河北邯郸某钢铁厂建有250万t薄板坯连铸连轧生产线、国内第一条热轧薄板酸洗镀锌生产线、年产130万t冷轧薄板生产线。其热力厂热轧板工程循环水系统共有A、B、C、D四个系统,其中C系统为薄板坯连铸连轧浊循环系统。
连铸浊环水来自二冷喷淋系统,用于对铸坯、切割辊道和出坯跨等的直接冷却; 连轧浊环水主要用于粗轧机、精轧机、轧辊的冷却以及对主轧线所有设备的直接冷却。这两种浊环水有很多共性,在生产运行过程中均与被冷却对象直接接触,存在大量氧化铁皮、金属粉尘、油污等杂质。
连铸连轧浊环回水中存在高浓度的油污、悬浮物等,使水系统产生腐蚀、结垢和微生物繁殖等问题,最终导致喷淋系统喷嘴堵塞和过滤器滤料板结、偏流,导致冷却水供水不足或供水不均。随着连铸、热轧工艺的进步和对产品质量要求的提高,对浊环水质的要求也逐渐提高。而良好的水处理措施是高品质连铸、热轧工艺实施的保证,也是生产高质量铸坯和精轧产品的必要条件。
1 水质要求
循环水控制指标要求:pH为7~9,油≤10 mg/L,悬浮物≤20 mg/L,浊度≤20 mg/L。
2 工艺流程
循环水系统的原工艺流程见图 1。
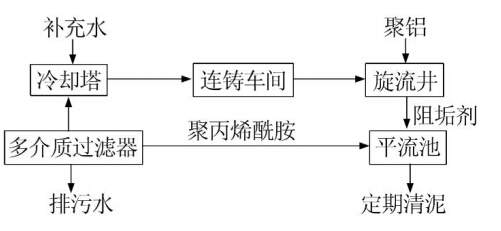
图 1 工艺流程
循环水进入旋流井,与聚铝混合作用后去除氧化铁皮,出水进入平流池,经絮凝、沉淀、过滤后出水上冷却塔循环使用。处理工艺采用平流池作为沉降设备来去除悬浮物,同时在平流池上安装除油机以除去浮油,延长后续过滤器滤料的使用寿命。由于循环冷却水回水水质较差,而供水水质要求较高,该流程中过滤器的压力较大,需要定期检查滤料并及时补充,以保证出水水质。
3 系统存在的问题和改进措施
上述系统主要存在以下问题:(1)平流池表面含油较多,油层较厚且水体浑浊,能见度较低;(2)高速过滤器滤料反冲洗效果较差;(3)连轧生产线喷嘴前过滤网堵塞严重。
连铸热轧浊循环水回水中含有高浓度的悬浮物、油污等,容易堵塞喷淋系统喷嘴,过滤器滤料发生板结和偏流,使冷却水供水不足或供水不均,造成铸坯、轧件出现缺陷以至出现次品。在已有处理设施不变的情况下,投加高效水处理药剂及改变工艺流程,可使浊环水供水水质得到改善,延长了浇割时间,从而满足生产高质量精轧产品的需要。
3.1 改变加药点
为更好地除油和除浊,针对系统的实际运行情况,在旋流井入口前20 m处加入聚铝,在旋流井处加入高分子絮凝剂聚丙烯酰胺,在旋流井添加4处加药点,使聚丙烯酰胺能充分发挥作用,以达到更好的沉降效果。改进后的工艺流程见图 2。
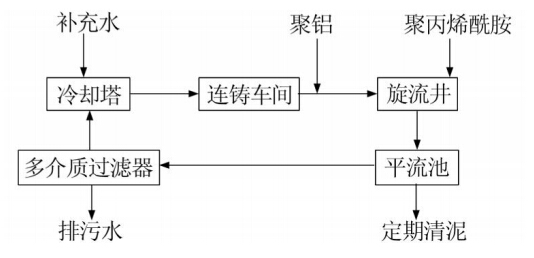
图 2 改进后工艺流程
3.2 增添加药装置
(1)为实现在旋流井入口前20 m处加入聚铝,添加2个10 t罐,用软管将其引至所需位置。(2)为充分发挥聚丙烯酰胺的作用,在原有聚丙烯酰胺加药罐上安装1台多叶片搅拌器和自循环泵,使聚丙烯酰胺能充分溶解。(3)为达到最佳清洗效果,在多介质过滤器反洗水进口处安装1台大流量循环泵。具体参见http://www.dowater.com更多相关技术文档。
3.3 药剂投加方式及用量
药剂投加情况见表 1。

4 工艺改进前后系统指标对比
系统工艺流程改进后,油质量浓度明显下降(见图 3),且处于稳定变化范围内,远低于控制指标(<10 mg/L)。说明通过絮凝剂和助凝剂的合理配比投加,对系统的油质量浓度控制较好。平流池表面较改进前有明显改善,表面油层稀薄,水体比较清澈,能见度较高。
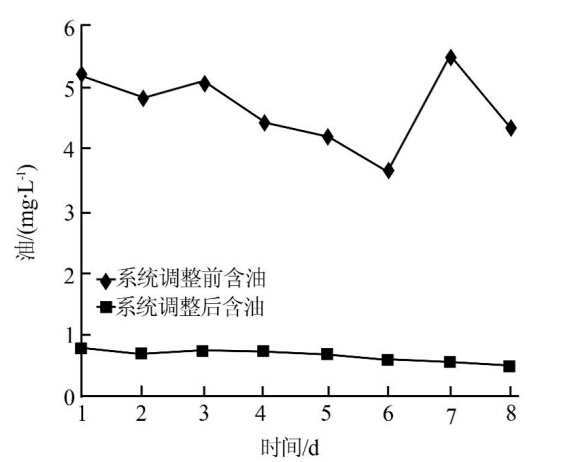
图3 系统中油变化情况
系统工艺流程改进后,悬浮物明显降低,维持在10 mg/L左右(见图 4),极大地减轻了高速过滤器的压力,缓解了连轧喷嘴前过滤网的堵塞情况。主要体现在高速过滤器反冲洗效果提高;连轧生产线喷嘴前过滤网清洗频率下降,浇割次数由一浇次一清洗延长至两浇次一清洗。
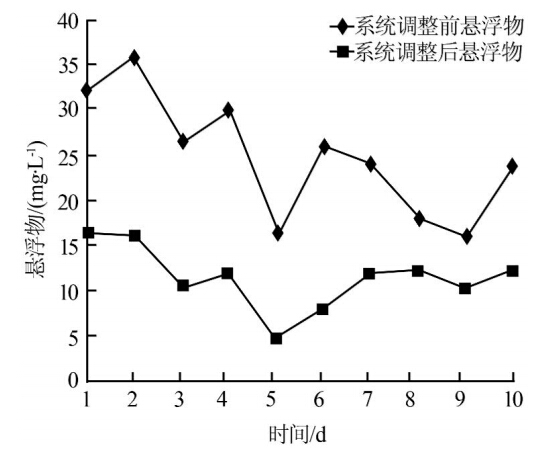
图 4 系统悬浮物变化情况
此外,系统工艺流程改进后浊度明显降低,从最高值20 mg/L降低并维持在2 mg/L左右。
5 结论
对某钢铁厂连铸连轧系统工艺流程进行改进,从处理后水质各项指标综合判断,系统对油、悬浮物和垢的处理效果均较好,处于稳定的良性循环状态。

