
����������2012.12.13
��������(����)��2013.04.03
����IPC�����C02F9/14
����ժҪ
�����������漰����Ʒ��ˮ�����������ռ�װ�á��乤�ղ����װ������У���ˮ�����������ڳء�ˮ���ữ�ء������ء�����ͬ������غ���ˮ����װ�á�ˮ���ữ�ؽ�������ʹ����ˮ��ɿ��������ʲ�����COD;�����ز��������ͬʱ����COD;����ͬ������ز��õ���������ͬ������COD��N;����ͬ�������ĩ�˻��Һ��������ˮ�ˣ�������������ˮ����װ��;��ˮ��������ˮ����ŷţ����������ˮ���ữ�صĽ�ˮ��;ʣ�������������ദ��ϵͳ������������Ч����ȫ�������������պ�����ͬ������COD��N��������ˮ�ﵽ����ˮ�ۺ��ŷű���(GB8978-1996)һ���ŷű����������Ʒ��ˮ����N���ꡢ��������ͳɱ��ߵ����⡣
����Ȩ��Ҫ����
����1.����Ʒ��ˮ�����������գ����������ڴ����������£�
����(1)��ˮ�����ڳ�������ˮ���ữ�أ���������ʹ����ˮ��ɿ��������ʲ�����COD;
����(2)���������أ��������齵��COD������������ͬ������أ�ͬ������COD��N;
����(3)����ͬ�������ĩ�˵Ļ��Һ���ֻ�������ˮ�ˣ�������������ˮ����װ�ã���ˮ���� �����ˮ����ŷţ����������ˮ���ữ��;
����(4)��ˮ���������в�����ʣ�������������� ����ϵͳ��
����2.����Ȩ��Ҫ��1�����Ķ���Ʒ��ˮ�����������գ����������ڣ���������(1)��ˮ���� ���أ�����ͣ��ʱ��8��12h��
����3.����Ȩ��Ҫ��1�����Ķ���Ʒ��ˮ�����������գ����������ڣ���������(2)�������أ� ����ͣ��ʱ��24��36h����ˮ��Ͷ�Ӽ�Һ�����ƽ�ˮpH6.5��7.5��
����4.����Ȩ��Ҫ��1�����Ķ���Ʒ��ˮ�����������գ����������ڣ���������(2)������ͬ ������أ��ܽ�����Χ0.1��1.2mg/L������ͣ��ʱ��36��48h��
����5.����Ȩ��Ҫ��1�����Ķ���Ʒ��ˮ�����������գ����������ڣ���������(3)�Ļ��Һ ������������20��30����
����6.����Ȩ��Ҫ��1�����Ķ���Ʒ��ˮ�����������գ�Ӧ���ڹ��̵Ķ���Ʒ��ˮ��������װ�ã� ���������ڣ�����ˮ����˳����������ڳء�ˮ���ữ�ء������ء�����ͬ������غ���ˮ ����װ�á�
����7.����Ȩ��Ҫ��6�����Ķ���Ʒ��ˮ��������װ�ã����������ڣ�������ˮ���ữ�أ�ѡ�� UBF(����������������)���������÷�������ϵͳ���ϲ�����б�ܻ�б�壬�м���������ϣ� �ײ������භ�������·��
����8.����Ȩ��Ҫ��6�����Ķ���Ʒ��ˮ��������װ�ã����������ڣ������������أ�ѡ��EGSB (�������Ϳ������ല)����ˮ������pH�Կ�ϵͳ���ض����������ռ�������������װ�á�
����9.����Ȩ��Ҫ��6�����Ķ���Ʒ��ˮ��������װ�ã�����������ͬ������أ�������ѡ�� ���������ܣ������ܼ��110��220mm�����������ڣ�����������ͬ������أ����Һ���� ѡ����������װ�ã���ѡ���Կ���Ϊ����������ˮ�á�
����10.����Ȩ��Ҫ��6�����Ķ���Ʒ��ˮ��������װ�ã����������ڣ���������ˮ����װ�ã� ѡ�ó���Ĥ��
����˵����
��������Ʒ��ˮ�����������ռ�װ��
������������
�����������漰һ�ַ�ˮ�������ռ�װ�ã�����ָ����Ʒ��ˮ�����������ռ�װ�ã������� ����ͬ�����ⶹ��Ʒ��ˮCOD��N�Ĺ��ռ�װ�á�
������������
��������Ʒ��ˮ�ǻƶ��ӹ��ɶ���Ʒ�����в����ķ�ˮ������Ʒ��ˮ��Ҫ����У�����ˮ�� ����ˮ����ϴ��ˮ;����Ʒ��ˮ��Ҫ��Ⱦ��ɷ��У���������֬�������ʺ���ά���ǵȡ��� ��Ʒ��ˮ��Ҫ�ص��ǣ�COD��N��Ũ�Ⱥܸߣ��ۺϷ�ˮ��CODCr5500��10000mg/L��BOD53000��5000mg/L���ܵ�200��500mg/L������Ʒ��ˮ����������ŷţ�������ˮ�帻Ӫ������ Ӱ���侭�ü�ֵ������ֵ��
��������Ʒ��ˮ������ĿǰӦ�����Ĺ���Ϊ�������ػ�������+������+������+�����ء����� �����ˮCODCr100��200mg/L������40��90mg/L�����ա���ˮ�ۺ��ŷű���(GB8978-1996) һ���ŷű���COD��N���꣬�ر���N��������Ƚ��ձ飬���ҷ�ˮ���������������� �����ɱ��ߡ�����Ҫ����ԭ�����ڣ�
������ͳ��A/O���ռ������칤�ռ�װ�öԸ�Ũ��COD��N����Ķ���Ʒ��ˮ���������� �Ժܴ�һ�������ͷ��������ڲ�ͬ�Ŀռ��ʱ�䣬���¹������̳�����ˮ��BOD5��� һ��ֵ����(30mg/L)���Ž���������Ӧ����Ҫ���õ��������ݻ���ˮ����Ͷ�ʲ���� �����ȥ��Ч�ʴﲻ�����Ҫ��;���������ѵ���Լ���ض࣬�ܵ�ȥ��Ч�ʵ�(С��80%)�� ��ɴ������ˮNָ�곬�ꡣ
��������Ʒ��ˮ����֬��SS�����ܸߣ�����ɺ�������������������Ķ���������� ����������ǰ�����ﻯ�����������ķ�����ȥ����֬��SS��ʹˮ����������������Ľ�ˮҪ ����Ͳ������������࣬����ɷ���Ҫ����֬���ﻯ���壬�����ŷ���4��8������/ǧ�ַ� ˮ(��ˮ�ʡ�80%)��
�����ڷ�ˮ����������Ͷ��ʯ�ҡ���������PAM��Һ���ҩ��������ҩ���������Ӻ����ദ �÷������ӣ��ձ鷴ӳ��ˮ��������2.5��3.0Ԫ/�ַ�ˮ��
����ͬ����������������(SND)�͵��������Ƽ������������ѵ��ṩ���µ����ۻ����ͼ� ���ֶΣ�ͬʱҲ��������Ӧ�������ѵ�װ�ã������;�ʮ��������ͱ���ʱ�ȹ����з����� Ӧ��CANON���ռ�װ�ú�OLAND���ռ�װ�á�������ǣ������ؿ��Ƶ��ܽ����������� ��������ʵ�ֶ̳����������������������������ͺ�����������������Ӧ����ͬ��ͬ���ѵ��� ��������Щ���ռ�װ�ÿ��Ƶ�������Χ�Ƚ�խ(0.1��0.5mg/L)���ڸ�Ũ��COD��N����� ����Ʒ��ˮ����ʱ��COD��N�Ľ���Ч�ʲ������롣
������������
����Ϊ�˿˷��������ռ�װ�õ�ȱ�ݣ��������Ķ���Ʒ��ˮ�����������ռ�װ�ã��ڸ�Ũ�� COD��N����Ķ���Ʒ��ˮ����ʱ��ͨ���Ľ�����ͬ���ѵ����յ�������ʽ����ߵ����� ��Χ����ͬ��ͬ���ѵ��Ļ����ϣ�ǿ��COD����ܣ�ʵ��COD��Nͬ��ͬ�����⡣
�����������ļ�����������������Ʒ��ˮ�����������ռ�װ�ã��ֱ�������£�
��������������Ʒ��ˮ�����������գ��������¹��ղ��裺
����(1)��ˮ�����ڳ�������ˮ���ữ�أ���������ʹ����ˮ��ɿ��������ʲ�����COD;
����(2)���������أ��������齵��COD������������ͬ������أ�ͬ������COD��N;
����(3)����ͬ�������ĩ�˵Ļ��Һ���ֻ�������ˮ�ˣ�������������ˮ����װ�ã���ˮ ��������ˮ����ŷţ����������ˮ���ữ��;
����(4)��ˮ���������в�����ʣ�������������ദ��ϵͳ��
��������(1)�����ĵ��ڳأ�ˮ��ͣ��ʱ��8��12h��
��������(1)������ˮ���ữ�أ�����ͣ��ʱ��8��12h��
��������(2)�����������أ�����ͣ��ʱ��24��36h����ˮ��Ͷ�Ӽ�Һ�����ƽ�ˮpH6.5�� 7.5��
��������(2)����������ͬ������أ��ܽ�����Χ0.1��1.2mg/L������ͣ��ʱ��36��48h��
��������(3)�����Ļ��Һ������������20��30����
��������(4)������ʣ�������������ദ��ϵͳ��ʣ������Ϊˮ���ữ�غ���ˮ����װ���� �ŵ��������࣬���ദ��ϵͳ��������ơ�
�����������Ķ���Ʒ��ˮ��������װ�ã��Ƕ���Ʒ��ˮ�����������յĹ��̻�Ӧ�á���װ�� ��ɺ��ղ������£�
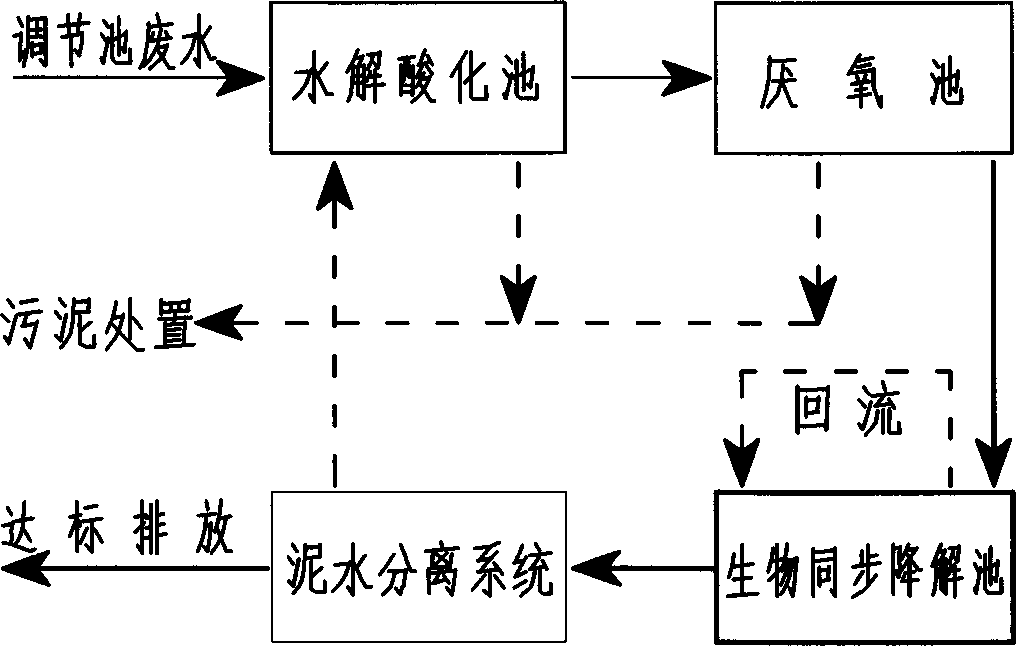
���������Ķ���Ʒ��ˮ��������װ�ã�����ˮ����˳����������ڳء�ˮ���ữ�ء������ء� ����ͬ������غ���ˮ����װ�á�
���������ĵ��ڳأ����û�е��դ���������˻���
����������ˮ���ữ�أ�ѡ��UBF(����������������)���������÷�������ϵͳ���ϲ��� ��б�ܻ�б�壬�м���������ϣ��ײ������භ�������·��
���������������أ�ѡ��EGSB(�������Ϳ������ല)����ˮ������pH�Կ�ϵͳ���ض��� �������ռ�������������װ�á�
��������������ͬ������أ�������ѡ�����������ܣ������ܼ��110��220mm�����Һ ����ѡ����������װ�ã���ѡ���Կ���Ϊ����������ˮ�á�
������������ˮ����װ�ã�ѡ�ó���Ĥ��
��������������Ч����һ�������ŷ���С��ȫ�������������գ������е��ﻯ�����ػ����� �ظij�ˮ���ữ�أ�ͬʱ��������ͬ�����⼼���������ؿ�������Ũ�ȸߣ�ÿǧ�ַ�ˮ���� 0.8��1.2��(��ˮ��80%)���ϴ�ͳ���ռ���70%���ϡ�����COD��Nͬ��ͬ�����⣬�� ����Ч��������CODCrȥ���ʴ���90%������ȥ���ʴ���90%���ܵ�ȥ���ʴ���80%���� ˮˮ�ʴﵽ����ˮ�ۺ��ŷű���(GB8978-1996)һ���ŷű������Ƿ�ˮ�����ɱ��ͣ� ���ղ���ҪͶ��ʯ�ҡ���������PAM��ҩ���������õ�������������ˮ�����ɱ�1.8��2.0Ԫ /�ַ�ˮ���ϴ�ͳ���ռ���30%���ϡ�





