
申请日2013.10.14
公开(公告)日2015.04.29
IPC分类号C02F11/04
摘要
本发明公开了一种污泥厌氧消化装置的分层出料装置。污泥厌氧消化装置包括罐体、进出料口、出气口、罐体加温保温部分、污泥搅拌部分、气柜密封部分;所述进出料口包括第一出料口(11)、第二出料口(12)。本发明能使高含固量污泥(8%―12%)进入污泥厌氧消化装置内充分反应后、最大限度的排出厌氧消化装置,能保证厌氧反应环境的稳定高效运行和污泥厌氧消化装置的大产气量,且气量持续稳定、工艺设计合理,节能和经济效益显著。
权利要求书
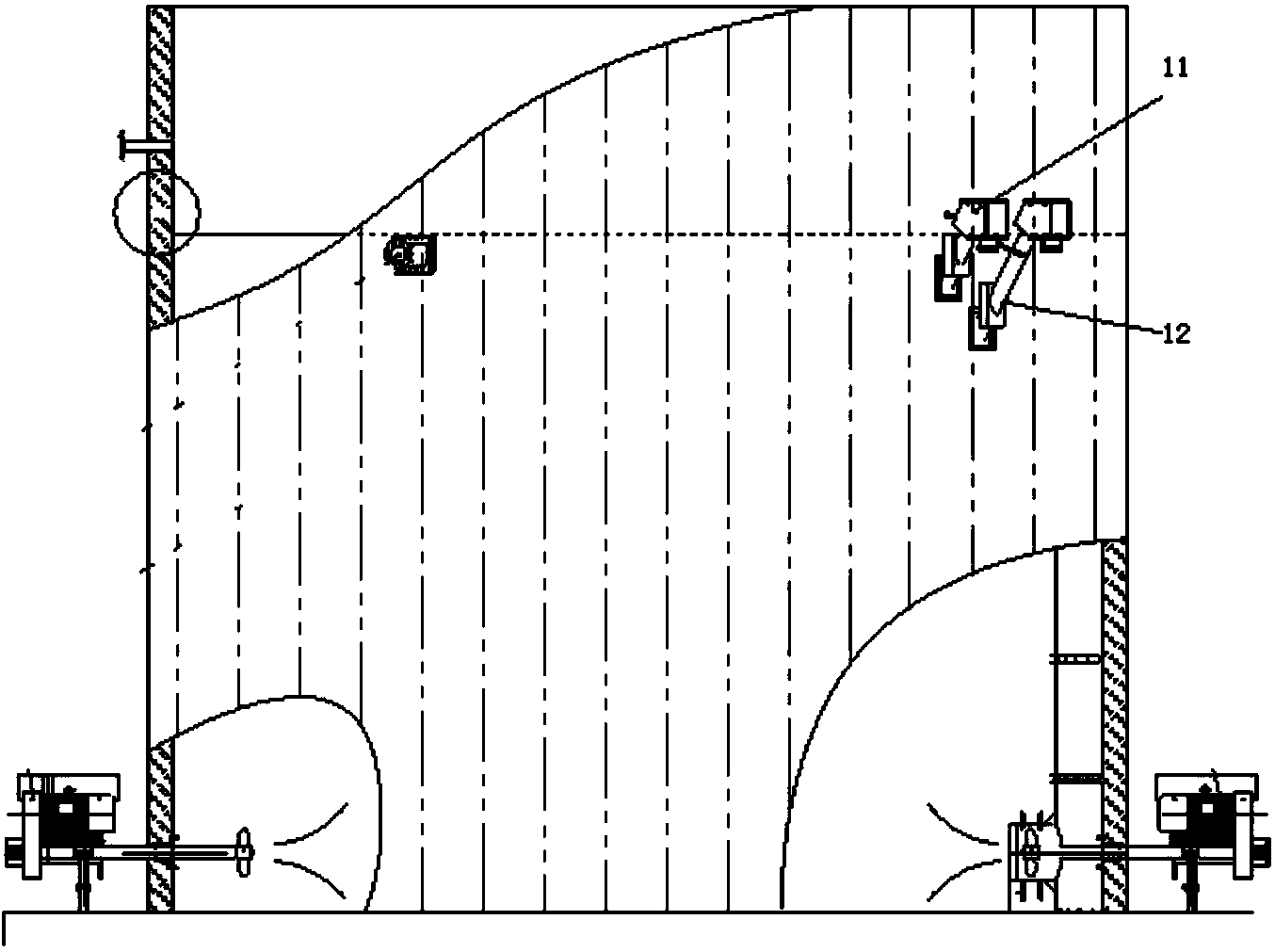
1.一种污泥厌氧消化装置的分层出料装置,包括罐体、进出料口、 出气口、罐体加温保温部分、污泥搅拌部分、气柜密封部分;其特征在于: 所述进出料口包括第一出料口(11)、第二出料口(12)。
2.根据权利要求1所述的污泥厌氧消化装置的分层出料装置,其特 征在于:所述第一出料口(11)与第二出料口(12)在罐体外部上高度相距0.2 ―1m。
说明书
一种污泥厌氧消化装置的分层出料装置
技术领域
本发明属于污泥处理设备技术领域,更具体地说,属于污泥厌氧消化装 置以及分层出料工艺。
背景技术
现有技术中采用厌氧消化生物化学法处理城市污泥,污泥厌氧消化装 置,包括进料口、出料口、沼气出气口、污泥立体搅拌系统、罐体加温装 置、罐体保温装置;现有技术中污泥厌氧消化装置的出料口通常只有一个。 一般情况下物料在污泥厌氧消化装置中的停留时间较长,也就是说污泥厌 氧消化装置一般体积较大,污泥厌氧消化装置中物料数量往往是上百吨或 几千吨。污泥厌氧消化装置中物料的数量庞大,加之物料浓度又较大,如 果已经充分反应的污泥不能及时的置换。会直接影响污泥厌氧消化装置内 稳定的厌氧消化反应环境的建立;影响产气量,严重的可导致污泥厌氧消 化装置不能正常运行。
现有技术中污泥厌氧消化装置的出料口通常只有一个,一般情况下物 料在污泥厌氧消化装置中的停留时间较长,也就是说污泥厌氧消化装置一 般体积较大,污泥厌氧消化装置中物料数量往往是上百吨或几千吨。污泥 在搅拌的过程中,会产生大量的泡沫,泡沫如果不能及时排出的话就会在 罐顶结壳、影响沼气的发酵效果。现有技术中的污泥厌氧消化装置无法有 效解决对于高含固量污泥(8%―12%)在其内部充分反应,如何使污泥最大 限度地在厌氧消化装置内充分反应并使费料及时排出厌氧消化装置,如何 保证污泥厌氧消化装置中的厌氧反应环境的高效稳定、并使污泥厌氧消化 装置获得较大的产气量,以及如何才能够达到产气量持续稳定、工艺设计合 理节能,一直是制约本技术领域的难题。
发明内容
本发明为了解决现有技术,公开了一种污泥厌氧消化装置。本发明的 污泥厌氧消化装置利用高含固量污泥进行厌氧消化反应,利用污泥厌氧消 化装置分层出料。
本发明的污泥厌氧消化装置包括罐体、进出料口、出气口、罐体加温 保温部分、污泥搅拌部分、气柜密封部分;其特征在于:所述进出料口包 括第一出料口、第二出料口。
所述第一出料口与第二出料口在罐体外部上高度相距0.2―1m。
本发明使高含固量污泥(8%―12%)进入污泥厌氧消化装置内充分反 应后,其中较轻的浮渣经由安装在罐体上相对于消化装置液面位置较高的 第一出料口排出,充分反应后较重的沼渣经由安装在罐体上相对于消化装 置液面位置较低由第二出料口排出。
本发明的污泥厌氧消化装置内部具有稳定温度环境后,需要使罐体内 的污泥料液活动起来,这样才能够保证罐体中部和底部的污泥发酵产生的 沼气能够及时挥发到罐体顶部以及时通过出气口排出罐体;本发明的搅拌 装置可以使罐体内多达一两千吨的污泥料液缓慢循环起来。罐体内的污泥 料液循环起来后,污泥在罐体内持续进行厌氧发酵,污泥在厌氧消化装置 内停留22―23天。
本发明的污泥厌氧消化装置搅拌部分的搅拌效率较高时,罐体内的污 泥料液上会产生大量的泡沫,这些泡沫会通过进出料部分的第一出料口排 出,经过充分反应的污泥料液会通过第二出料口排出。如果搅拌部分的搅 拌效率较低时,罐体内的污泥料液分层非常明显,罐体顶部的泡沫容易发 生结壳,没有经过充分反应的污泥料液有可能会通过第二出料口排出,甚 至刚刚进入罐体的污泥料液有可能被排出罐体;而本发明的第一出料口可 以有效克服这一问题,产生的泡沫可以及时通过第一出料口排出,这样完 全可以避免罐体顶部的泡沫发生结壳现象。本发明的污泥厌氧消化装置的 分层出料工艺是轻沼渣经由第一出料口排出,重沼渣经由第二出料口排 出。
本发明具有以下优点:能使高含固量污泥(8%―12%)进入污泥厌氧 消化装置内充分反应后、最大限度的排出厌氧消化装置,能保证厌氧反应 环境的稳定高效运行和污泥厌氧消化装置的大产气量,且气量持续稳定、 本工艺设计合理,节能和经济效益显著。





