
ЁЁЁЁЩъЧыШе2013.09.29
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2014.01.08
ЁЁЁЁIPCЗжРрКХC02F9/10; C01C1/02; C02F9/14; C02F101/10; C02F101/16; C02F101/34; C02F1/26
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЗЂУїЩцМАвЛжжДІРэКЌИпХЈЖШЗгАБУКЦјЛЏЗЯЫЎЕФЗНЗЈЃЌИУЗНЗЈвдДзЫсЖЁѕЅзїЮЊнЭШЁМСЃЌЯШЪЙгУЗгнЭШЁЫўнЭШЁЭбГ§ЗЯЫЎжаЫљКЌЕФЗгРрЃЌдйЪЙгУЭбЫсЭбАБЫўЭбГ§ЗЯЫЎжаЕФЫсадЦјЬхКЭАБЃЌВЂЪЙгУШмМСЦћЬсЫўЛиЪенЭШЁЯржаЕФнЭШЁМСВЂдкЫўЕзЕУЕНДжЗгВњЦЗЁЃБОЗЂУїЪЕЯжСЫУКЦјЛЏЗЯЫЎжаЗгЁЂЫсадЦјЬхЁЂгЮРыАБКЭЙЬЖЈАБЕФИпДПОЛТЪЭбГ§ЃЌЪЙжЎДяЕНЩњЛЏДІРэНјЫЎЫЎжЪвЊЧѓЃЌВЂЛёЕУДжЗгВњЦЗКЭИпХЈЖШАБЦјЁЃгыЯжгаММЪѕЯрБШЃЌИУЗНЗЈнЭШЁаЇЙћКУЃЌЭбЗгаЇТЪИпЃЌЧвЙЄвеСїГЬЖЬЃЌДІРэГЩБОЕЭЃЌЗНЗЈМђЕЅЃЌВйзїМђБуЃЌДІРэжЪСППЩППЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжДІРэИпХЈЖШЗгАБЗЯЫЎЕФЗНЗЈЃЌЦфЬиеїдкгкЃКЫќЕФЙЄвеЗНЗЈВНжшЪЧЃК
ЁЁЁЁ(1)ЗЯЫЎнЭШЁЭбЗгЃКНЋКЌЖўбѕЛЏЬМЁЂСђЛЏЧтЁЂАБКЭЗгЕФУКЦјЛЏЗЯЫЎЫЭШынЭШЁЫўЩЯВПЃЌвдДзЫсЖЁѕЅЮЊнЭШЁМСНјааФцСїнЭШЁЃЌЦфжаЃЌДзЫсЖЁѕЅгыЗЯЫЎЕФЬхЛ§БШЮЊ1:1-1:15ЃЌЫўЖЅбЙСІЮЊ0.2-0.4 MPaЁЂЮТЖШЮЊ75Ёц;ЫўЕзбЙСІЮЊ0.2-0.4 MPaЁЂЮТЖШЮЊ120ЁцЃЌжЦЕУнЭШЁвККЭнЭШЁгрвК;
ЁЁЁЁ(2)ЗЯЫЎЭбЫсЭбАБЃКНЋВНжш(1)ЫљЕУнЭШЁгрвКЫЭШыЭбАБЭбЫсЫўДІРэЃЌДгЭбЫсЭбАБЫўжаЩЯВПГщГіАБЦјЃЌОЙ§гЩЗжФ§ЦїКЭЗжвКЙозщГЩЕФШ§МЖЗжФ§зАжУНјааХЈЫѕКЭОЋжЦЃЌвЛМЖЗжФ§зАжУЕФЮТЖШЮЊ110-150ЁцЃЌбЙСІЮЊ0.4-0.65 MPa;ЖўМЖЗжФ§зАжУЕФЮТЖШЮЊ70-90ЁцЃЌбЙСІЮЊ0.3-0.5 MPa;ОШ§МЖЗжФ§зАжУЗжФ§ЕУЕНЕФАБЦјЫЭЭљАБХЈЫѕзАжУ;ИїМЖЗжФ§ЦїЕзВПвКЬхНјШыгЭЫЎЗжРыЙоЗжГЩгЭЫЎСНЯрЃЌгЭЫЎЗжРыЙоЩЯВПгЭЯрзїЮЊнЭШЁМСВЩГіЫЭЭљШмМСЙоЃЌЫЎЯрЛиСїжСЭбАБЭбЫсЫў;ЭбАБЭбЫсЫўЖЅВПЫсадЦјЬхЫЭДІРэзАжУЛђжБНгЗйЩе;ОЭбАБЭбЫсЫўЭбЫсЭбАБКѓЕФЗЯЫЎвЛВПЗжДгЭбЫсЭбАБЫўЕзВПВЩГіКѓЫЭжСШмМСЦћЬсЫўЧАЕФЗЯЫЎВлФкгыЗЯЫЎдвКЛьКЯКѓЫЭжСнЭШЁЫўЃЌвЛВПЗжЫЭжСЩњЛЏЖЮНјааЩњЛЏДІРэ;
ЁЁЁЁ(3)ШмМСЛиЪеЃКНЋВНжш(1)ЫљЕУнЭШЁвКЫЭШыШмМСЦћЬсЫўЃЌПижЦЫўЖЅбЙСІЮЊ0.1-0.2 MPaЃЌЫўЖЅЮТЖШЮЊ80-120ЁцЃЌЫўЕзбЙСІЮЊ0.1-0.2 MPaЃЌЫўЕзЮТЖШЮЊ90-120Ёц;ЫўЖЅВЩГіЕФнЭШЁМСОРфШДЛиЪеКѓЃЌЫЭжСШмМСЙовдбЛЗЪЙгУЃЌИЊвКОДІРэКѓЮЊДжЗлВњЦЗЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжДІРэИпХЈЖШЗгАБЗЯЫЎЕФЗНЗЈ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАИпХЈЖШЗгАБЗЯЫЎДІРэММЪѕСьгђЃЌЬиБ№ЩцМАвЛжжЯШЭбЗгдйЭбЫсЭбАБВЂвдДзЫсЖЁѕЅЮЊнЭШЁМСДІРэИпХЈЖШЗгАБЗЯЫЎЕФЗНЗЈЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁУКЦјЛЏЪЧЧхНрЁЂИпаЇРћгУУКЬПЕФгааЇЗНЪНЃЌЙуЗКгІгУгкУКжЦЦјЁЂУКжЦгЭЁЂУКЗЂЕчЕШЙЄвЕжаЃЌЕЋвВДјРДСЫбЯжиЕФЛЗОГЮлШОЮЪЬтЁЃУКЦјЛЏЁЂУКжЦгЭЁЂУКНЙЛЏЙ§ГЬжаВњЩњДѓСПЕФИпЮлШОЗЯЫЎЃЌКЌгаИпХЈЖШЕФЗгЁЂАБЁЂЫсадЦјЬхЕШЮлШОЮяЁЃЖдгкетРрЗЯЫЎЃЌБиаыВЩШЁвЛЖЈЕФЙЄвеГ§ШЅЦфжаОјДѓВПЗжЕФЗгЁЂАБЁЂЫсадЦјЬхКѓВХФмНјШыКѓајЕФЩњЛЏДІРэЁЃ
ЁЁЁЁЯжгаЕФИпХЈЖШЗгАБЗЯЫЎЙЄвеКмЖрЃЌЦеБщДцдкЕФЭЛГіШБЕуЪЧЃК1)ЭбЫсЙЄвеВЛКЯРэЃЌЪЙЕУЗЯЫЎжаШмНтЕФРызгЬЌЕФЖўбѕЛЏЬМЁЂСђЛЏЧтЕШЫсадЦјЬхВЛФмОМУгааЇЕизЊЛЏЮЊгЮРыЬЌЃЌжТЪЙЫсадЦјЬхЕФВаСєСПЙ§Ип;2)ЯжгаЕФнЭШЁМСЖдгкЗЯЫЎжаЕФЖрдЊЗгЕФЭбГ§аЇТЪВЛИпЃЌЕМжТЗЯЫЎжаЖрдЊЗгКЌСПЦЋИпЃЌФбгкДяЕНЩњЛЏДІРэЕФвЊЧѓ;3)ЗЯЫЎжаЕФАБКЌСПИпЪБЃЌЭбАБЫўЕФВйзїВЛЮШЖЈЃЌгЩгкАБЕФГщГіСПЁЂбЛЗСПДѓЃЌГЃЕМжТЭбАБЫўЫўбЙВЛЮШЃЌОЛЛЏЫЎАБКЌСПВЈЖЏДѓЁЃ
ЁЁЁЁгЩгквдЩЯЮЪЬтЕФДцдкЃЌФПЧАЛЙУЛгавЛжжГЩЪьПЩППЁЂВйзїЮШЖЈЕФЙЄвеЃЌЪЙОјДѓЖрЪ§ЕФУКЛЏЙЄЗЯЫЎОдЄДІРэКѓПЩСЌајЮШЖЈЕиТњзуЩњЛЏДІРэЕФвЊЧѓЃЌжТЪЙДѓСПЕФУКЛЏЙЄЗЯЫЎШдДІгкГЌБъХХЗХЕФзДЬЌЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїЕФФПЕФдкгкПЫЗўЯжгаММЪѕДцдкЕФШБЯнЃЌЬсЙЉвЛжжЯШЭбЗгдйЭбЫсЭбАБНјааКЌИпХЈЖШЗгАБЗЯЫЎДІРэЕФЗНЗЈЃЌИУЗНЗЈПЩвдгааЇЕиЭбГ§ЗгЁЂЫсадЦјЬхКЭАБЃЌВЂФмМѕЩйШмМСЫ№КФЁЃ
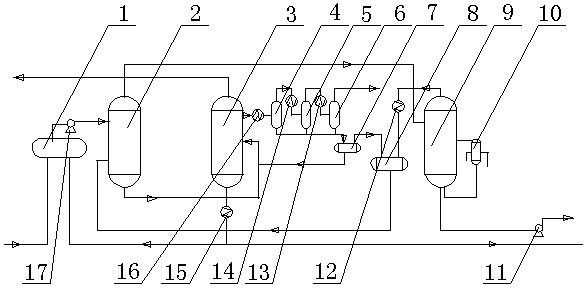
ЁЁЁЁЮЊЪЕЯжЩЯЪіФПЕФЃЌБОЗЂУїЪЧетбљРДЪЕЯжЕФЃЌЦфЙЄвеЗНЗЈВНжшЪЧЃК
ЁЁЁЁ(1)ЗЯЫЎнЭШЁЭбЗгЃКНЋКЌЖўбѕЛЏЬМЁЂСђЛЏЧтЁЂАБКЭЗгЕФУКЦјЛЏЗЯЫЎЫЭШынЭШЁЫўЩЯВПЃЌвдДзЫсЖЁѕЅЮЊнЭШЁМСНјааФцСїнЭШЁЃЌЦфжаЃЌДзЫсЖЁѕЅгыЗЯЫЎЕФЬхЛ§БШЮЊ1:1-1:15ЃЌЫўЖЅбЙСІЮЊ0.2-0.4 MPaЁЂЮТЖШЮЊ40-75Ёц;ЫўЕзбЙСІЮЊ0.2-0.4 MPaЁЂЮТЖШЮЊ120ЁцЃЌжЦЕУнЭШЁЯрКЭнЭгрЗЯЫЎ;
ЁЁЁЁ(2)ЗЯЫЎЭбЫсЭбАБЃКНЋВНжш(1)ЫљЕУнЭгрЗЯЫЎЗжЮЊРфЁЂШШСНЙЩЫЭШыЭбАБЭбЫсЫўДІРэЃЌЫўИЊЮТЖШЮЊ130~170ЁцЃЌЫўИЊбЙСІЮЊ0.3~0.7MPaЃЌРфНјСЯЮТЖШЮЊ40~80ЁцЃЌШШНјСЯЮЊ120~155ЁцЃЌРфЁЂШШНјСЯБШЮЊ1ЃК2~6ЃЌДгЭбЫсЭбАБЫўжаЩЯВПГщГіАБЦјЃЌОЙ§гЩЗжФ§ЦїКЭЗжвКЙозщГЩЕФШ§МЖЗжФ§зАжУНјааХЈЫѕКЭОЋжЦЃЌвЛМЖЗжФ§зАжУЕФЮТЖШЮЊ110-150ЁцЃЌбЙСІЮЊ0.4-0.65 MPa;ЖўМЖЗжФ§зАжУЕФЮТЖШЮЊ70-90ЁцЃЌбЙСІЮЊ0.3-0.5 MPaЃЌШ§МЖЗжФ§ЦїЕФВйзїбЙСІ0.21-0.28 MPaЃЌВйзїЮТЖШЮЊ36-40Ёц;ОШ§МЖЗжФ§зАжУЗжФ§ЕУЕНЕФАБЦјЫЭЭљАБХЈЫѕзАжУ;ИїМЖЗжФ§ЦїЕзВПвКЬхНјШыгЭЫЎЗжРыЙоЗжГЩгЭЫЎСНЯрЃЌгЭЫЎЗжРыЙоЩЯВПгЭЯрзїЮЊнЭШЁМСВЩГіЫЭЭљШмМСЙоЃЌЫЎЯрЛиСїжСЭбАБЭбЫсЫў;ЭбАБЭбЫсЫўЖЅВПЫсадЦјЬхЫЭДІРэзАжУЛђжБНгЗйЩе;ОЭбАБЭбЫсЫўЭбЫсЭбАБКѓЕФЗЯЫЎДгЭбЫсЭбАБЫўЕзВПВЩГіКѓвЛВПЗжЫЭжСдСЯЛьКЯЙоФкгыЗЯЫЎдвКЛьКЯКѓЫЭжСнЭШЁЫўЃЌвЛВПЗжЫЭжСЩњЛЏЖЮНјааЩњЛЏДІРэ;
ЁЁЁЁ(3)ШмМСЛиЪеЃКНЋВНжш(1)ЫљЕУнЭШЁЯрЫЭШыШмМСЦћЬсЫўЃЌПижЦЫўЖЅбЙСІЮЊ0.1-0.2 MPaЃЌЫўЖЅЮТЖШЮЊ80-120ЁцЃЌЫўЕзбЙСІЮЊ0.1-0.2 MPaЃЌЫўЕзЮТЖШЮЊ90-120Ёц;ЫўЖЅВЩГіЕФнЭШЁМСОРфШДЛиЪеКѓЃЌЫЭжСШмМСЙовдбЛЗЪЙгУЃЌИЊвКОДІРэКѓЮЊДжЗлВњЦЗЁЃ
ЁЁЁЁБОЗЂУїЗНЗЈгыЯжгаММЪѕЯрБШЃЌОпгаШчЯТгХЕуЃК
ЁЁЁЁ(1)вдДзЫсЖЁѕЅзїЮЊнЭШЁМСЃЌЯШнЭШЁЗЯЫЎжаЕФЗгРрЮяжЪдйНјааЭбЫсЭбАБЃЌЪЙнЭШЁКѓЗЯЫЎжаЕФЗгХЈЖШНЕжСЩњЛЏДІРэШыЫЎвЊЧѓЕФЗгХЈЖШвдЯТЃЌгааЇЫѕЖЬСЫДІРэЙЄвеСїГЬЃЌЬсИпСЫДІРэаЇТЪЃЌНЕЕЭСЫДІРэГЩБО;
ЁЁЁЁ(2)ЭбЫсадЦјЬхгыЭбАБдкЭЌвЛИіЫўжаНјааЃЌМђЛЏСЫЙЄвеСїГЬЃЌНЕЕЭСЫВйзїЗбгУ;
ЁЁЁЁ(3)гааЇЕиНЋЛгЗЂЗгДгАБЫЎжаЗжРыГіРДЃЌМѕЧсСЫКѓајАБОЋжЦЕФФмКФКЭОЛЛЏИККЩ;
ЁЁЁЁ(4)ПЩЭЌЪБгааЇЕиШЅГ§ЕЭЗаЕугЭРрЮлШОЮяЁЃ





