
申请日2018.02.01
公开(公告)日2018.10.19
IPC分类号C02F11/02
摘要
本实用新型提供一种槽式覆膜污泥好氧发酵槽,包括发酵槽;覆盖膜扣在发酵槽上形成一个密闭的空间;覆盖膜由两块独立的覆盖膜拼合而成;两块覆盖膜拼接的部分设有密封胶垫,胶垫内设有磁条;发酵槽的两边设有两条平行的轨道,两条轨道中间设有发酵系统及翻抛系统;发酵系统包括混合槽;混合槽一侧的发酵系统上设有进风管,另一侧紧邻引风系统的引风管;引风管上设有引风机,引风管连接吸收塔;混合槽底部连接全自动翻堆设备;翻抛系统的翻抛机两侧机壳的底部设有升降装置,升降装置底设有伺服电机,伺服电机带动滑轮在轨道上滑动;有益效果:采用槽式覆膜发酵工艺最大限度的减少有气味的物质的排出,减少了除臭系统的工作强度,节省了电耗。
权利要求书
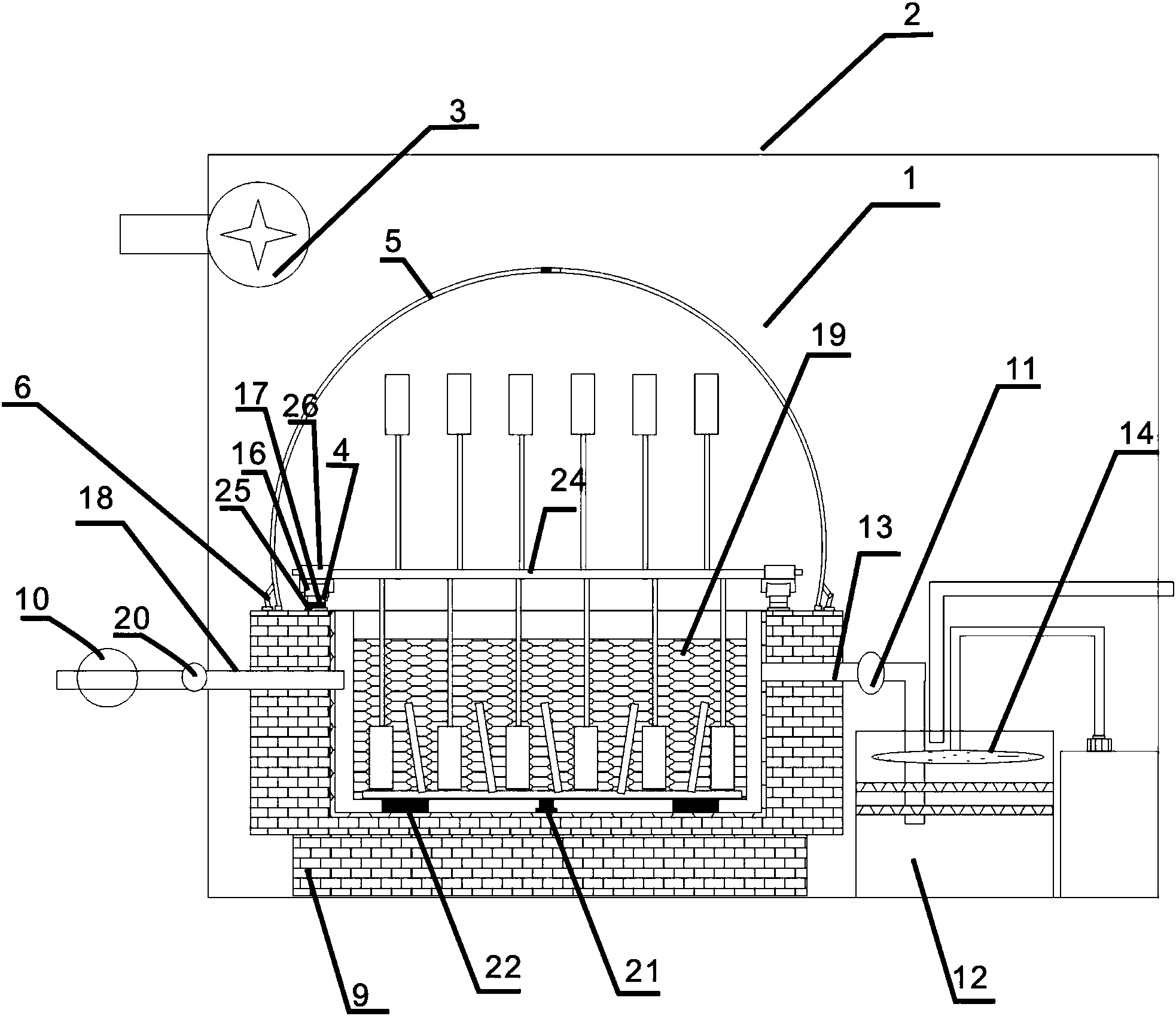
1.一种槽式覆膜污泥好氧发酵槽,包括发酵槽(1);其特征在于:
所述发酵槽(1)上设有覆盖膜(5),所述覆盖膜(5)扣在发酵槽(1)上形成一个密闭的空间;所述覆盖膜(5)由两块独立的覆盖膜(5)拼合而成;两块所述覆盖膜(5)拼接的部分设有密封胶垫(7),所述胶垫(7)内设有磁条(8);
两个所述覆盖膜(5)的边部分别连接有闭门器(6),所述闭门器(6)连接控制器;
所述覆盖膜(5)内的发酵槽(1)其两边分别设有轨道(4),两条所述轨道(4)平行;两条所述轨道(4)的中间设有发酵系统及翻抛系统;
所述发酵系统包括混合槽(19),进风管道(18)由厂房(2)外端插入发酵系统内部紧邻混合槽(19),所述混合槽(19)的另一侧紧邻引风系统的引风管(13);
引风管(13)上设有引风机(11);所述引风管(13)另一侧连接吸收塔(12);
所述混合槽(19)底部,靠近翻抛系统的一端连接全自动翻堆设备(21),另一端铰连接支撑台(22);所述全自动翻堆设备(21)包括升降装置(25);所述全自动翻堆设备(21)连接控制器。
2.根据权利要求1所述的一种槽式覆膜污泥好氧发酵槽,其特征在于:所述翻抛系统与发酵系统之间设有隔板(15),所述翻抛系统包括机器槽(23)及翻抛机(24),翻抛机(24)位于机器槽(23)上方,所述翻抛机(24)两侧机壳(26)的底部分别设有通过控制器控制的升降装置(25),所述升降装置(25)的底部设有伺服电机(16),所述伺服电机(16)连接控制器,所述伺服电机(16)带动滑轮(17)在轨道(4)上滑动。
3.根据权利要求1所述的一种槽式覆膜污泥好氧发酵槽,其特征在于:所述发酵槽(1)为1个或多个,每个发酵槽(1)的底部还设有基底层(9)。
4.根据权利要求1所述的一种槽式覆膜污泥好氧发酵槽,其特征在于:所述覆盖膜(5)的形状为弧形,两个所述覆盖膜(5)相并为半圆形。
5.根据权利要求1所述的一种槽式覆膜污泥好氧发酵槽,其特征在于:所述混合槽(19)内壁还设有多条交错排列的曝气管。
6.根据权利要求1所述的一种槽式覆膜污泥好氧发酵槽,其特征在于:所述全自动翻堆设备(21)可以为1个或2个;所述支撑台(22)为两个或多个。
说明书
一种槽式覆膜污泥好氧发酵槽
技术领域
本发明属于好氧发酵处理技术领域,具体涉及一种槽式覆膜污泥好氧发酵槽。
背景技术
随着污水处理行业的飞速发展,污泥处理已然成为制约市政设施建设的重要问题,这是因为城镇环境治理的要求提高及城镇污水处理系统的完善,需处理的污水数量巨大,且由于污泥性质的特殊性,其不仅含水率高,易腐烂,散发强烈的有气味的物质,污泥中还含有有机物质、氮磷、重金属和盐类以及病原微生物和寄生虫卵,如不对污水污泥进行有效地处理处置,将会破坏环境,污染水体和土壤,危害人体健康,对污水污泥的处理处置和利用成为城市建设和发展关注的焦点。目前对污水污泥的处理处置主要通过焚烧、填埋、堆肥和投海等。采用焚烧处理处置方法虽然处理效果好,但是技术和设备复杂而且耗能发、费用较高,并会造成大气污染;填埋的方法受到场地、环境等条件的限制,目前在污泥运输距离的合理范围内已很难找到合适的地点;投海处置的方法由于会污染海洋,对海洋生态系统和人类食物链已造成威胁,国际已有公约明令禁止;污泥好氧发酵处理污水污泥不但可以达到稳定污泥的目的,同时还可制成肥料等用于园林绿化等。
现有的市政脱水污泥好氧发酵工艺,由于污泥含水率高,粘性大,除了对污泥需用大量的辅料调节水份、分散污泥,改进污泥的颗粒大小外,在整个污泥好氧发酵较长的周期内,还需根据污泥处理要求,通过翻抛机配合强制通风来维持堆体中的有氧状态,保证堆体温度和微生物的正常生长。因为原有工艺是一个开放的系统,虽然是在车间厂房内实现,但是也会在堆肥过程中产生臭味、水蒸气、渗滤液等难以控制,严重影响周围环境,损害公众健康、引起公众投诉。
实用新型内容
本实用新型克服了传统开放式污泥好氧发酵系统的诸多弊端,提供一种封闭式的污泥好氧发酵系统,避免了发酵过程中臭味的排出,实现了发酵过程全程可检测和智能化控制,同时减少了能耗。
一种槽式覆膜污泥好氧发酵槽,包括发酵槽;所述发酵槽放置于厂房内部,所述厂房上设有除臭装置,所述厂房内还设有控制器。
其中,所述发酵槽为1个或多个,每个发酵槽的底部还设有基底层。
所述发酵槽上设有覆盖膜,所述覆盖膜扣在发酵槽上形成一个密闭的空间。所述覆盖膜由两块独立的覆盖膜拼合而成。两个所述覆盖膜拼接的部分设有密封胶垫,所述胶垫内设有磁条。
其中,两个所述覆盖膜的边部分别连接有闭门器,所述闭门器连接控制器。
其中,所述覆盖膜的形状为弧形,两个所述覆盖膜相并为半圆形。
所述覆盖膜内的发酵槽其两边设有两条平行的轨道。
所述覆盖膜内的发酵槽其两边分别设有轨道,两条所述轨道平行。两条所述轨道的中间设有发酵系统及翻抛系统;
所述发酵系统包括混合槽,所述进风管道由厂房外端插入发酵系统内部紧邻混合槽,所述混合槽的另一侧紧邻引风系统的引风管。
其中,所述进风管道上设有加热装置;所述进风管道前端还设有鼓风机;
其中,所述引风管上设有引风机。其中,所述引风管另一侧连接吸收塔。
所述加热装置、鼓风机、引风机、吸收塔上的喷淋装置都与控制器连接。
所述混合槽底部,靠近翻抛系统的一端连接全自动翻堆设备,另一端铰连接支撑台。其中,所述全自动翻堆设备包括升降装置;
其中,升降装置为市面上通用的升降机,类型可以为丝杆式升降机也可以为液压式升降机或蜗轮升降机或螺旋升降机。
其中,所述全自动翻堆设备连接控制器,所述全自动翻堆设备可以为1 个或2个。所述支撑台为两个或多个。
相应的,所述混合槽内部还设有刮板、温度传感器、湿度传感器、PH 传感器、空气质量检测器;
控制器与刮板、温度传感器、湿度传感器、PH传感器、空气质量检测器通过转换电路连接,转换电路上传温度、湿度、PH值、空气质量数据。
其中,所述混合槽整体为透气结构,所述混合槽内壁还设有多条交错排列的曝气管;
所述翻抛系统与发酵系统之间设有隔板,所述翻抛系统包括机器槽及翻抛机,翻抛机位于机器槽上方,所述翻抛机两侧机壳的底部分别设有通过控制器控制的升降装置,所述升降装置的底部设有伺服电机,所述伺服电机连接控制器,所述伺服电机带动滑轮在轨道上滑动。
其中,所述的升降装置为市面上通用的升降机,类型可以为丝杆式升降机也可以为液压式升降机或蜗轮升降机或螺旋升降机。
具体操作过程为:
将含水率80%-85%的脱水污泥和有机辅料混合均匀,有机辅料部分由返混料提供,有机辅料的添加量为污泥重量的20%-30%,将有机固废的C/N比控制在10-30之间;含水率控制在50%-60%之间;采用布料机将堆料颗粒均匀分布到所述发酵槽的混合槽内,堆体堆高为1.7m-2.2m;布料结束后,控制器对闭门器发送指令关闭覆盖膜,使发酵槽成为封闭的空间。
其中,所述胶垫增强了覆盖膜的封闭性,所述磁条增大了覆盖膜的闭合度。
在好氧发酵过程中,通过所述进风管道向发酵系统内部通风供氧,透气结构使混合槽内的堆体通风供氧,交错排列的曝气管增大了供氧程度。通过所述加热装置使堆体1天内温度上升至55℃以上,在此温度下持续维持大于6天,或者温度上升至65℃以上,在此温度下持续维持大于4天,经过 4-10天的一次发酵后,堆料进入第二次发酵8-10天。在第二次发酵过程前使用所述翻抛机进行翻抛。
在发酵过程中,由于发酵所产生的有气味的物质被空气质量检测器检测并上传到控制器,当空气污染指数达到一定值时,控制器控制所述引风系统将有气味的物质通过引风管输送到吸收塔。有气味的物质经过吸收塔的过滤层,控制器控制喷淋装置喷洒水或其他溶液到过滤层上,有气味的物质中的颗粒物质溶于水,随液体流到底部的收集槽,被净化的气体经过过滤层排出。
其中,温度传感器、湿度传感器随时监测并上传温度与湿度情况到控制器,控制器根据具体情况,自动控制加热装置加热的温度。
在第二次发酵过程前,打开覆盖膜的同时打开所述除臭装置,防治有气味的物质外溢。
所述翻抛机在机器槽内,所述翻抛系统与发酵系统之间隔着隔板可有效防止堆体对翻抛机的腐蚀。翻抛前,控制器对升降装置发送升高指令,使翻抛机整体高于隔板,控制器控制翻抛机的伺服电机由机器槽滑动到混合槽, 待所述翻抛机滑动到混合槽上方时,降低所述升降装置进而降低翻抛机的高度,使所述翻抛机翻抛物料。
翻抛结束后关闭所述覆盖膜,待厂房内没无有气味的物质后即可关闭所述除臭系统。
发酵好后,打开所述全自动翻堆设备,将二次发酵后的产物倾倒在运输车或其他盛放装置内,所述发酵槽的底部的基底层垫高了混合槽的高度,使所述混合槽能满足运输车或其他盛放装置的高度要求,实现堆体快速倾倒,节约劳动量及时间。
其中,控制器与与所述刮板通电连接,在倾倒的过程中,控制器控制所述刮板将二次发酵后的产物刮进运输车或其他盛放装置内。
二次发酵后的产物过筛并腐熟成资源化利用产品,筛下物作为返混料返回混料仓,作为有机辅料。
本实用新型的优点在于:本实用新型克服了传统开放式污泥好氧发酵系统的诸多弊端,提供一种封闭式的污泥好氧发酵系统,实现了发酵过程全程可检测和智能化控制,同时减少了能耗,实现了市政污泥的“减量化、稳定化、无害化、资源化”处理,具有明显的环保效益和经济效益。普通的槽式发酵系统在发酵过程中,除臭系统需要24小时不间断的运行,耗电多,而槽式覆膜发酵为封闭式的发酵,发酵槽具有保温作用,因此可缩短发酵时间,且臭味不会外溢,发酵槽内具有引风系统及空气质量检测器,在发酵工作过程中,污染指数达到一定上线时控制器会自动打开引风系统进行除臭,减少了除臭系统的运行费用。本装置只需在翻抛时打开除臭系统,除臭系统工作时间为2-4小时/天,因此大大减少了除臭系统的运行费用。本装置将的翻抛机以滑轨的方式设在混合槽上,控制器自动控制翻抛机,因此实现了全自动控制,自动管理,不需要再去搬运翻抛机。发酵结束后,全自动翻堆设备将二次发酵后的产物倾倒在运输车或其他盛放装置内,实现堆体快速倾倒,节约劳动成本及时间。





