
����������1994.06.20
��������(����)��2000.11.22
����IPC�����C02F1/469; B01D61/48
����ժҪ
����������Ϊ��������������1�ּ�1�����ϸ����л����ˮ�ķ��룬ԭ�Ϸ�ˮֻ����˼��ɣ������м����еĵ����������˹����ҿ��Դ�����Ũ�ȵĸ����л��ᣬ��Ũ��Ϊ3-15%(M/M)��������������Ⱦ���õ���Ũ��Һ����20-40%(M/M)���Խ��л��մ�������ˮ�к������ɽ��͵�0.05-0.3%(M/M)��������������������Ҫ���������������ӽ���Ĥ�Ľ������������Ҫ��һ������������Ĥ������5-20����Ĥ10-30���ڶ���������������5-20����Ĥ5-15��
��������Ҫ���
����1.һ�ֵ������������и����л����ˮ�ķ����������Է�ˮ���ù��˾��ʻ� ��Ԥ�������̺������������ķ�����̣��ڵ��������У��ڵ糡������ͨ�������� �ӽ���Ĥʵ���л������ˮ���룬Ũˮ����ˮ����ˮ������ѭ��ϵͳ�������У��� �����ǣ�
����A.��һ�����������в��õľ��������ӽ���Ĥ�Ľ�����Ϊ5��20.�����ӽ� ��Ĥ�Ľ�����Ϊ10��30;
����B.�ڶ������������в��õ������ӽ���Ĥ�Ľ�����Ϊ5��20�������ӽ���Ĥ �Ľ�����Ϊ5��15;
����C.��һ��������������0.5��10V�ĺ�ѹĤ�Ե�ѹѭ��ʽ����;
����D.�ڶ���������������0.5��5V�ĺ�ѹĤ�Ե�ѹѭ��ʽ������
����2.��Ȩ��Ҫ��1�����ķ�������������ԭ�Ϸ�ˮ�ڽ����������֮ǰ��Ԥ�� �����̣���������һ������
����3.��Ȩ��Ҫ��1�����ķ������������Dz��ú�Ĥ�Ե�ѹѭ��ʽ��������һ���� ������Ϊ4��8V���ڶ�����������Ϊ2��4V��
����4.��Ȩ��Ҫ��1�����ķ�������������������Ĥ������Ϊһ��6��18������6�� 18��������Ĥ������Ϊһ��12��28������6��14��
����˵����
�������������������л����ˮ�ķ���
�����������漰һ�ֺ����л��Ṥҵ��ˮ�Ĵ��������������Ǻ��и����л���� ��ˮ�����õ��������д����ķ�����
�������м����ڴ������Ṥҵ��ˮʱ��һ����ü��кͣ�����Ũ�������յķ������� �ַ����з��������һ���ɿ����Ķ�����Ⱦ��Ͷ�ʼ��ɱ��ֺܸߡ�Ҳ�в��õ����� �����������л����ˮ�Ĺ��գ����й�ר��CN1050015A���Ǵ������շ�ˮ������ �Ĺ��գ���һƪ�й�ר��CN1031112A���ǵ���������ȡ��Ũ������Ĺ��գ������� �ֹ��ն����ܴ����������Ϻ������л����ˮ�������ڴ�����һ�л����ˮ�ĵ� ���������У���Ҫ�ڹ��˺�������������ӽ����Ȳ��裬�����Ź��սϳ���ȱ �㡣�����ڵõ�������Ũ��ҺŨ�Ƚϵͣ��ﲻ����ҵ�����յ�Ŀ�ġ����м����� �����������л����Ũ�Ƚϵ�<2.5%(m/m)���Խϸ�Ũ�ȵķ�ˮû�е������Ĵ� ��������
������������Ŀ�����ṩһ��Ͷ���٣����гɱ��ֽϵ͵ĵ������������������� �����ˮ�Ĺ��գ��������̶̣����ռ��õ�������ҺŨ�Ƚϸߣ����ڻ��գ����Ҷ� �������ķ�ˮ���ŷţ��ܴﵽ����������Ҫ���и��õľ����Ժͻ���Ч�档
����������Ϊ��ǰ������������Ϊû��ѡ����ʽ����ȵ����ӽ���Ĥ���¡���� �ڵ��������в��õľ������ӽ���Ĥ�Ľ����ȵ�ѡ����ʮ����Ҫ�ģ����ڽ����� ҺŨ��������Ũ���DZ�Ҫ�����������ܴﵽŨ����Ŀ�ġ�
�����������ʺ��ڸ����л���Ũ����3��15%(m/m������ͬ)��Χ�ڵ��л��Ṥ ҵ��ˮ�Ĵ����� ��ˮ��[6]�м������Ƶ��л��ᣬ��Ũ�����ˮ���л���Ũ����ͬ���ɷ���
����Ϊ��ʵ�ֽ���ˮ�и����л���ȥ����Ũ����һ��Ũ�ȣ�Ӧ���������� ���������������۵ĵ���������
������һ���������������Ũ����ˮ�и����л���Ϊ��ҪĿ�ģ�
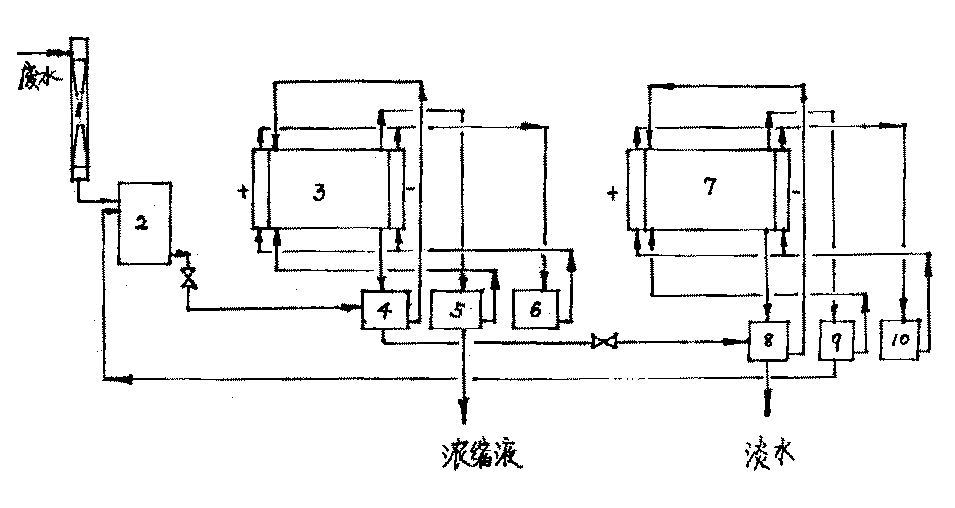
������ͼ1��ʾ���������л���ķ�ˮ��������[1]ȥ��������ٽ���� �ʹ�[2]����ˮ�ʵ��ںͻ��壬ʹ֮����ˮ�ʺ�ˮ���IJ�����Ȼ������һ ̨��������[3]�ĵ�ˮ����[4]����һ������ʱ��Ũˮ����[5]�м������� ���л�����Һ��ʹ��Ũ��Ϊ20--40%����ɷ�Ϊ��ˮ�и����л����е�һ�֣� ��ˮ��[6]�м������Ƶ��л��ᣬ��Ũ�����ˮ���л���Ũ����ͬ���ɷ��� Ũˮ�е���ͬ�����ֵ��������ܹ�����������
������������[3]����0.5--10V��Ĥ�Ե�ѹѭ��ʽ���������õĵ�ѹ�봦 �������Ũ�Ⱥ͵�����йء�����������ˮ����[4]�еķ�ˮ�ĸ����� ����Ũ�Ƚ���1--2%��ͬʱ��Ũˮ����[5]�еõ�20--40%�ĸ����л����� Һ���ڵ��������������й�����Ũˮ������ӣ����ӵIJ����ų������Խ��� ���մ�������ˮ����[4]�еķ�ˮ����ڶ�����������[7]�ĵ�ˮ��[8]�С�
������һ����������[3]Ҫ����ý�����5--20�ľ������ӽ���Ĥ�������� 10--30�������ӽ���Ĥ����ѵ�������Ĥ������Ϊ6--18��������Ĥ������ 12--28��
�����ڶ����������Խ�һ��ȥ����ˮ�и����л���Ϊ��ҪĿ�ġ�
������ͼ[1]��ʾ����������[7]�ĵ�ˮ����[8]�м���ӵ�ˮ��[4]���� �ķ�ˮ�������л���Ũ��1--2%����һ������ʱ��Ũˮ����[9]�м������Ƶ� �л�����Һ��Ũ����ԭ�Ϸ�ˮŨ����ͬ���ɷ���Ũˮ��[5]�г�ʼ�ɷ���ͬ�� ��ˮ��[10]�м������Ƶ��л�����Һ����Ũ����ɷ��뼫ˮ��[6]�е��� ͬ��
������������[7]����0.5--5V��Ĥ�Ե�ѹѭ��ʽ����������������ˮ�� ��[8]�еķ�ˮ�ĸ����л���Ũ�Ƚ���0.05-0.3%�����ˮ���ſɽ������� ������ͬʱ�õ�6--15%��Ũˮ��Ũˮ��[9]��������Ӳ��ַ��ؾ��ʹ�[2]�� ��ԭ�Ϸ�ˮһ������������[3]���ڶ�����������[7]Ҫ����ý����� 5--20�ľ��������ӽ���Ĥ��������5--15�ľ��������ӽ���Ĥ����ѵ� ��Ĥ������6--18����Ĥ������6--14��
�������������ص����ڷ�ˮֻ�����˶�����Ҫ���������������ɽ��е� ��������������[3]��[7]������ʴ���Ѷƶ����缫��һ��һ�λ�һ���� ����װ�����ڲ����������������ӽ���Ĥ��ѭ��ʽ���ѹ�ֲ������������� ����Ϊ��Ъʽ��ˮ�������������ò�ͬ�����ȵľ��������ӽ���Ĥ��Ŀ�� �Ǿ����̶ȵؽ������л���Ũ�����ϸ�Ũ�Ȼ����̶ȵؽ��ͷ�ˮ �и����л����Ũ�ȡ��þ���Ĥ�ڸ����л���ķ�ˮ���кܺõĻ�ѧ�ȶ� �ԣ�ͬʱ��Ĥ���С���绯ѧ���ܺá���Ĥ�ʺϴ������ϸ�Ũ���л������ ����ҵ��ˮ������ѭ��ʽ������ɼ����豸Ͷ�ʣ����̳��ȿ������ӳ��� �������ʺϲ�ͬŨ�ȵķ�ˮ����֤������ˮ��ָ�꣬�Ӷ�ʹ����������ƽ �����С�
������������Ч���ﵽ�˱�������Ŀ�ģ��������õ�������������һ�л� ���ˮ�����ܴ���2�����ϸ����л����ˮ����������ų���ˮ�к��л��� 0.05--0.3%(M/M)������������������Ҫ���ڵõ���Ũ��Һ���л��Ậ ���ɴﵽ20--40%(M/M)�����Է���Ľ��л������á������������������� �������м����дﲻ���ĺ������л���Ũ��Ϊ3--15%(M/M)�ķ�ˮ��
���������������м����кͷ��շ����ú������ײ������ù�����û�з����� ������û�з��շ��Ŀ����Ķ�����Ⱦ������Ч��á�
�����������м�������ȡ�����������ˮ����Ũ��15%(M/M)����ʱ�Ͳ��� �ã�����ñ����������������Ը��߾���ʵ���ԡ�
�������������������������̶̣�ȡ�������м����еĵ�����������һ�� ����ʱ�ڹ��˺�������������ӽ��������IJ��裬���Ͷ��ʡ�������г� ���ͣ�������
���������DZ�������ʵʩ����
������1.
������ˮ�к�������ͱ��ᣬ(���߿��������)������Ũ��Ϊ3%��ˮ���� ����Ҫ������账�����˺ͻ�����ʺ���е�һ���������������������� ������5�������ӽ���Ĥ��������15�������ӽ���Ĥ������5V�㶨Ĥ�Ե�ѹ ѭ����������һ������ʱŨˮ���м���20%��������Һ����ˮ���м���3%�� ������Һ������ˮ������Ũ�Ƚ���1%ʱ������ˮ����ڶ�������������һ�� �������õ������20--21%��Ũ��Һ��
�����ڶ������������ý�����5�������ӽ���Ĥ��������5�������ӽ���Ĥ�� ����2V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨˮ���м���3%�������� Һ����ˮ���м���3%��������Һ������ˮ������Ƚ�����0.05%ʱ������ˮ ��ϵͳ���ų�����������������ֹͣ���õ������4--6%��Ũ��Һ����Ũ�� Һ������Ӳ��ַ��ص�һ����������ԭ��ˮһ��������һ��Ũ����
������2.
������ˮ�к��������������ͱ��ᣬ������Ũ��Ϊ8%����ˮ���������� Ҫ����е�һ���������������������ý�����10�������ӽ���Ĥ�������� 20�������ӽ���Ĥ������8V��Ĥ�Ե�ѹѭ����������һ������ʱŨˮ���� ����20%��������Һ����ˮ���м���8%��������Һ����ˮ������Ũ�Ƚ��� 1.5%ʱ������ˮ����ڶ���������������һ���������õ������21--22%�� Ũ��Һ��
�����ڶ��������������ý�����8�������ӽ���Ĥ��������15�������ӽ� ��Ĥ������3V��Ĥ�Ե�ѹѭ����������һ������ʱŨˮ���м���8%������ ��Һ����ˮ���м���8%��������Һ����ˮ������Ũ�Ƚ���0.05%ʱ������ˮ �ų����õ������8--10%Ũ��Һ����Ũ��Һ������Ӳ��ַ��ص�һ������ ����ԭ��ˮһ��������һ��Ũ����
������3.
������ˮ�к�������ͱ��ᣬ������Ũ��Ϊ14%����ˮ����������Ҫ����� Ԥ��������е�һ���������������������ý�����15�������ӽ���Ĥ���� ����25�������ӽ���Ĥ������10V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨ ˮ���м���30%������Һ����ˮ���м�14%��������Һ������ˮ������Ƚ� ��2%ʱ������ˮ����ڶ���������������һ���������õ������28--30%�� Ũ��Һ��
�����ڶ��������������ý�����15�������ӽ���Ĥ��������15�������ӽ� ��Ĥ������4V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨˮ���м���14%���� ����Һ����ˮ���м���14%��������Һ������ˮ������Ũ�Ƚ���0.05%-0.1% ʱ������ˮ�ų����ڶ����������õ������14--16%��Ũ��Һ����Ũ��Һ�� �����Ӳ��ַ��ص�һ����������ԭ��ˮ���������һ��Ũ����
������4
������ˮ�к�������ͼ���ϩ�ᣬ������Ũ��Ϊ3%����ˮ����������Ҫ �����Ԥ�������е�һ�ε������������������ý�����7�������ӽ��� Ĥ;������18�������ӽ���Ĥ������5V��Ĥ�Ե�ѹѭ��ʽ��������һ������ ʱŨˮ���м�20%��������Һ����ˮ���м���3%������Һ����ˮ���������� Ũ�Ƚ���1%ʱ������ˮ����ڶ�������������һ���������õ�����Ũ�� 20--21%��Ũ��Һ��
�����ڶ��������������ý�����5�������ӽ���Ĥ��������5�������ӽ��� Ĥ������2V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨˮ���м���3%������ ��Һ����ˮ���м���3%��������Һ������ˮ������Ũ�Ƚ���0.05--0.1%ʱ�� ��ˮ��ϵͳ���ų����ڶ����������õ�����Ũ��3--5%��Ũ��Һ����Ũ��Һ ������Ӳ��ַ��ص�һ����������ԭ��ˮ�������һ��Ũ����
������5.
������ˮ�к�������ͼ���ϩ��;������Ũ��Ϊ8%����ˮ����������Ҫ �����Ԥ��������е�һ���������������������ý�����10�������ӽ��� Ĥ��������20�������ӽ���Ĥ������7V��Ĥ�Ե�ѹѭ��ʽ��������һ������ ʱŨˮ���м���20%��������Һ����ˮ���м���8%��������Һ������ˮ�е� ����Ũ�Ƚ���1--2%ʱ������ˮ����ڶ�������������һ���������õ����� ��21--23%��Ũ��Һ��
�����ڶ��������������ý�����8�������ӡ�10�������ӽ���Ĥ������3V ��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱ��Ũˮ���У�����8%��������Һ����ˮ ���м���8%��������Һ������ˮ�е�����Ũ���½���0.05--0.10%ʱ����ˮ ��ϵͳ���ų����ڶ��������õ�����Ũ��8%--10%��Ũ��Һ����Ũ��Һ�� �����Ӳ��ַ��ص�һ����������ԭ��ˮ�������һ��Ũ����
������6.
������ˮ�к�����ͼ���ϩ��������Ũ��Ϊ14%����ˮ��������Ҫ����� Ԥ��������е�һ������������������Ҫ������Ϊ15�������ӽ���Ĥ�� ������Ϊ25�������ӽ���Ĥ������10V��Ĥ�Ե�ѹѭ��ʽ��������һ����ʱ Ũˮ���м���30%��������Һ����ˮ���м�14%��������Һ������ˮ������ Ũ�Ƚ���2--2.5%����ˮ����ڶ�������������һ���������õ�28--30%Ũ ��Һ��
�����ڶ��������������ý�����10�������ӽ���Ĥ��������15�������� ����Ĥ������4V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨˮ���м���14%�� ������Һ����ˮ�м�14%��������Һ������ˮ������Ũ����0.1--0.2%ʱ���� ˮ��ϵͳ���ų����ڶ����������õ������14--16%��Ũ��Һ����Ũ��Һ�� �����Ӳ��ַ��ص�һ����������ԭ��ˮ�������һ��Ũ����
������7.
������ˮ�к��б��ᡢ���ᡢ����ϩ�ᣬ������Ũ��Ϊ3%����ˮ������ ��Ҫ�����Ԥ��������е�һ���������������������ý�����5�������� ����Ĥ��������15�������ӽ���Ĥ������4V��Ĥ�Ե�ѹѭ��ʽ��������һ�� ����ʱŨˮ���м���20%�ı�����Һ������ˮ����Ƚ���1%ʱ����ˮ����� ��������������һ���������õ�����Ũ��Ϊ20--22%��Ũ��Һ��
�����ڶ��������������ý�����5�������ӽ���Ĥ��������5�������ӽ��� Ĥ������2V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨˮ���м���3%�ı��� ��Һ����ˮ���м���3%�ı�����Һ������ˮ�е�����Ũ�Ƚ���0.05%ʱ���� ��ˮ��ϵͳ���ų�����������������ֹͣ���ڶ����������õ�����Ũ�� 4006%��Ũ��Һ����Ũ��Һ������Ӳ��ַ��ص�һ����������ԭ��ˮһ�� ������һ��Ũ����
������8
������ˮ�к��б��ᡢ���ᡢ����ϩ�ᣬ������Ũ��Ϊ8%����ˮ������ ����Ҫ�����Ԥ��������е�һ���������������������ý�����10������ �ӽ���Ĥ��������20�������ӽ���Ĥ����6V��Ĥ�Ե�ѹѭ��ʽ��������һ ������ʱŨˮ���м���20%�ı�����Һ����ˮ���м���8%�ı�����Һ����ˮ ������Ũ�Ƚ���1.5%ʱ������ˮ����ڶ�������������һ���������õ��� ��Ũ��22--24%��Ũ��Һ��
�����ڶ��������������ý�����8�������ӽ���Ĥ��������12�������ӽ� ��Ĥ������3V��Ĥ�Ե�ѹѭ��ʽ��������һ������ʱŨˮ���м���8%�ı� ����Һ����ˮ���м���8%�ı�����Һ����ˮ������Ũ�Ƚ�����0.1%ʱ���� ˮ���š��ڶ����������õ�8-10%��Ũ��Һ����Ũ��Һ������Ӳ��ַ��ص� һ����������ԭ��ˮһ��������һ��Ũ����
������9
������ˮ�к��б��ᡢ���ᡢ����ϩ�ᣬ������Ũ��Ϊ14%����ˮ������ ��Ҫ�����Ԥ��������е�һ���������������������ý�����15�������� ����Ĥ��������25�������ӽ���Ĥ������8V��Ĥ�Ե�ѹѭ��ʽ��������һ�� ����ʱŨˮ���м���30%�ı�����Һ����ˮ���м���14%�ı�����Һ������ ˮ������Ũ�Ƚ���2%ʱ������ˮ����ڶ�������������һ���������õ��� ��Ũ��Ϊ30--32%��Ũ��Һ���ڶ��������������ý�����8�������ӽ��� Ĥ��������10�������ӽ���Ĥ������3V��Ĥ�Ե�ѹѭ��ʽ��������һ������ ʱŨˮ���м���14%�ı�����Һ����ˮ���м���14%�ı�����Һ����ˮ���� ��Ũ�Ƚ�����0.1--0.3%���š��ڶ����������õ�14--16%��Ũ��Һ����Ũ ��Һ������Ӳ��ַ��ص�һ����������ԭ��ˮһ��������һ��Ũ����





