЁ7.ИљОнШЈРћвЊЧѓ6ЫљЪіЕФЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЃЌЦфЬиеїдкгкЃЌЫљ ЪіНјЫЎПкЧАЛЙЩшгаЗЯЫЎЪеМЏзАжУЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАвЛжжЮлЫЎДІРэММЪѕСьгђЃЌгШЦфЩцМАвЛжжЗлЫПЩњВњЗЯЫЎЕФДІРэ ЯЕЭГЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁЗлЫПЩњВњЙ§ГЬжагаДѓСПЕФИпХЈЖШгаЛњЗЯЫЎХХЗХЃЌИУЗЯЫЎжаКЌгаДѓСП ЕФЕААзжЪЃЌжБНгХХЗХМШРЫЗбСЫБІЙѓЕФЕААзжЪЃЌгждіМгСЫКѓајЕФЗЯЫЎДІРэГЩБОЁЃ ЗлЫПЩњВњГЇЮоТлДгЦѓвЕаЇвцЛЙЪЧЩчЛсаЇвцПМТЧЃЌЖМБиаыЖдЩњВњЗЯЫЎНјааДІ РэЁЃФПЧАЃЌвЛАуЗлЫПГЇжЛЪЧзїСЫМђЕЅЕФЗЯЫЎДІРэЙЄвеЃКМДИпХЈЖШЗЯЫЎЪзЯШО Й§ГСЕэГиГСЕэЕААзКѓЃЌЗЯЫЎНјШыКУбѕГиНјааЦиЦјКУбѕДІРэКѓЃЌНјШыЖўМЖКУбѕ ДІРэНЋЗЯЫЎжаЕФЛюадЮлФрГСЕэГіРДЃЌГСЕэЕФЛюадЮлФрРћгУБУЛиСїЕНКУбѕГивд ЮЌГжКУбѕГиЕФЮлФрХЈЖШЃЌГСЕэКѓЕФЗЯЫЎДяБъХХЗХЁЃЩЯЪіЗЯЫЎДІРэЯЕЭГЕФВЛзуЃК вЛЪЧДІРэИпХЈЖШЗЯЫЎЕФаЇТЪЕЭЃЌКФФмИп;ЖўЪЧдкДІРэЙ§ГЬжадьГЩДѓСПгагУзЪ дДРЫЗбЃЌВЛФмНЋЗЯЫЎЮлФрБфЗЯЮЊБІЃЌВЛРћгУзЪдДзлКЯРћгУКЭНкФмМѕХХЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїеыЖдЯжгаММЪѕЖдЗлЫПЩњВњЗЯЫЎДІРэЗНУцДцдкЕФВЛзуЃЌЬсЙЉвЛжжЗл ЫПЩњВњЗЯЫЎЕФДІРэЯЕЭГЁЃЦфЭЈЙ§бсбѕЗДгІЩшЪЉНЋДѓСПЮлШОЮязЊЛЏГЩегЦјЃЌВЛ НіБфЗЯЮЊБІЃЌЖјЧвЬсИпСЫЗЯЫЎДІРэаЇЙћЁЃ
ЁЁЁЁБОЗЂУїНтОіЩЯЪіММЪѕЮЪЬтЕФММЪѕЗНАИШчЯТЃКвЛжжЗлЫПЩњВњЗЯЫЎЕФДІРэЯЕ ЭГЃЌЦфЬиеїдкгкЃЌАќРЈНјЫЎПкКЭГіЫЎПкЃЌдкЫљЪіНјЫЎПкКЭГіЫЎПкжЎМфвРДЮЭЈ Й§ЙмТЗСЌЭЈгаЕквЛГСЕэГиЁЂЫсЛЏЕїНкГиЁЂЬсЩ§ЫЎБУЁЂбсбѕЗДгІЦїЁЂЕкЖўГСЕэ ГиМАКУбѕДІРэГи;ЫљЪіЕквЛГСЕэГигУгкЗЯЫЎЕФЧАЦкГСЕэДІРэЃЌЫљЪіЫсЛЏЕїНк ГигУгкЕїНкИпХЈЖШЗЯЫЎЕФЫЎжЪЁЂЫЎСПЃЌЫљЪібсбѕЗДгІЦїгУгкНјаабсбѕЗЂНЭВЂ ВњЩњегЦјЧвЪЙЗЯЫЎЕУвдОЛЛЏЁЃ
ЁЁЁЁБОЗЂУїЕФгавцаЇЙћЪЧЃКБОЗЂУїПЩНЋДѓСПЗЯЮлШОЮязЊЛЏЮЊТЬЩЋФмдД-ег ЦјЃЌЖдЦѓвЕЕФНкФмМѕХХЬсИпаЇвцгаМЋДѓЕФДйНјзїгУ;ОЙ§бсбѕЗДгІЖдCOD ЕФШЅГ§ТЪДя90%ЃЌБЃжЄСЫЗЯЫЎДІРэЕФаЇЙћКЭДяБъХХЗХЁЃ
ЁЁЁЁдкЩЯЪіММЪѕЗНАИЕФЛљДЁЩЯЃЌБОЗЂУїЛЙПЩвдзіШчЯТИФНјЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЫсЛЏЕїНкГиЩЯЛЙЩшгаеєЦћМгШШзАжУЁЃ
ЁЁЁЁВЩгУЩЯЪіНјвЛВНЗНАИЕФгавцаЇЙћЪЧЃЌгЩгкЗЯЫЎЕФЮТЖШБШНЯЕЭЃЌЬиБ№ЪЧ дкЗЯЫЎЮТЖШЕЭгк15ЁцЪБЃЌбсбѕЮЂЩњЮяЕФЩњГЄЗБжГНЋЪмЕНбЯжиЯожЦЃЌвђ ДЫЮЊБЃжЄбсбѕЗДгІЦїЕФИпаЇТЪЃЌашНЋЗЯЫЎЕФЮТЖШЬсИпжСбсбѕЗДгІЦїаш вЊЕФЮТЖШЁЃвЛАуЖЌМОЗЯЫЎЮТЖШЮЊ7-8ЁцЃЌашвЊЭЈЙ§еєЦћМгШШЪЙЗЯЫЎЩ§ЮТ жС16ЁцЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЬсЩ§ЫЎБУАќРЈЧАМЖЬсЩ§ЫЎБУКЭКѓМЖЬсЩ§ЫЎБУЃЌЫљЪіКѓМЖЬс Щ§ЫЎБУЧАЛЙЩшгаИЦЭЖМгзАжУЁЃ
ЁЁЁЁВЩгУЩЯЪіНјвЛВНЗНАИЕФгавцаЇЙћЪЧЃЌВЩгУСННкЬсЩ§ЗНБуЗЯЫЎдЖОрРыЪф ЫЭЃЌЭЌЪББЃжЄИјбсбѕЗДгІЦїЕФНјЫЎбЙСІЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЕкЖўГСЕэГиЛЙЩшгаЯђбсбѕЗДгІЦїЛиСїЕФЗжжЇЛиТЗЃЌВЂгыЭт ВПЮлФрДІРэЯЕЭГЯрСЌНгЁЃ
ЁЁЁЁВЩгУЩЯЪіНјвЛВНЗНАИЕФгавцаЇЙћЪЧЃЌЭЈЙ§НЋГСЕэКѓЕФЫЎВЙШыбсбѕЗДгІЦї ЕїНкЗЯЫЎХЈЖШЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіЫсЛЏЕїНкГиЛЙАќРЈЫЎСПЕїНкГиЁЃ
ЁЁЁЁВЩгУЩЯЪіНјвЛВНЗНАИЕФгавцаЇЙћЪЧЃЌПМТЧЗлЫПГЇвЛАуЪЧАзЬьЩњВњЃЌАзЬь ЫЎСПДѓЃЌвЙМфЫЎСПаЁЃЌВЩгУЫЎСПЕїНкГивдБЃжЄКѓајДІРэСЌајЙЄзїЃЌНЕЕЭЩшБИ ШнСПЭЖзЪЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪібсбѕЗДгІЦїЪЧHICбсбѕЗДгІЦїЃЌЦфАќРЈЦјвКЗжРыЦївдМА вЛМЖШ§ЯрЗжРыЦїКЭЖўМЖШ§ЯрЗжРыЦїЁЃ
ЁЁЁЁВЩгУЩЯЪіНјвЛВНЗНАИЕФгавцаЇЙћЪЧЃЌHICбсбѕЗДгІЦїЪЧИпаЇФкбЛЗбсбѕ ЗДгІЦїЃЌЦфеМЕиЩйЁЂШнЛ§ИККЩТЪИпЁЂВМЫЎОљдШЁЂПЙГхЛїФмСІЧПЃЌЪЪКЯЗлЫПГЇ ЙЄПівЊЧѓЁЃ
ЁЁЁЁНјвЛВНЃЌЫљЪіНјЫЎПкЧАЛЙЩшгаЗЯЫЎЪеМЏзАжУЁЃ
ЁЁЁЁВЩгУЩЯЪіНјвЛВНЗНАИЕФгавцаЇЙћЪЧЃЌБугкНЋИїМЖЗЯЫЎМЏжаЕМШыНјЫЎПкДІ РэЁЃ





