申请日2016.05.25
公开(公告)日2017.05.17
IPC分类号C02F9/08
摘要
本发明公开了一种石油化工含氰废水处理工艺及装置;该工艺利用气浮装置去除石油类和悬浮物,其后pH调到10‑13,在紫外灯作用下进行催化反应,其后臭氧被微纳米气泡发生器分散到微纳米级别,进行氰化物氧化反应;该装置主要包括气浮设备、pH调节池、催化反应池、氧化反应池、pH回调池、臭氧发生器和微纳米气泡发生器等;催化反应池和氧化反应池设置为同心圆柱形结构,避免了反应死角和反应不均匀,pH回调池与催化反应池和氧化反应池成一体化设计,顶部密封并设置排气口,保证了溢出气体的充分收集。该工艺和装置能有效处理络合态氰和游离态氰,对络合态氰效果极佳,使总氰化物降到排放标准以下,处理成本相对较低。
权利要求书
1.一种石油化工含氰废水处理工艺,其特征在于废水经过气浮设备2,进入pH调节池4,pH调到10-13后进入催化反应池6,在波长为185nm和254nm的紫外灯作用下,进行10-60min的催化反应,达到同时催化络合态氰和降解氰化物的目的;其后废水进入氧化反应池9,小部分废水进入微纳米气泡发生器11,与同时进入的臭氧混合后产生微纳米气泡,再进入氧化反应池9,废水在氧化反应池被氧化10-60min后,进入pH回调池16,调节pH到6-9后从出水口17流出。
2.根据权利要求1所述的处理工艺,其特征在于含氰废水依次经过气浮、pH调节、紫外催化反应、微纳米臭氧氧化反应和pH回调。
3.根据权利要求1所述的处理工艺,其特征在于pH调节池内pH调到10-13。
4.根据权利要求1所述的处理工艺,其特征在于催化反应的紫外灯波长为185nm和254nm。
5.根据权利要求1所述的处理工艺,其特征在于催化反应时间为10-60min,氧化反应时间为10-60min。
6.一种石油化工含氰废水处理装置,其特征在于主体结构包括气浮设备2、pH调节池4、催化反应池6、氧化反应池9、pH回调池16、臭氧发生器14和微纳米气泡发生器11,催化反应池6内装配一系列带有石英套管的紫外灯5,臭氧发生器14采用空气或氧气源产生臭氧,微纳米气泡发生器11把臭氧分散成微纳米气泡进入氧化反应池9。
7.根据权利要求6所述的处理装置,其特征在于催化反应池6和氧化反应池9为同心圆柱形结构,催化反应池6内设置一系列含有石英套管的紫外灯。
8.根据权利要求6所述的处理装置,其特征在于pH回调池16与催化反应池6和氧化反应池9成一体化设计,顶部密封并设置排气口。
9.根据权利要求6所述的处理装置,其特征在于氧化反应池水管8底部设置分水装置,水管12的出水口靠近在水管8的出水口下方。
说明书
一种石油化工含氰废水处理工艺及装置
技术领域
本发明涉及一种含氰废水处理工艺及装置,特别适用于处理石油化工行业较难处理的含氰废水,属于环保技术领域。
背景技术
氰化物是一种剧毒污染物,常见于矿物开采、石油化工、电镀、制革、焦化等行业所产生的废水中。含氰废水的任意排放,可能引起水体生物的大量死亡,严重污染生态环境,并最终威胁人体健康。目前,含氰废水的处理方法主要有氯化法、臭氧法、电化学法和二氧化硫―空气法等,这些方法各有优缺点,根据使用条件的差别,工程上均取得了一定的效果。但是这些方法处理氰化物时,也具有一定的局限性,如对游离态氰处理效果好,但对络合态氰处理效果差。一般常用的处理方法在处理以络合态氰为主的含氰废水时,效果较差,总氰化物难以达到排放标准。石油化工废水中的含氰废水水量较大,同时氰化物成分主要以络合态氰为主,处理困难,使用氯化法、电化学法等,均没有明显的处理效果;使用臭氧法虽然有一定效果,但是效果一般,且成本较高。目前,仍没有理想的工艺能够使该股废水中的总氰化物达标,随着国家环保政策的严格,这类废水的排放势必会引起严重的环境问题,进而可能引发公众环境事件。因此,迫切需要一种既能有效去除总氰化物、运行成本又能被市场接受的处理工艺和装置。
发明内容
本发明的目的是提供一种石油化工含氰废水中总氰化物的有效处理工艺及装置。该工艺将气浮、紫外光(UV)与臭氧充分结合起来,利用各自优势,充分去除游离态氰和络合态氰;同时,通过微纳米气泡技术,使臭氧和废水充分接触,提高了处理效率的同时,也大大降低了运行成本。通过反应器优化设计,整体上使得处理效果达到最优,运行成本经济可行,解决了石油化工废水中络合态氰难以处理的迫切问题。
本发明的技术原理是:总氰化物分为游离态氰和络合态氰,游离态氰处理较为容易,但是络合态氰处理相对困难,石油化工废水中,主要以络合态氰为主,常规方法难以奏效;废水中石油类物质和悬浮物经过气浮去除,后在紫外光照射下,络合态氰吸收紫外光,分解为游离态氰和易降解络合态氰,紫外光照射形成的臭氧可以氧化部分氰化物,再使用臭氧氧化剩余氰化物;但是如果单纯使用臭氧氧化工艺,臭氧利用效率低,使得总氰化物难以达到排放标准,而且处理成本过高,市场难以接受;微纳米气泡技术可以使气泡在1微米以下,在此情况下,气泡将具有极高的传质效率、水中停留时间较长直至完全溶解、产生大量羟基自由基等独特功能,可以充分氧化废水中的氰化物,这使得该工艺从处理效果和运行成本上都达到较为理想的程度。
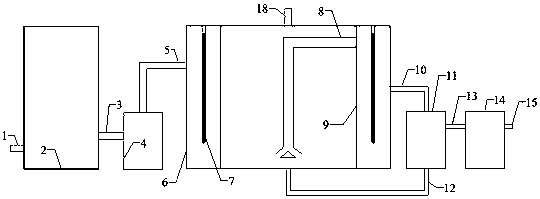
装置结构如图1和图2所示,主体结构包括气浮设备2、pH调节池4、催化反应池6、氧化反应池9、pH回调池16、臭氧发生器14和微纳米气发生器11,催化反应池和氧化反应池为同心圆柱形结构(如图2);催化反应池6内装配一系列带有石英套管的紫外灯5,紫外灯采用波长为185nm和254nm的低压灯管;臭氧发生器14采用空气或氧气源产生臭氧;微纳米气泡发生器11把臭氧分散成微小气泡进入氧化反应池9。
本发明的操作过程如下:石油化工含氰废水从进水管1进入气浮设备2,除去石油类物质和悬浮物后,从水管3进入pH调解池4,pH调到10-13;其后,废水从水管5进入催化反应池6,在紫外光作用下进行催化反应10-60min,环形催化反应池能够使废水充分吸收紫外光,避免反应死角和反应不均匀;经过催化反应的废水,大部分从水管8进入氧化反应池9,水管8底部设置分水装置,这样可以使废水向反应池底部均匀流动,另一部分废水从水管10进入微纳米气泡发生器11;空气或氧气源从进气管15进入臭氧发生器14,产生的臭氧,经过气管13进入微纳米气泡发生器11,与进入其中的废水混合后产生微纳米臭氧气泡,经过水管12进入氧化反应池9底部,水管12的出水口靠近在水管8的出水口下方,这样可以使含有臭氧的微纳米气泡与废水以较快的速度混合,并借助气泡和水流的扰动作用使其混合均匀;废水在氧化反应池被氧化10-60min后,进入pH回调池16,调节pH到6-9,pH回调池与催化反应池和氧化反应池成一体化设计,可以调节pH值的同时,使废水中剩余的臭氧和其它气体充分反应和释放,溢出的气体更易于收集,避免了气体流到周围环境中,收集后的剩余气体由排气口18排出后吸收处理,pH值回调后的废水经过出水口17流出。
此工艺和装置的优势如下。
1、将紫外光催化、臭氧氧化和微纳米气泡技术充分结合起来,不仅有效去除游离态氰和络合态氰,使总氰化物降到排放标准以下,而且处理成本大量降低,这使得该工艺突破了使用臭氧成本过高的瓶颈,是可以真正实现工程化应用的工艺。
2、紫外光催化和臭氧氧化分开进行,避免了臭氧气泡对紫外光的影响,催化效率增加,络合态氰分解速率大量提高。
3、紫外光可以产生臭氧,微纳米气泡可以产生强氧化性羟基自由基,这使得臭氧使用量减少,降低了运行成本。
4、该工艺对有机物和悬浮物含量低的含氰废水,处理效率较高,运行成本低,尤其适合处理石油化工含氰废水。
5、该装置将催化反应池、氧化反应池和pH回调池成一体化设计,并设置为同心圆柱形,避免了反应器死角,提高了反应速率,整体上减少了反应器体积,并且使得少量溢出的气体更易回收,降低了气体溢出风险。
6、该工艺和装置占地小,自动化程度高,操作简单。

