
申请日2013.11.06
公开(公告)日2014.02.12
IPC分类号C02F9/04; C02F101/16; C22B59/00; C22B7/00
摘要
本发明提供了一种从稀土生产废水中回收稀土且氨氮达标排放的方法,该方法主要包括稀土生产废水净化、稀土回收、稀土回收后的废水再净化和氨氮处理等步骤。本发明采用离子交换树脂回收具有高经济价值的稀土,然后直接通过氨氮气液分离膜对生产废水中的各种浓度的氨氮废水进行处理。这种工艺过程简单、成本低,投资小,处理效果明显,完全能保证氨氮排放达标,氨氮吸收液还可以在稀土开采过程中循环使用,没有二次污染问题,是一种从稀土生产废水中高效、经济回收稀土和处理氨氮的方法。
权利要求书
1.一种从稀土生产废水中回收稀土且氨氮达标排放的方法,其特征在于包括如 下步骤:
(1)废水净化、稀土回收:将稀土矿山生产废水以1000-3000L/h流速注入稀土 回收装置,经过石英砂、锰砂、活性炭过滤器后,进入装有离子交换树脂的稀土 回收柱内进行稀土回收,使用盐酸溶液对吸附后的离子交换树脂进行解吸附处 理,解析液进入稀土回收箱,对稀土进行回收;
(2)稀土回收后的废水再净化:将已经过稀土回收后的废水流入絮凝箱,加入 絮凝剂后沉降,经过滤器进入氨氮处理水箱;
(3)氨氮处理:将氨氮处理水箱中废水的pH值调节并保持在11~13,同时将 氨氮吸收液pH值调节并保持在1~3;用氨氮气液分离膜装置对pH值已调节至 11~13的氨氮处理水箱中的废水进行循环吸收处理,循环吸收处理过程中废水 注入氨氮气液分离膜装置中的流速为600-1000L/h,氨氮脱气膜内外压力差保持 在0.02-0.08MPa范围内;
(4)待氨氮处理水箱内的废水中氨氮浓度降至国标规定值以下,停止废水处理 循环,将废水经排水管排放。
2.根据权利要求1所述从稀土生产废水中回收稀土且氨氮达标排放的方法,其 特征在于:所用的絮凝剂为高分子絮凝剂或无机絮凝剂。
3.根据权利要求2所述从稀土生产废水中回收稀土且氨氮达标排放的方法,其 特征在于:所用的絮凝剂为聚合氯化铝或聚丙烯酰胺。
4.根据权利要求1所述从稀土生产废水中回收稀土且氨氮达标排放的方法,其 特征在于:步骤(3)用氢氧化钠、氢氧化钾或者氢氧化钙将氨氮处理水箱中废水的pH值调节并保持在11-13。
5.根据权利要求1所述从稀土生产废水中回收稀土且氨氮达标排放的方法,其 特征在于:步骤(3)用1-6mol/L的硫酸或硝酸将氨氮吸收液pH值调节并保持 在1-3。
6.根据权利要求1所述从稀土生产废水中回收稀土且氨氮达标排放的方法,其 特征在于:步骤(1)中所述离子交换树脂为强酸型、弱酸型或螯合型离子交换 树脂。
说明书
一种从稀土生产废水中回收稀土且氨氮达标排放的方法
技术领域
本发明具体涉及一种从稀土生产废水中回收稀土且氨氮达标排放的方法,属 于矿物资源回收利用技术领域。
背景技术
稀土矿物在浸取、加工过程中会产生大量的含高附加值稀土元素和高氨氮含 量的废水。我国稀土行业每年直接排放的废水氨氮含量为100-2000mg/L,超出 国家排放标准十几倍到上百倍。这些废水的直接排放一方面造成高附加值稀土元 素的白白流失;另一方面,这些高氨氮废水直接排入水体,将导致水体富营养化, 降低水体观赏价值,并且氧化生成的硝酸盐和亚硝酸盐还会对水生生物甚至人类 的健康造成永久的伤害。2011年11月24日,中国国家环境保护部发布全国14 个省级84家稀土企业中,只有15家企业废水氨氮含量符合环保要求。因此,如 何方便、经济地将稀土生产过程排放废水中的有价稀土元素回收过来,且将氨氮 含量降低到国家允许的标准已经成为我国稀土生产企业急待解决的难题之一。
回收稀土和处理氨氮的方法多种多样,处理工艺各有特点。刘环昌等利用碳 酸氢钠做沉淀剂从稀土分子筛母液中沉淀分离出稀土化合物(201210251397.2)。 刘小南利用廉价的石灰作沉淀剂,使稀土离子与氢氧化物沉淀从废水中分离 (201010570069.X)。钟化云用氢氧化钙沉淀和P507有机萃取的方法处理稀土废 水,回收其中的稀土(201010294998.2)。周康根将吹脱法和离子交换脱氮法结 合使用,吹脱法处理高浓度氨氮溶液,离子交换树脂处理低浓度氨氮溶液 (201010546175.4)。周继承等人在微波场辐照进行脱除氨氮,加入改性活性炭 的氨氮废水形成液固混合液在微波场辐照脱除氨氮(201010517621.9)。谢瑜等 人利用生物法对氨氮废水进行处理,在颗粒污泥表层由于氧的存在而进行氨的氧 化反应,颗粒内部因为缺氧条件下利用氨的氧化产物进行反硝化反应,从而实现 单级生物脱氮,实现了同时硝化和反硝化,到达了较高的脱氮率 (200710191587.9)。吕庐峰等人利用沉淀法处理氨氮,将氨氮废水分成两部分, 其中一部分废水中加入镁盐沉淀剂,另一部分废水中加入磷酸沉淀剂,将两部分 废水混合,调节混合后废水的pH值为8~10,沉降后得到沉淀物磷酸镁铵和脱 除氨氮的上层清液(200610144220.7)。戴永琪将反渗透膜分离、离子交换和传 统吹脱工艺相结合使用,处理不同浓度的氨氮废水(200910029777.X)。
综上可知,目前稀土回收和处理氨氮的技术方法中,多以沉淀法和吸附法最 为常见,在处理工艺上,大部分都是分离使用,没有在回收稀土同时处理氨氮废 水,大部分都是针对不同浓度氨氮废水多种方法复合使用,这些技术往往存在工 艺复杂,处理成本高,投资大,效果不理想等问题。
发明内容
为克服现有技术中稀土回收和处理氨氮工艺分离,方法复杂、处理成本高、 效果不理想的缺陷,本发明提供了一种新的从稀土生产废水中回收稀土且氨氮达 标排放的方法。该方法成本低,投资小,过程简单,处理效果明显,氨氮吸收液 还可以在稀土开采过程中循环使用,没有二次污染问题。
实现本发明目的所采用的技术方案为一种从稀土生产废水中回收稀土且氨 氮达标排放的方法,具体采用如下步骤:
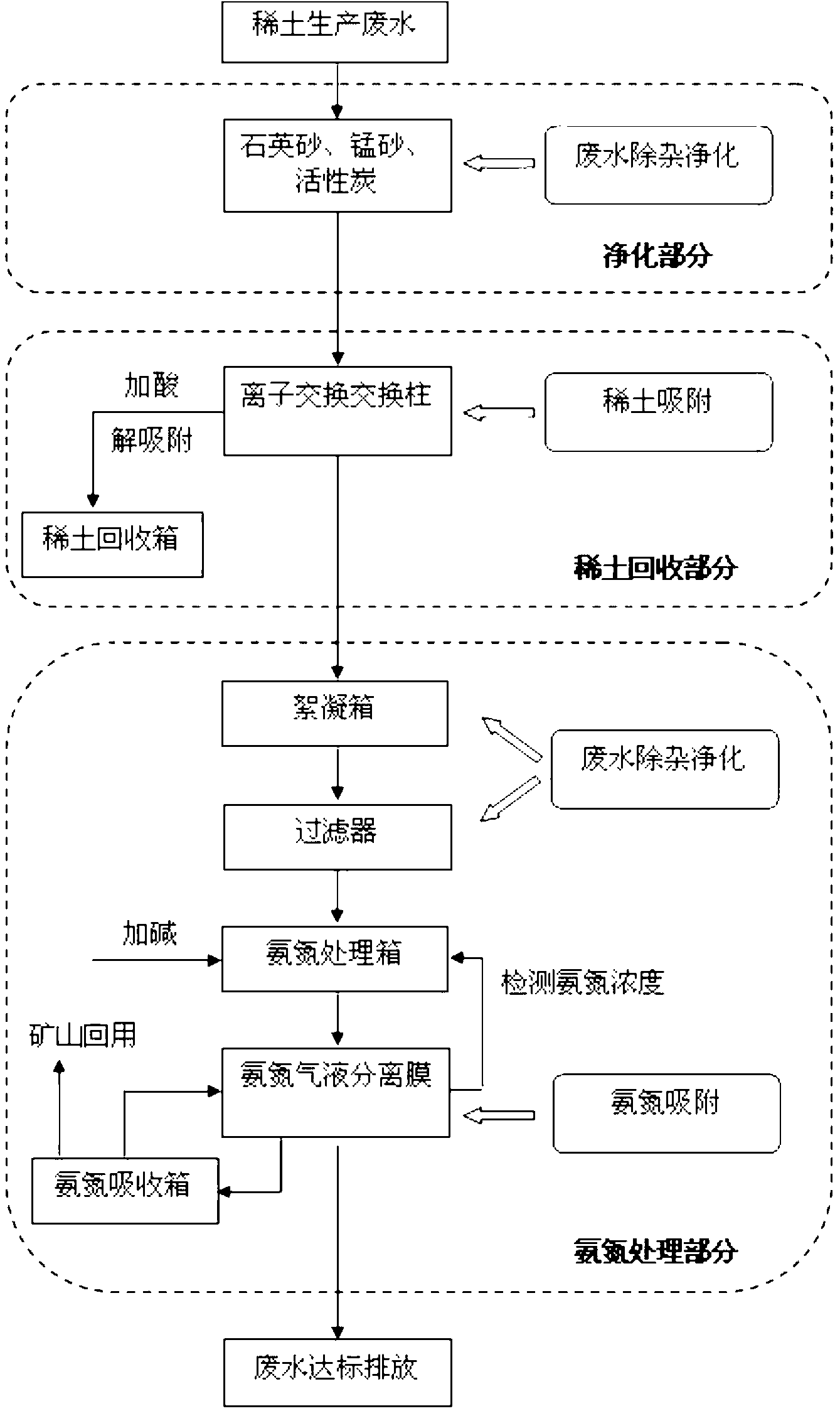
(1)废水净化、稀土回收:将稀土矿山生产废水以1000-3000L/h流速注入稀土 回收装置,经过石英砂、锰砂、活性炭过滤器后,进入装有离子交换树脂的稀土 回收柱内进行稀土回收,使用盐酸溶液对吸附后的离子交换树脂进行解吸附处 理,解析液进入稀土回收箱,对稀土进行回收;
(2)稀土回收后的废水再净化:将已经过稀土回收后的废水流入絮凝箱,加入 絮凝剂后沉降,经过滤器进入氨氮处理水箱;
(3)氨氮处理:将氨氮处理水箱中废水的pH值调节并保持在11~13,同时将 氨氮吸收液pH值调节并保持在1~3;用氨氮气液分离膜装置对pH值已调节至 11~13的氨氮处理水箱中的废水进行循环吸收处理,循环吸收处理过程中废水 注入氨氮气液分离膜装置中的流速为600-1000L/h,氨氮脱气膜内外压力差保持 在0.02-0.08MPa范围内;
(4)待氨氮处理水箱内的废水中氨氮浓度降至国标规定值以下,停止废水处理 循环,将废水经排水管排放。
对上述技术方案进一步的限定为所用的絮凝剂为高分子絮凝剂或无机絮凝 剂,可选用聚合氯化铝或聚丙烯酰胺。步骤(3)用氢氧化钠、氢氧化钾或者氢 氧化钙将氨氮处理水箱中废水的pH值调节并保持在11-13;用1-6mol/L的硫酸 或硝酸将氨氮吸收液pH值调节并保持在1-3。步骤(1)中所述离子交换树脂为 强酸型、弱酸型或螯合型离子交换树脂。
由上述技术方案可知,本发明采用离子交换树脂回收具有高经济价值的稀 土,然后直接通过氨氮气液分离膜对生产废水中的各种浓度的氨氮废水进行处 理。这种工艺过程简单、成本低,投资小,处理效果明显,稀土回收率高达90% 以上,所有处理后的排放废水中的氨氮浓度降低至10mg/L以下,有的甚至低于 2mg/L,氨氮去除率高达98%以上,完全能保证氨氮排放达标,氨氮吸收液海可 以在稀土开采过程中循环使用,没有二次污染问题,可见本发明是一种从稀土生 产废水中高效、经济回收稀土和处理氨氮的方法。





