摘要:对食品(豆制品、乳制品、啤酒)加工过程中产生的中、低浓度有机废水可采用UASB—TF工艺进行处理。当进水COD浓度为1 000~3 000 mg/L时,出水COD浓度可降至50~90 mg/L,此工艺对季节性生产废水的处理也非常适合。
关键词:UASB TF 食品加工废水
对食品加工废水的处理一般采用物化法(气浮、混凝沉淀、吸附等),但其去除效率不稳定、运行费用高、管理操作不便。近年来也有以好氧法为主的处理技术,对有机物的去除虽较好,但其运行费用较高。而将上流式厌氧污泥床(UASB)与基本无动力消耗的滴滤床(TF)相结合的UASB—TF技术,经过在多个厂家的多种食品生产废水处理中的应用表明,该工艺处理效率高、运行费用低、投资较少、操作管理非常简便,二次启动非常便利,出水能达到《污水综合排放标准》(GB 8978—1996)中的一级标准,而且已有部分厂家将其出水回用于生产上的非直接冷却系统。
1 废水水质
豆制品(豆奶粉、豆奶饮料)、乳制品(酸奶、鲜奶等)、啤酒生产废水的水质见表1,其处理水量分别为800、400、600m3/d。
表1 废水水质
|
2 处理工艺的选择
2.1 气浮处理工艺
针对废水中含有较多胶体物质,采用常规气浮法能较好地将其去除。经气浮处理后出水较清,但因其对溶解性有机物不能去除、出水中CODCr含量较高、运行不稳定而不能达到排放标准。同时,因气浮会产生较多的污泥,而且污泥含水率非常高,所以运行费用也较高,目前已基本上不单独用于此种废水的处理。
2.2 好氧处理工艺
对于有机物含量较高且可生化性较好的有机废水,前几年使用最多的是接触氧化、SBR、活性污泥法等好氧工艺,对食品废水的处理效果也较好,CODCr的去除率可达90%以上[1],运行也较稳定。其缺点是需鼓风曝气、动力消耗较多、运行费用高,同时在停产检修后再启动时需较长时间(一般要一个月左右)。
2.3 UASB—TF处理工艺
对于进行废水治理的厂家来说,迫切需要的是投资少、运行费用低、运行稳定、处理效果好、操作
管理简便的处理工艺。在长期小试研究的基础上,提出了一种适于中、低浓度食品加工废水的处理工艺,即UASB —TF工艺(其中厌氧采用技术成熟、使用较广的UASB,好氧采用微动力消耗的滴滤床)。该工艺已在多家食品加工厂应用,并取得了非常好的运行效果。
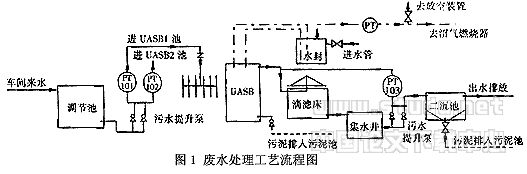
UASB—TF工艺的处理流程(见图1)为来自车间的废水先进入调节池进行水质水量的调节,若在冬季低水温时则进行加温以满足UASB的进水要求。UASB采用中温厌氧消化。因厌氧出水不能达到排放要求,故需利用好氧做进一步处理。好氧采用滴滤床技术,滴滤床内填加无机固体生物活性填料,通过无动力自动旋转布水器将厌氧出水均匀地洒布在滴滤床填料的表面,利用自然通风进行供氧。滴滤床出水进行部分回流以保证水力负荷及布水器转速的需求。
 |
3 系统运行情况
3.1系统处理效率
各套UASB—TF工艺都已运行数年,其间都经历了停产无水、检修、二次启动、进水浓度及水力条件变化等各种不利情况,但其运行一直都很正常,出水水质也非常稳定(见表2)。
表2 各系统处理效率
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.2 厌氧运行
因各厂来水的水质水量波动都较大,为此设置了调节池并在池内安装了加温系统,在水温低时对废水进行适当加热以减少进水对UASB内厌氧细菌的冲击负荷。UASB的运行参数见表3。
表3 厌氧UASB的运行参数
|
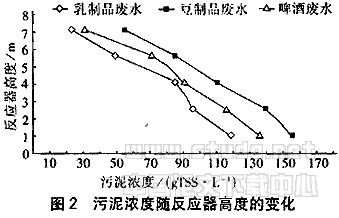
UASB内的菌种为青岛海泊河污水处理厂的中温厌氧消化污泥(含水率为75%),距经测定反应器底部1.0 m处污泥层的污泥浓度为100 gTSS/L(MLVSS为70 gVSS/L),UASB控制在中温(35~37 ℃)运行。
厌氧反应器中的污泥颗粒化程度较好,经2年运行后,从反应器各取样管取样测定污泥浓度的结果见图2。
 |
3.3 好氧运行
好氧选用的是国内较少采用的滴滤床反应器,采取自动旋转布水器均匀布水,充分利用厌氧出水的高差而不需要机械曝气,同时对滴滤床出水进行部分回流以降低滴滤床的进水浓度,增加水力负荷。滴滤床有效高度都为4 m,所加无机固体活性生物填料的粒径为80~100 mm,孔隙率>90%,比表面积>250m2/m3。
在滴滤床的长期运行中未发现填料堵塞和填料表面大块生物膜同时脱落的现象,无异味和滤池蝇产生。滴滤床出水进入斜管沉淀池,水中的生物膜在斜管沉淀池中能很好地被去除[2],达到了好氧“微动力消耗”运行。滴滤床的运行参数见表4。
表4 滴滤床的运行参数
|
3.4运行费用
整个处理系统运行效果稳定,其直接运行费用为3台水泵耗电费用和人员工资,每班只需一人进行简单操作,除水泵外基本没有其他设备需维修。
滴滤床产生的污泥全部回到调节池后再进入UASB中进行消化,UASB颗粒污泥进行外售,整个系统没有剩余污泥需处理。
4 结语
①采用UASB—滴滤床技术处理中、低浓度有机废水,其工艺路线先进,是一种新型的处理工艺。
②该工艺投资低、直接运行费用低、CODCr去除率高(基本达95%以上)、运行稳定、操作简便。
③系统污泥产量低,可做到不外排污泥,而且UASB在经过一段时间的运行后,可生长出较好的颗粒污泥(可直接外售),无需进行污泥处理。
④运行实践表明,UASB—TF工艺的抗冲击负荷能力较好,在有一定波动情况下出水仍较稳定,也适合于季节性生产的厂家。
⑤使用新型的滴滤床填料,较好地解决了滴滤床容易出现的各种问题。
⑥UASB—TF工艺的开发适应较多厂家的需求,具有广阔的应用前景。
参考文献:
[1]张兆昌.水解酸化—气浮—SBR工艺处理豆制品废水的研究[J].环境工程,1998,6(5):19-21.
[2]张自杰,等.环境工程手册(水污染防治卷)[M].北京:高等教育出版社,1996.作者: 马三剑,刘锋,蒋京东

