
申请日2017.06.06
公开(公告)日2017.08.04
IPC分类号C02F9/14; C02F103/34
摘要
本发明涉及环境治理和资源化利用技术领域,具体涉及一种处理医药中间体生产废水的模块化集成系统。针对医药中间体制造厂在生产过程中产生的高浓度混合有机废水处理的问题,进行工艺集成与参数设计,模块化集成工艺由固液分离模块、一级预处理模块、二级生化模块和三级深度处理模块四个模块组成,在进水端安装在线监测系统,对水质信息进行收集和分析,将结果输出至自动控制系统,由自动控制系统向各模块发出信号,实施自动化控制。本发明具有灵活、高效、便捷、智能等特点,能够保证废水处理设施经济、有效、稳定运行。
权利要求书
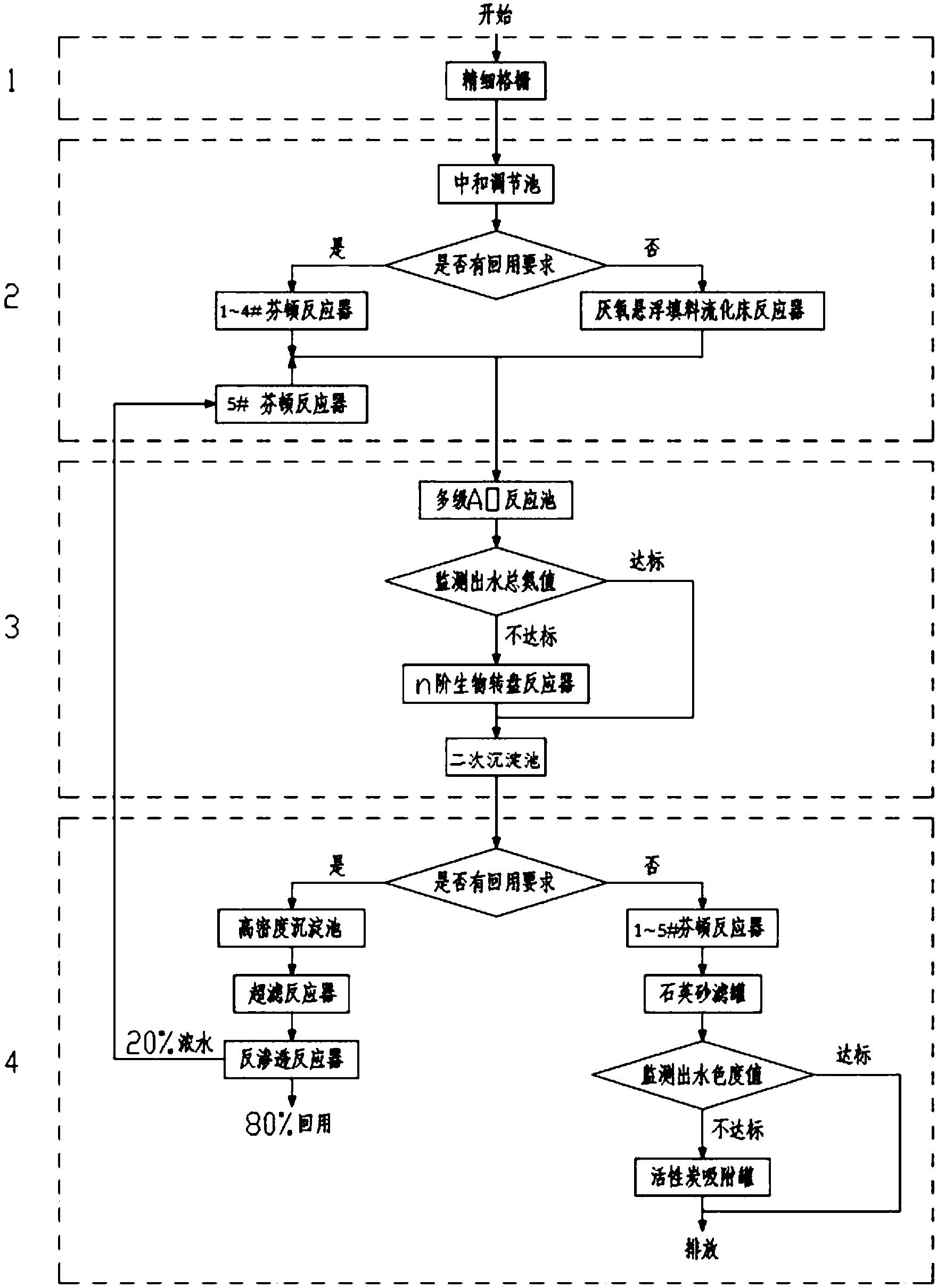
1.一种处理医药中间体生产废水的模块化集成系统,其特征在于:包括固液分离模块、一级预处理模块、二级生化模块和三级深度处理模块四个模块;所述一级预处理模块包括中和调节池、1#~4#芬顿反应器和厌氧悬浮填料流化床反应器;所述二级生化模块包括多级AO反应池、n阶生物转盘反应器和二次沉淀池;所述三级深度处理模块包括两个子模块,一个子模块包括高密度沉淀池、超滤反应器、反渗透反应器和5#芬顿反应器,另一个子模块包括1#~5#芬顿反应器、石英砂过滤罐和活性炭吸附罐;所述四个模块及子模块的进水端安装在线监测系统,对水质信息进行收集和分析,将结果输出至自动控制系统,由自动控制系统向各个模块发出信号,实施自动化控制。
2.根据权利要求1所述处理医药中间体生产废水的模块化集成系统,其特征在于:所述固液分离模块为栅网孔径范围3mm~5mm的精细格栅。
3.根据权利要求1所述处理医药中间体生产污水 的模块化集成系统,其特征在于:所述1#~4#芬顿反应器与所述5#芬顿反应器采用并联方式连接;若出水有回用要求,1#~4#芬顿反应器作为预处理模块的一部分,5#芬顿反应器作为反渗透反应器处理后剩余浓水的膜浓水处理反应器;若出水无回用要求,1#~5#芬顿反应器整体作为三级深度处理模块的一部分。
4.一种如权利要求1-3之一所述的处理医药中间体生产废水的模块化集成系统的工作方法,包括如下步骤:
(1)医药中间体生产废水通过固液分离模块的精细格栅分离出药品外壳和部分原材料残渣等有机质及大颗粒悬浮物和沉淀物;
(2)经过固液分离模块分离后的废水进入到一级预处理模块的中和调节池,若有回用水要求,则出水运行1#~4#芬顿反应器,若无回用水要求,则出水运行厌氧悬浮填料流化床反应器;
(3)经过一级预处理模块的废水进入到二级生化模块的多级AO反应池,进行强化除氮处理;然后监测出水总氮值是否达国家标准,若总氮值达国家标准,则出水直接进入二次沉淀池;若总氮值不达国家标准,则出水进入n阶生物转盘反应器,并根据出水水质总氮值指标选择运行阶数,处理达标后出水再进入二次沉淀池;
(4)经过二次沉淀池的出水进入所述三级深度处理模块,根据是否有回用要求选择子模块;若有回用要求,则二次沉淀池出水依次进入高密度沉淀池、超滤反应器和反渗透反应器,反渗透反应器运行时产生无法排放的浓水占总进水量的20%,浓水进入5#芬顿反应器进行氧化后再次进入二级生化模块;若没有回用要求,则二次沉淀池出水进入1#~5#芬顿反应器;反应后进入石英砂过滤罐进行过滤,根据过滤后的出水色度值达标与否选择是否运行活性炭吸附罐,若过滤后的出水色度达国家标准,可直接排放,若出水色度值不达国家标准,则过滤后的出水进入活性炭吸附罐进行处理,达标后排放。
5.根据权利要求4所述的处理医药中间体生产废水的模块化集成系统的工作方法,其特征在于:所述多级AO反应池采用3级AO,分阶段进水,进水比例分别为1:2:3。
6.根据权利要求4所述的处理医药中间体生产废水的模块化集成系统的工作方法,其特征在于:所述n阶生物转盘反应器采用1~4阶生物转盘串联布置,根据出水总氮值指标选择运行阶数,出水总氮超标0~20%,运行1阶,出水总氮超标20~35%,运行2阶,出水总氮超标35~50%,运行3阶,出水总氮超标50%以上,运行4阶。
7.根据权利要求4所述的处理医药中间体生产废水的模块化集成系统的工作方法,其特征在于:所述高密度沉淀池投加活性炭30~50mg/L、聚合氯化铝20~40mg/L和聚丙烯酰胺0.2~0.5mg/L。
说明书
一种处理医药中间体生产废水的模块化集成系统及其工作方法
技术领域
本发明涉及环境治理和资源化利用技术领域,具体涉及一种处理医药中间体生产废水的模块化集成系统及其工作方法
背景技术
制药生产过程中产生的有机废水是公认的严重环境污染源之一,2009年,我国制药企业达到6807家,废水排放量总量达到52718万吨,制药工业占全国工业总产值的1.72%,而制药废水占工业废水排放总量的2.52%。因此,制药工业已被国家环保规划列入重点治理的12个行业之一,制药工业产生的废水则成为环境监测治理的重中之重。我国制药工业存在着企业数量与生产品种多但规模小、布局分散的状况,在生产工程中还存在着原材料投入量大但产出比小、污染突出的问题。特别是,大多数制药企业生产多种药品或医药中间体产品,采用的原料和工艺均不同,因此产生性质、成本、浓度均有较大差别的废水。
自2010年7月1日起,《制药工业水污染物排放标准》开始全面强制实施。该标准覆盖了制药工业的所有产品生产线,包括发酵类制药、化学合成类制药、提取类制药、中药类制药、生物工程制药及混装制剂类制药六类。由此可见,制药企业的环保责任与企业的生存和发展紧密相连,严格治理制药废水并达标排放已刻不容缓。
制药工业相对于其它产业,产品种类繁多、过程复杂,不同的品种生产过程各不相同。制药生产过程产生的有机废水污染物浓度高、水量大、组分复杂,废水中含有大量难生化降解的化学合成物质和生化抑制物质等,废水可生化降解性较差。其中发酵类、化学合成类制药废水是行业的污染控制重点和难点。
发酵类药物生产过程产生的废水为高浓度难降解有机废水。废水来源于发酵、过滤、萃取结晶,提炼、精制等过程。废水中所含主要污染成份为发酵残余物、破乳剂和残留抗生素效价及其降解物,还有在抗生素提取过程中的各种有机溶剂和一些无机盐类等。主要污染指标是pH、色度、BOD5、COD,SS、动植物油、氨氮和TOC含量、急性毒性、总锌含量和总氰化物含量等。其废水成份复杂、碳氮营养比例失调,氮源过剩,并含有大量硫酸盐、药物效价及其降解物等生化抑制物,可生化性较差。
化学合成类制药废水是用化学合成方法生产药物和制药中间体时产生的废水。生产过程复杂,工艺过程反应步骤多,一种原料药往往有十几步甚至几十步反应;参与药物合成过程的母核、前体、侧链、保护基、辅剂等物质的种类多、利用率低、生产过程产生的废弃物量大、成分复杂,对环境的污染危害影响严重。其生产废水中的污染物是以化学合成物质为主,同时含有大量残留药物效价及其降解物以及不同的盐类等,其废水较发酵类废水具有更强的生化抑制毒性。主要污染指标为pH、色度、SS含量、BOD5、COD、动植物油、氨氮和TOC含量,急性毒性,总镉、总汞、总铅含量等金属类毒性无机物,以及苯、乙醇、氯仿等有机溶剂含量。水质水量变化大,pH变化大,污染物种类多,成分复杂,可生化性差,含有难降解物质和有抑菌作用的抗生素,有毒性、色度高。
由于医药中间体制造生产废水含有易于降解的高浓度有机污染物,可生化性较好,因此适宜采用生物法处理。因单一的厌氧工艺、好氧工艺均不能实现医药中间体制造废水中高浓度有机质的高效去除,将厌氧与好氧工艺联合运行是十分必要的。
发明内容
为解决上述技术问题,本发明提供了一种处理医药中间体生产废水的模块化集成系统,针对医药中间体制造厂在生产过程中产生的高浓度有机废水处理的问题,进行工艺集成与参数化设计,实现工艺模块化、智能化、集成化。根据出水水质条件和有无回水要求,选择运行模块及其控制参数,选择运行条件时,均在进水端设置在线监测系统,通过对来原水的水质信息收集、分析,将结果输出至自动控制系统,由自动控制系统向个模块或子模块单元发出信号,以控制整体工艺的自动化运行。
具体技术方案如下:
一种处理医药中间体生产废水的模块化集成系统,包括固液分离模块、一级预处理模块、二级生化模块和三级深度处理模块四个模块;所述一级预处理模块包括中和调节池、1#~4#芬顿反应器和厌氧悬浮填料流化床反应器;所述二级生化模块包括多级AO反应池、n阶生物转盘反应器和二次沉淀池;所述三级深度处理模块包括两个子模块,一个子模块包括高密度沉淀池、超滤反应器、反渗透反应器和5#芬顿反应器,另一个子模块包括1#~5#芬顿反应器、石英砂过滤罐和活性炭吸附罐;所述四个模块及子模块的进水端安装在线监测系统,对水质信息进行收集和分析,将结果输出至自动控制系统,由自动控制系统向各个模块发出信号,实施自动化控制。
所述固液分离模块为栅网孔径范围3mm~5mm的精细格栅。
所述1#~4#芬顿反应器与所述5#芬顿反应器采用并联方式连接;若出水有回用要求,1#~4#芬顿反应器作为预处理模块的一部分,5#芬顿反应器作为反渗透反应器处理后剩余浓水的膜浓水处理反应器;若出水无回用要求,1#~5#芬顿反应器整体作为三级深度处理模块的一部分。
一种处理医药中间体生产废水的模块化集成系统的工作方法,包括如下步骤:
(1)医药中间体生产废水通过固液分离模块的精细格栅分离出药品外壳和部分原材料残渣等有机质及大颗粒悬浮物和沉淀物;
(2)经过固液分离模块分离后的废水进入到一级预处理模块的中和调节池,若有回用水要求,则出水运行1#~4#芬顿反应器,若无回用水要求,则出水运行厌氧悬浮填料流化床反应器;
(3)经过一级预处理模块的废水进入到二级生化模块的多级AO反应池,进行强化除氮处理;然后监测出水总氮值是否达标,若总氮值达标,则出水直接进入二次沉淀池;若总氮值不达标,则出水进入n阶生物转盘反应器,并根据出水水质总氮值指标选择运行阶数,处理达标后出水再进入二次沉淀池;
(4)经过二次沉淀池的出水进入所述三级深度处理模块,根据是否有回用要求选择子模块;若有回用要求,则二次沉淀池出水依次进入高密度沉淀池、超滤反应器和反渗透反应器,反渗透反应器运行时产生无法排放的浓水占总进水量的20%,浓水进入5#芬顿反应器进行氧化后再次进入二级生化模块;若没有回用要求,则二次沉淀池出水进入1#~5#芬顿反应器;反应后进入石英砂过滤罐进行过滤,根据过滤后的出水色度值达标与否选择是否运行活性炭吸附罐,若过滤后的出水色度达标,可直接排放,若出水色度值不达标,则过滤后的出水进入活性炭吸附罐进行处理,达标后排放。
所述多级AO反应池采用3级AO,分阶段进水,进水比例分别为1:2:3。
所述出水总氮值的标准为:城镇污水处理厂污染物排放一级A标准总氮要求是15mg/L,城镇污水处理厂污染物排放一级B标准总氮要求是20mg/L,监测时根据设定的出水标准调整测定值。
所述n阶生物转盘反应器采用1~4阶生物转盘串联布置,根据出水总氮值指标选择运行阶数,出水总氮超标0~20%,运行1阶,出水总氮超标0~20%,运行1阶,出水总氮超标20~35%,运行2阶,出水总氮超标35~50%,运行3阶,出水总氮超标50%以上,运行4阶。
所述高密度沉淀池投加活性炭30~50mg/L、聚合氯化铝20~40mg/L和聚丙烯酰胺0.2~0.5mg/L。
所述出水色度值的标准:城镇污水处理厂污染物排放一级标准色度要求为30;城镇污水处理厂污染物排放二级标准色度要求为40。
本发明的优点是:
1、芬顿反应器包括1#~5#共计五组,采用并联方式,作为出水有回用要求和无回用要求共用。若出水无回用要求时,芬顿反应器中的1#~5#整体作为深度处理模块的一部分,这样的设计最大限度降低造价和运行费用,节省投资,提高设备利用率。若出水有回用要求,则1#~4#芬顿反应器作为预处理模块的一部分,5#芬顿反应器作为膜浓水处理反应器。将1#~4#芬顿反应器作为预处理模块的一部分,与厌氧悬浮填料流化床反应器相比,能降低运行费用,并且提高一级预处理模块出水水质。将5#芬顿反应器作为膜浓水处理反应器,能实现废水全部回用,无外排污水。
2、本发明在三级深度处理模块将两个子模块有机地连接在一起,第一个子模块包括高密度沉淀池、超滤反应器和反渗透反应器,第二个子模块包括芬顿反应器、石英砂过滤罐和活性炭吸附罐。根据对出水是否有回用要求运行不同子模块:当有回用水要求时,运行第一个子模块,全部污水实现经处理后达到回用水水质要求;当没有回用水要求时,运行第二个子模块,将水处理达排放标准后再进行排放。
3、本发明在各进水端设置在线监测系统,通过对水质信息收集、分析和有无回水要求,选择运行模块及其控制参数,将结果输出至自动控制系统,由自动控制系统向个模块或子模块单元发出信号,以实现控制整体工艺的自动化运行;
4、工艺组合模块化程度高,有利于技术转化为集成设备,节省空间,工艺组合技术先进,能够同时处理COD、氮、磷,稳定达标,出水可循环再生利用;
5、特别适于采用多种工艺生产多种药品的浓度高、成分复杂且波动大的中、小医药中间体制造厂生产废水处理。
6、特别适用于在不同阶段有不同出水要求的污水处理系统,可实现利用同一系统完成两种不同程度的出水水质指标,最大限度地节省投资和降低占地面积。





