
申请日2018.03.23
公开(公告)日2018.08.31
IPC分类号C02F3/28; C02F3/34; C12M1/107; C12M1/00; C02F101/16
摘要
红外光厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法,属于污水处理领域。该装置主要有污水原水箱、IC反应器、中间水箱和MBR反应器组成。废水首先进入IC反应器中进行一级厌氧消化处理,通过水解酸化和发酵产甲烷,降低废水中COD含量。之后废水再进入MBR反应器中进行二级光照厌氧处理,光合细菌在厌氧红外光照下发生光能异养代谢,在利用有机物的同时也利用水中的氮磷合成细胞物质,可将废水中的营养物质快速富集至菌体内,膜的截留作用进一步保证了出水水质,维持了反应器内的菌液浓度。此发明充分回收利用了豆制品加工废水中的营养物质,产生了甲烷等清洁能源,并具有节能降耗、同步去除有机物、氨氮、磷的特点。
权利要求书
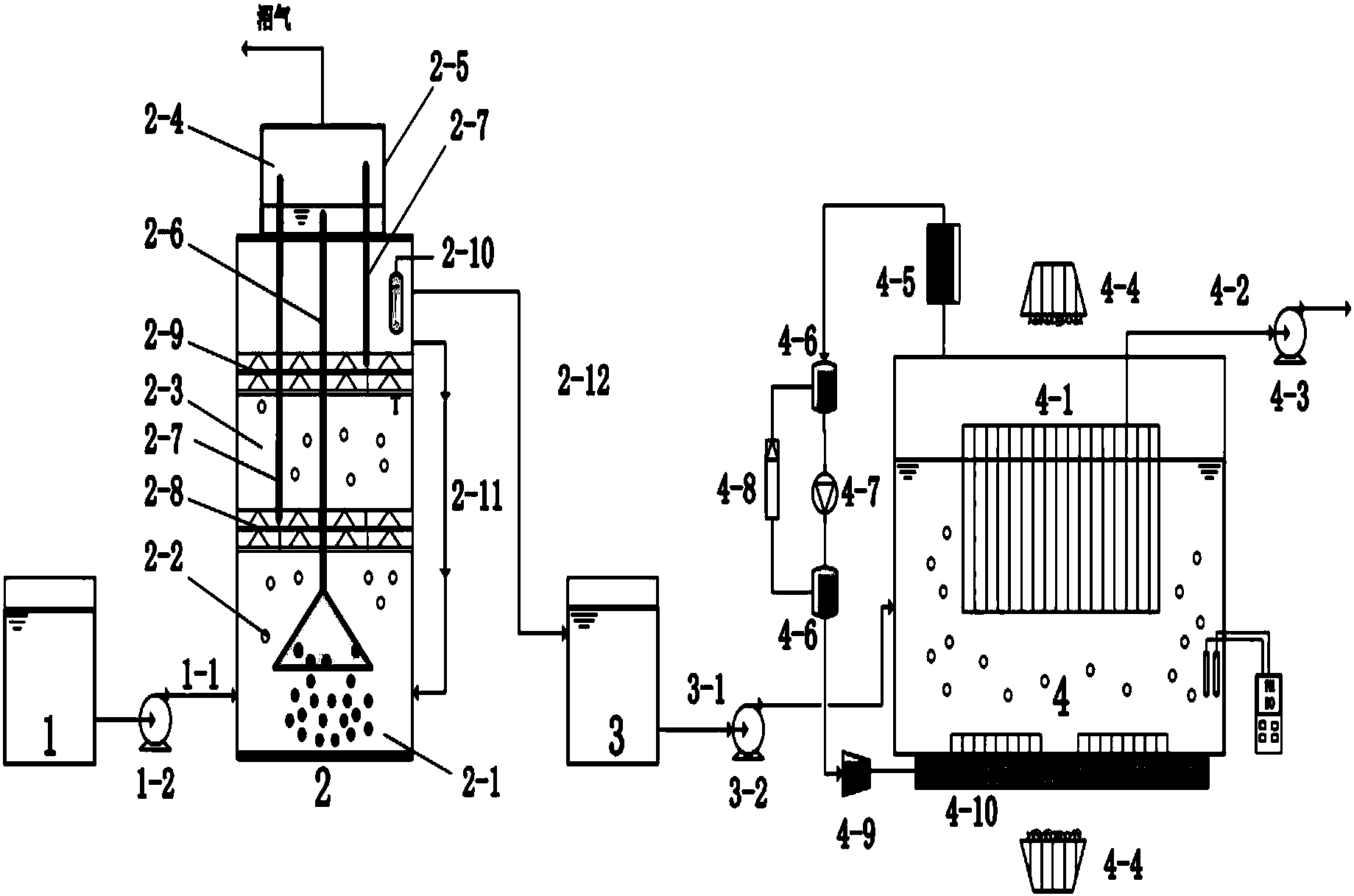
1.红外厌氧条件下利用光合细菌处理豆制品加工废水的装置,其特征在于:包括顺序连接的污水原水箱(1)、IC反应器(2)、中间水箱(3)和MBR反应器(4);污水原水箱(1)通过进水管(1-1)和进水泵(1-2)与IC反应器(2)底端相连;IC反应器(2)内设有混合区(2-1)、第一厌氧区(2-2)、第二厌氧区(2-3)、气水分离区(2-4),同时设有集气罩(2-5)、回流管(2-6)、沼气提升管(2-7)、一级三相分离器(2-8)、二级三相分离器(2-9)以及加热棒(2-10),进行一级厌氧处理;通过IC反应器的外循环管道(2-11)实现反应器内部液体的搅拌,处理后的废水通过出水管(2-12)排到中间水箱(3),再通过进水泵(3-1)和进水管(3-2)将一级处理后的废水泵入到MBR反应器(4)中进行二级光照厌氧处理;MBR反应器(4)内设聚丙烯中空纤维膜过滤装置和气体循环搅拌装置;聚丙烯中空纤维膜(4-1)将光合细菌截留在反应器中,通过出水管(4-2)和出水泵(4-3)将处理后的水排出反应器;MBR反应器(4)两侧各放置一台40W,850nm的IR-LED红外灯(4-4);气体循环搅拌装置包括冷凝器(4-5)、压力计(4-6)、薄膜气泵(4-7)、压力阀门(4-8)、质量流量控制计(4-9)和曝气盘(4-10),通过内部气体循环实现反应器内部的搅拌。
2.应用如权利要求1所述装置的方法,其特征在于,包括以下步骤:
1)启动阶段:进水为沉淀后的豆制品加工废水中的泡豆水,COD浓度为4000-8000mg/L,BOD/COD的质量浓度比高达0.55-0.65,SS高达1000-1500mg/L;向IC反应器(2)中投加污水处理厂的厌氧消化污泥,MBR反应器(4)中接种从豆制品加工废水中富集的沼泽红假单胞菌,初始菌体OD660值为1.50,接种量为20%-30%,厌氧消化污泥浓度维持在3000-3500mg/L;IC反应器(2)从20℃室温开始,按照3℃/d的速度将反应器的温度提升到35℃;启动初始阶段维持IC反应器(2)进水COD浓度为800-1000mg/L,通过逐步增加COD负荷来提高容积负荷,此阶段当IC反应器(2)中的COD、总氮去除率都达到80%以上,VFA维持在2.5-3mmol/L时,提高一次COD负荷,每次负荷增幅为15%,直到IC反应器(2)进水COD负荷达到100%;IC反应器(2)和MBR反应器(4)中的COD、总氮去除率都达到90%以上时,认为系统启动成功;
2)正常运行阶段:
(1)IC反应器(2)和MBR反应器(4)的进水量为20-25L/d,IC反应器(2)进水COD浓度为4000-4500mg/L,NH4+-N浓度为25-30mg/L,容积负荷为5.3-7.0kgCOD/(m3/d);MBR反应器(4)进水COD浓度为800-1000mg/L,NH4+-N浓度为50-60mg/L,维持MBR反应器(4)进水中有机物与氨氮浓度的比值接近100:6,容积负荷为0.8-1.0kgCOD/(m3/d);
(2)IC反应器(2)的水力停留时间为17h-20h,MBR反应器(4)的水力停留时间为20-24h,连续运行装置,系统出水水质中COD≤100mg/L且TN≤15mg/L,并维持30天以上,即认为系统达到了稳定状态;
(3)连续运行系统实现豆制品加工废水中有机物和氨氮的去除。
说明书
红外光厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法
技术领域
本发明涉及红外光厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法,在处理豆制品加工废水的同时也达到了废物资源化的目的。
背景技术
国内对于豆制品加工废水法有很多,其中采用厌氧工艺处理豆制品加工废水并回收沼气的工艺已经较为成熟,但是通过厌氧消化处理后的污水依然含有较高浓度的有机物和氨氮,无法达标排放,因此一般都会采用厌氧和好氧工艺相结合的方法处理豆制品加工废水。好氧生物处理一般采用活性污泥法,氧化塘法和SBR法等。豆制品加工废水的特点排放量大,有机物浓度高,成分复杂。在处理时水量和水质很不均匀;SS高达1000-1500mg/L,厌氧条件下易在废水表面形成浮渣层;高浓度废水在厌氧处理过程中易酸化,使厌氧单元的处理效果恶化;好氧阶段采用活性污泥法处理,易产生污泥膨胀,能耗较大,处理设施占地面积较大。因此开发更加节能的豆制品加工废水处理新工艺有着重要意义。
在一级厌氧消化处理后,利用光合细菌(主要是紫色非硫细菌)处理高浓度有机废水,具有占地面积小,有机负荷高,能耗低等优点。光合细菌在厌氧红外光照下发生光能异养代谢,在利用有机物和氮磷的同时,也利用废水中的氮磷快速合成自身菌体,将废水中的有机物和氮磷富集至体内。光合细菌也可通过厌氧发酵产甲烷将有机物转化为能源物质。此外光合细菌营养丰富,菌体富含氨基酸、叶酸、B族维生素以及类胡萝卜素、细菌叶绿素等天然色素,并且蛋白质含量高达50-70%,还可被用作动物饲料、农业有机肥料、提取单细胞蛋白等。目前光合细菌在畜牧养殖废水、啤酒废水、食品废水、酒精废水等高浓度有机废水方面已经有了广泛应用。
但是如今的处理豆制品加工废水的工艺研究大多是厌氧/好氧处理或者利用真菌、藻类等来处理,如专利号CN201410373329.2“一种利用豆制品废水大规模培养微藻的方法”利用豆制品废水培养能源微藻,既可以节约大量水资源和营养盐,大大降低微藻的培养成本,又可以有效地去除废水中的COD、TN和TP;专利号CN201410152823.6“利用丝状真菌处理豆制品废水的工艺”采用深层发酵技术,在豆制品废水中培养丝状真菌形成菌丝球,大幅度降低了豆制品废水中的有机物;专利号CN204079706U“豆制品废水处理系统”主要通过气浮池、水解酸化、UASB、生物接触氧化池、MBR池等对豆制品废水进行处理。而红外光厌氧条件下利用光合细菌处理豆制品加工废水的方面少见研究。
本发明采用一级IC反应器与二级MBR反应器相结合处理豆制品加工废水,利用光合细菌在红外光厌氧条件下生长速率比一般的普通光源(白炽灯)快的特点,提高了对豆制品加工废水中有机物、氨氮、磷等物质的利用率,处理豆制品加工废水,出水可生化性好,较好氧处理工艺节省了曝气能耗,同时收获了可资源化利用的光合细菌。
发明内容
本发明的目的是实现豆制品加工废水的处理,提出了红外光厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法。该装置中,废水首先进入IC反应器中进行一级厌氧消化处理,通过水解酸化和发酵产甲烷,降低废水中COD含量。之后废水再进入MBR反应器中进行二级光照厌氧处理,光合细菌在厌氧红外光照下发生光能异养代谢,在利用有机物的同时也利用水中的氮磷合成细胞物质,可将废水中的营养物质快速富集至菌体内,膜的截留作用进一步保证了出水水质,维持了反应器内的菌液浓度。此发明充分回收利用了豆制品加工废水中的营养物质,产生了甲烷等清洁能源,并具有节能降耗、同步去除有机物、氨氮、磷的特点。
1.红外厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法,其特征在于:包括顺序连接的污水原水箱(1)、IC反应器(2)、中间水箱(3)和MBR反应器(4);污水原水箱(1)通过进水管(1-1)和进水泵(1-2)与IC反应器(2)底端相连;IC反应器(2)内设有混合区(2-1)、第一厌氧区(2-2)、第二厌氧区(2-3)、气水分离区(2-4),同时设有集气罩(2-5)、回流管(2-6)、沼气提升管(2-7)、一级三相分离器(2-8)、二级三相分离器(2-9)以及加热棒(2-10),进行一级厌氧处理;通过IC反应器的外循环管道(2-11)实现反应器内部液体的搅拌,处理后的废水通过出水管(2-12)排到中间水箱(3),再通过进水泵(3-1)和进水管(3-2)将一级处理后的废水泵入到MBR反应器(4)中进行二级光照厌氧处理。MBR反应器(4)内设聚丙烯中空纤维膜过滤装置和气体循环搅拌装置。聚丙烯中空纤维膜(4-1)将光合细菌截留在反应器中,通过出水管(4-2)和出水泵(4-3)将处理后的水排出反应器。距离MBR反应器(4)两侧各放置一台40W,850nm的IR-LED红外灯(4-4)。气体循环搅拌装置包括冷凝器(4-5)、压力计(4-6)、薄膜气泵(4-7)、压力阀门(4-8)、质量流量控制计(4-9)和曝气盘(4-10),通过内部气体循环实现反应器内部的搅拌。
豆制品加工废水在此装置的处理流程为:废水首先进入IC反应器中进行一级厌氧消化处理,通过水解酸化和发酵产甲烷,降低废水中COD含量。之后废水再进入MBR反应器中进行二级光照厌氧处理,光合细菌在厌氧红外光照下发生光能异养代谢,在利用有机物的同时也利用水中的氮磷合成细胞物质,将废水中的营养物质快速富集至菌体内,膜的截留作用进一步保证了出水水质,维持了反应器内的菌液浓度。
本发明红外厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法,其特征在于包括以下内容:
1)启动阶段:进水为沉淀后的豆制品加工废水中的泡豆水,COD浓度为4000-8000mg/L,BOD/COD高达0.55-0.65,SS高达1000-1500mg/L。向IC反应器(2)中投加污水处理厂的厌氧消化污泥,MBR反应器(4)中接种从豆制品加工废水中富集的沼泽红假单胞菌,初始菌体OD660值为1.50,接种量为20%-30%,污泥浓度维持在3000-3500mg/L。IC反应器(2)从20℃室温开始,按照3℃/d的速度将反应器的温度提升到35℃。启动初始阶段维持IC反应器(2)进水COD浓度为800-1000mg/L,通过逐步增加COD负荷来提高容积负荷,此阶段当IC反应器(2)中的COD、总氮去除率都达到80%以上,VFA维持在2.5-3mmol/L时,提高一次COD负荷,负荷增幅为15%,直到IC反应器(2)进水COD负荷达到100%。IC反应器(2)和MBR反应器(4)中的COD、总氮去除率都达到90%以上时,可认为系统启动成功。
2)正常运行阶段:
(1)IC反应器(2)和MBR反应器(4)的进水量为20-25L/d,IC反应器(2)进水COD浓度为4000-4500mg/L,NH4+-N浓度为25-30mg/L,容积负荷为5.3-7.0kgCOD/(m3/d);MBR反应器(4)进水COD浓度为800-1000mg/L,NH4+-N浓度为50-60mg/L,维持MBR反应器(4)进水中有机物与氨氮浓度的比值接近100:6,容积负荷为0.8-1.0kgCOD/(m3/d)。
(2)IC反应器(2)的水力停留时间为17h-20h,MBR反应器(4)的水力停留时间为20-24h,连续运行装置,系统出水水质中COD≤100mg/L、TN≤15mg/L,并维持30天以上,即认为系统达到了稳定状态。
(3)连续运行系统实现豆制品加工废水中有机物和氨氮的去除。
本发明红外厌氧条件下利用光合细菌处理豆制品加工废水的装置与方法,与现有工艺相比具有以下优势:
(1)厌氧条件下较传统的生物脱氮工艺不需要提供氧气。
(2)红外光下反应速率快,HRT较短,基建费用低。
(3)该系统IC反应器中发酵产生了沼气能源,MBR反应器中增长的光合细菌菌体内含有70%左右的蛋白质,并且不含重金属等有毒物质,可作动物饲料等进行资源化利用。





