A/A/O���յ����������
�й���ˮ���������� ʱ�䣺2009-11-19 11:24:08
��ˮ�������� | ���ȫ��������������ҵ���۳ɱ�
ժҪ������ʵ�ʹ��̵�������������,�����ۺ�ʵ���϶�A/A/O���յ��Լ�����ģʽ����̽��,��ϸ���ˮ��ˮ�ʡ�ˮ���ص�Ͳ�ͬ�Ĵ�����ʩ,��A/A/O���������и����տ��Ʋ���������ϵͳ��������Ч����,���͵��Թ�������������̸�������,Ϊ�½��ͽ�����ˮ��������������Ա�ṩ�ο���
�ؼ��ʣ�A/A/O����,��������,�ܽ���,������
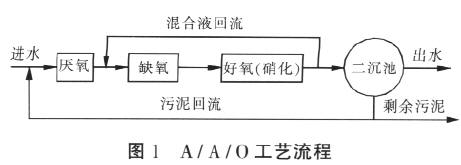
A/A/O��������������/ȱ����/������/������ϵͳ������,����A/O�����ջ�����,��������Ӧ��֮������һ��ȱ����Ӧ��,��ʹ������Ӧ���еĻ��Һ������ȱ����Ӧ��,ʹ֮��������������ˮ���Ƚ���������Ӧ��,���Է���ϸ������ˮ�еĿ����オ�������л���ת��ΪС���ӷ��Ͳ���,��VFA;���Һ����ȱ����Ӧ����,������ϸ�������ú�����Ӧ���о����Һ�����������������κ���ˮ�п����オ���л�����з�����,�ﵽͬʱȥ���л�̼������֮Ŀ�ġ�������ˮ���������Ӧ��,�����������ա�������ˮ�в���Ŀ����オ���л�����,��Ҫ�Ƿֽ�����������PHB,�ų���������ȡ�����е��ܽ�����,���Ծ�����ʽ��������������,ʵ��������������ֳ,��ͨ��ʣ�������ŷ�,����ȥ����
A/A/O�������ھ���ͬʱ������������,���������㷺Ӧ�����½�������ˮ�������С����ݱ��߶Լ����½�������ˮ����ʽ��������������,̸������ܺ���ᡣ
1��������ǰ�ļ��
 |
����ǰ�Թ�����豸�Ƚ����������Ƿdz���Ҫ�ͱ�Ҫ��,�����е��Ե���ˮ���з�������������ձ�:
(1)����������ڵĽ�������δ�����ɾ�,���ˮ��������ϵͳ�Ķ���,Ӱ�����ࡣ
(2)Ԥ���������������졢���´��״��ܷⲻ��,ͨˮ�����©ˮ����,Ӱ����Թ�����
(3)��ˮ�ߺ�ǽ��ӷ촦��©����,���������߿ڲ���ˮ,���ﵽ���Ҫ��
(4)���������ƽ������ýǶȲ���ȷ��λ�ò�����,���������˷Ѻ;ֲ����ٲ���,��ɾֲ����������
���,Ϊ�˽����������,����ˮ��ͨˮ����ǰ,�������ϸ�µļ��,ȷ���������������·�ͻ����豸�ܹ������Ҫ�����С�
2���Թ��̸����غ�������
���ڸ����е������������ˮˮ�ʡ�ˮ���IJ�ͬ,��Ҫ������ù����ص㲢������л����Ը����в���������Ч���ء�
2.1����ˮ��
���ڸ����е���������ͬ,����������Ҳ��һ���������Ϸ�����,�ļ��²��С,��ƽ��ˮ��Լ20��,�ļ����ˮ��Լ29��,���������ƽ��ˮ��15�档һ����˵,ˮ��>15��������ﴦ��Ч��Ӱ�첻��,һ���ļ������Խ��е��ԡ��ڱ�������,�������¾�����8��,ˮ�µ���15�档������ij��ˮ��������������11��12�½��е�,��ʱ����8������,ˮ��12��,��Ȼ���Խ����������,��ˮ�ʴ���Ч�ʽ���,�������ʱ���ӳ������,�ڱ�����ñ��ⶬ��������ˮ���ԡ�
2.2����ˮ�ʼ�ˮ��
����һЩ����������ʩ����,���۲��ֵij���,�ձ������ˮ����Ѹ��,����ˮ�����ʼ����д����ʵ�,��ˮ�������������������һЩ��ҵ����,������е��Ϸ�ij��ˮ��,ˮ�ʳɷָ���,�ѽ���,�ж����ʺ�����,��ˮ�ʲ�����,�Ӷ�Ӱ���������ϵͳ����������,���������͡������ж��ȡ����,������Ͷ������ˮ��,Ҫʹ���������ȶ�,�����ռ������Ļ�������,�����dz�����״ˮ�����ϡ�����Ҫ���յ�����Ա���ڰ��ս�ˮˮ����ˮ���ص�,�۲�����pH�仯,ÿ��������ᄉ��,�Ա㼰ʱ���й��յ���,���ȡ���������䡢�������������Ӵ�����ȡ�����ܽ����ȴ�ʩ��
2.3�Կط��������
���Կط���,��ˮ����������������ϵͳ��ɢ���Ϳ���,������ʾ������,�����豸���ɸ�����ˮˮ�ʡ������Ȳ����Զ�������ת̨��������ʱ�䡣����һЩ��ˮ�����Կط���Ͷ�ʽϴ�,ʵ����������ȴ�������,��ˮ��������Ӧ�ﵽ���¼���Ҫ��:
(1)������������ȫ��,������,������������,�������ա�
(2)��������ɿ���ʵ��,������,��Ҫ���ǵ��ֳ����ܳ��ֵĸ����������,��綯բ����ˮ������������;�ھֲ�λ�������Զ�����ϵͳ,���ɽ�ˮ������ˮλ������ˮ������ת�ȡ�
(3)����ʵ��ʵʱ���ݲɼ���ʵʱ����ʷ������ʾ����ʾ�����������û��ۺϱ����ȹ��ܡ�һ�����:��ˮ������������ͼ���DZ���ʾͼ������������ʵʱ����ͼ����ˮ������ʵʱ����ͼ����ʷ����ͼ,���ϱ�����ʵʱ��ѯ����¼,����ϵͳ�ɴ�ӡ���鱨�����±����걨�ȡ�
���,��һ�õ��Կ�����,�����ڵ��Խδ����ٵ�����Ա�Ĺ���ǿ��,������ˮ�����ڲ�����,���㹤��Ҫ��,���ҿ�ʹ������ˮ����ϵͳ�ڽϾ���״̬�����С�
2.4�����P�豸������
һ����˵��������豸�Ѿ�ѡ��,�����ܱ䶯,��������ù����P�豸�����Խ��й��յ���Ҳ�����̵���ʱ���Ҫ�ء�
(1)ʵ�����Ż��Ķ�����ϡ�����ݽ�ˮ�����ͺ�������һ�µ�����,�����ݽ�ˮ������ˮ������̨�������;���ڽ������;����ƽ����õ�����װ�ÿ��Խ��к������,��֤�����ͽ�������ˡ�
(2)�����������ɵ��߰���м�Ъʽ�Ľ�ˮ����������������ˮ����������͵�������������̬���ܽ����ķֲ������ó�Խ���������ŵ��л����л���������ϵͳ�ڵ�ת�Ƶ������ơ�
(3)ʵ�ֺ��������ࡣ���ݼ�Һ��Һλ�ơ���λ�Ƶ��DZ�����ʣ�����Ŀ�����������ˮ�������Խ����������,��֤������ˮ�����������ܷ�����ˮ�豸�����Ҫ��
2.5��Ա��ѵ
������ˮ���ս�����������,������Աȱ������ˮ�������̵��˽�,���ܶ�ϵͳ���м�ʱ����,���ӳ�����ʱ�䡣���,Ҫ�������Ա�Ա����Ĺ������̼�����������豸�������г����˽�;���,���豸�������׳��ֹ��ϵ��豸���м�ʱ�ų����ϵ���ѵ,��֤�豸��������;�Ի�����Ա���л�����������ѱ��Ч������ѵ�����ڻ�����Ա��ȡ��ʱ�䡢λ�úͷ���������������ԭ��,����˻�����Ŀ��ȫ��,���������,ȷ�ʵ͵�����,��Ҳ��Ӱ����ԵĽ��̡�
3���Թ��̵Ĺ��ղ�������
3.1�ܽ���
�ڻ���������������,����δ����,��������,��˽���������С,��������ͨ��������ˮ���ŵ����ֿ���,��ֹ�������ϳ��ֹ������ĭ�������ĭ������,Ӱ���������,�ɲ��ü�Ъ����,һ��ͣ����ʱ�������4~8h֮��,ͬʱ�۲����������������ɫ����ζ,������������ɫΪ�ƺ�ɫ,����ζ,�������������������,��ɫ��Ϊ��ɫ,���������ϸ�������,��ʱ�������������
3.2���������������
��������ˮ��,�����Ŵ�������,���������ڵ��ӳ桢��֦������,���ҳ��֘J�˳桢��������ë��ȶ���ԭ������(һ��1�ܿɳ����������),������������������졣���Ż�����������,��Լ2��3�ܺ�ɷ���һЩ�ֳ桢�߳�Ⱥ�������,��������������ȫ���졣
3.3��������������
�����������Ҫһ������,������������ļ���ɴ��Եİ���ˮBOD5��40%(������Դ�������������ĵ���),�ټ��Ͻ�����ˮSS����Ⱦ������������ϵͳ�ڻ����������������Щ����ֲ��������ء�A/O���Լ������ص������ڡ����������ڵĻ����������ﵽ1000��1500mg/LŨ�ȡ�������Ϊ10%����ʱ,�����������̻�����ɡ�
3.4������
�������г���,�����ȿɿ��Ƶ�100%��200%,�Ա㱣֤�������ڵ����༰ʱ������������������һ����ʱ,������������100%���¡�SVI��50~100mL/gʱ,��ʹ������Ƚ���50%~60%�������Գ�������Ϊ����,�ڱ�֤�������ڲ���������������ǰ���½��л����ȿ��ơ�
4A/O�������ŵ���������
4.1���ܽ����Ŀ���Ҫ��
����A/A/O����,�����ء������ε��ܽ����DZ�֤�������ij���ͷ������յ���Ҫ����;����ȱ���Ρ������ε��ܽ���ֵ��Ӱ�������뷴�����Ƿ�������һ����Ҫ���ء�
(1)һ��������ܽ���������1.5~2.5mg/L֮�䡣����������ܽ����½�,˵���������㡣
(2)ȱ�����ܽ���������0.5mg/L����,����ܽ����ϸ�,˵���ڻ�����ֵ����
(3)�������е��ܽ���������0.2mg/L���¡��������ܽ�������,���������������Ƿ�������߽���ǿ���Ƿ�����½������е�����ԭ��ˮ�С�
4.2F/M(BOD����)����
����ˮ�����Գ���,���ڻ���������������,BOD5���ɴ���0.3kgBOD5/(kgMLVSS��d),BOD5ȥ���ʵ�,����Ч������30%,��BOD5�����ӽ�0.3kgBOD5/(kgMLVSS��d),BOD5ȥ���ʿɴ�90%,����Ч���������,����Ч���ɴﵽ70%����ϵͳ���ฺ�ɼ������͵�0.15kgBOD5/(kgMLVSS��d)ʱ,����Ч�ʱ仯����,���������л�������ı�ֵһ����Ե�ʡ���BOD5����С��0.1kgBOD5/(kgMLVSS��d)ʱ,BOD5ȥ���ʼ�����Ч�ʷ������͡��������ڽ�ˮ�л�����,���ﴦ�ڼ���˥��״̬,���������������,�����Ա��,�������ܶ�,���³�ˮ���ǡ����,��ʵ�������б������е����ฺ�����б�Ҫ�ġ�
һ��A/A/O����BOD5���ɱ仯������0.10~0.30kgBOD5/(kgMLVSS��d)��Χ,���������й��ա��ڴ˷�Χ��,BOD5ȥ���ʿɴ�90%,����Ч��70%���ϡ�
4.3������Ŀ���
����A/A/O����,������Ŀ����������������е���Ҫ����������ˮ����ˮ�ʺ㶨ʱ,��Ҫ��������ʣ��������ŷ���,����MLSS��Ũ�ȡ�ͨ���ڶ�������ʱ����MLSS��3500mg/L����,���ฺ��Ϊ0.1kgBOD5/(kgMLVSS��d)����,SRT������12d����;���ļ�����ʱ����MLSS��2000mg/L���ҵĵ�Ũ������,���ฺ��Ϊ0.18kgBOD5/(kgMLVSS��d)����,SRT������8d��������Ч���Ϻá�
5����
A/A/O���վ��нϺõ��ͳ����������,��ˮˮ�ʽ��ȶ�,���Խ�����������,�������������������;������л����ɡ������Լ�̼Դ�����ϴ�����ì�ܺ;���,������ͬһϵͳ�г��ڻ�������ĸ�Чȥ��;ͬʱA/A/O���մ�����̼Դ����ͻ������Һ�������ν������������ų������⡣���,Ҫ���ͬʱ������������Ч��,����ʱ�辫�ĵ���,���ڹ���ij��ˮ�����������г�ˮ�ܴﵽ������TP<1mg/L,TN<15mg/L,BOD5<10mg/L,SS<20mg/L,CODCr<30mg/L,NH3-N<10mg/L,NO3-N<3mg/L�Ľϼ��ȶ�Ч����������A/A/O������Ӧ����ѡ������ʽ����Ũ����,ͬʱӦ��ǿ������ˮ����,ʹʣ�����༰ʱ��ˮ,��ֹ����Һ����ˮ������Һ�е������»�������ˮ��ǰ�ļ�ˮ����,�������ڴ���ϵͳ��ѭ����
�����:�¼���(1973��),Ů,����ʦ����Դ��������ˮ������: �¼���,������,����Ԫ,���ǿ,�θ�

