
ЁЁЁЁЩъЧыШе2014.11.05
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2015.03.11
ЁЁЁЁIPCЗжРрКХC02F9/14
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЪЕгУаТаЭЩцМАвЛжжРЌЛјЩјТЫвКДІРэЯЕЭГЃЌЪєгкЮлЫЎЩњЮяДІРэММЪѕСьгђЁЃОпгаИпХЈЖШгаЛњЮлШОЮяКЭАБЕЊЕФРЌЛјЩјТЫвКЃЌЪзЯШНјШыбсбѕДІРэЕЅдЊЃЌШЅГ§ДѓВПЗжгаЛњЮлШОЮяЃЌНЋC/NБШНЕЕЭжС2:1вдЯТ;ШЛКѓНјШыбсбѕАБбѕЛЏЕЅдЊЃЌдкВЛЭЖМгЭтМгЬМдДЕФЬѕМўЯТЃЌЪЕЯжАБЕЊШЅГ§ТЪ85%ЁЂзмЕЊШЅГ§ТЪ80%;зюКѓНјШыЩњЛЏДІРэЕЅдЊЃЌЦфКУбѕЖЮЭЈГЃЮЊФЄЩњЮяЗДгІЦїЃЌЭЈЙ§ЬМбѕЛЏКЭЯѕЛЏЗДгІЃЌНјвЛВНШЅГ§ЪЃгрЕФгаЛњЮлШОЮяКЭАБЕЊМАзмЕЊЁЃБОЪЕгУаТаЭЗНЗЈВЛашЭтМгЬМдДЁЂЭбЕЊаЇТЪИпЁЂЯЕЭГдЫааЮШЖЈЁЂЪЃгрЮлФрВњСПЕЭЁЃбсбѕДІРэЕЅдЊПЩвдДѓЗљНЕЕЭЫЎжаЕФгаЛњЮяЃЌВЂВњЩњегЦјНјааРћгУЃЌЖдбсбѕАБбѕЛЏЕЅдЊГиЬхНјааМгШШБЃЮТЃЌМШЪЕЯжСЫЩјТЫвКжагаЛњЮяЕФзЪдДЛЏЃЌгжНјвЛВННЕЕЭСЫДІРэГЩБОЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
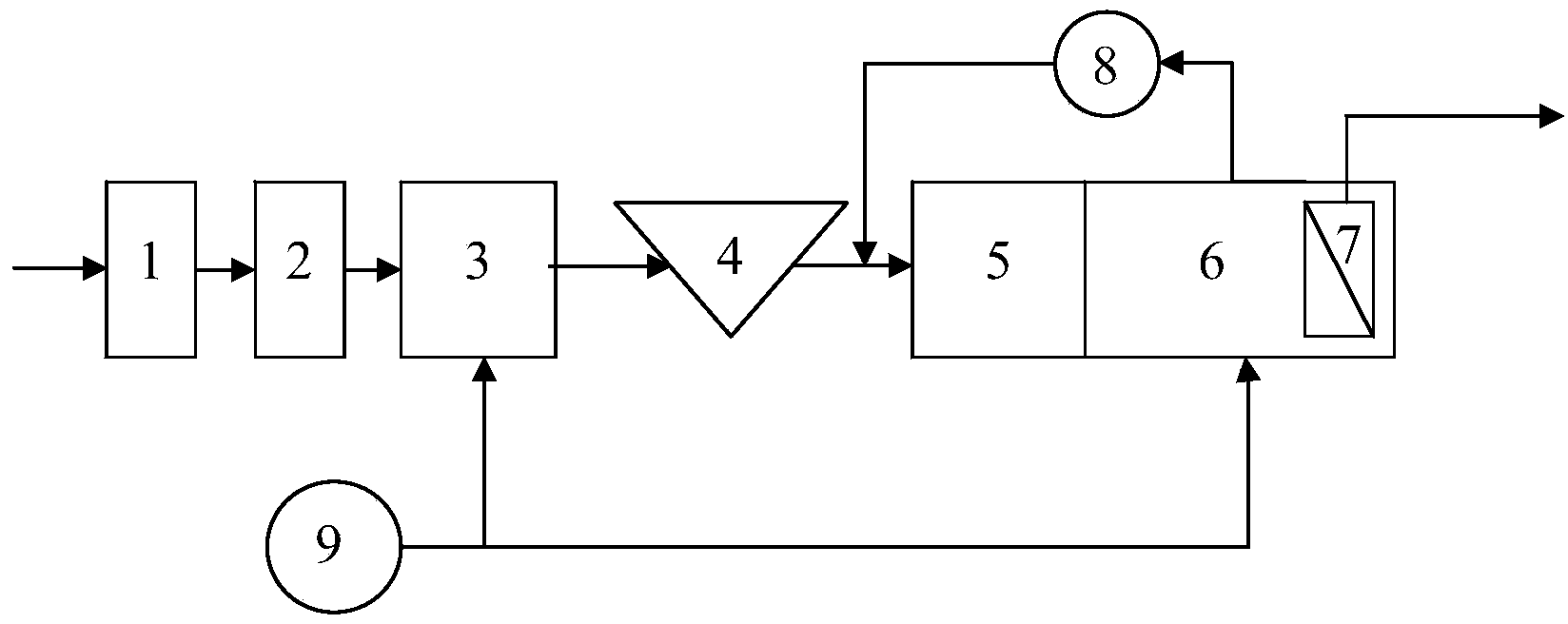
ЁЁЁЁ1.вЛжжРЌЛјЩјТЫвКДІРэЯЕЭГЃЌЦфЬиеїдкгкИУЯЕЭГАќРЈЃКвЛМЖбсбѕЗДгІЦїЁЂЖўМЖбсбѕ ЗДгІЦїЁЂбсбѕАБбѕЛЏЗДгІЦїЁЂГСЕэГиЁЂШБбѕГиЁЂКУбѕГиЁЂФЄзщМўКЭЙФЗчЛњ;ЫљЪіЕФвЛМЖбс бѕЗДгІЦїЕФНјПкЖЫгыРДЫЎЯрСЌНгЃЌвЛМЖбсбѕЗДгІЦїЕФГіПкЖЫгыЫљЪіЕФЖўМЖбсбѕЗДгІЦїЯр СЌЃЌЖўМЖбсбѕЗДгІЕФГіПкЖЫгыЫљЪіЕФбсбѕАБбѕЛЏЗДгІЦїЕФНјПкЖЫЯрСЌНгЃЌбсбѕАБбѕЛЏЗДгІ ЦїЕФГіЫЎНјШыГСЕэГиЃЌГСЕэГиЕФГіПкЖЫгыЫљЪіЕФШБбѕГиЕФНјПкЖЫЯрСЌНгЃЌШБбѕГиЕФГіЫЎНј ШыЫљЪіЕФКУбѕГиЃЌКУбѕГиЕФВПЗжГіЫЎЭЈЙ§ЛиСїБУЫЭжСШБбѕГиЕФНјПкЖЫЃЌКУбѕГиЕФГіЫЎНјШы ФЄзщМўНјааЙЬвКЗжРыЃЌЫљЪіЕФЙФЗчЛњНЋПеЦјЫЭШыбсбѕАБбѕЛЏЗДгІЦїКЭКУбѕГиЃЌвдТњзубсбѕ АБбѕЛЏЗДгІЦїКЭКУбѕГиЖдбѕЦјЕФашЧѓЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжРЌЛјЩјТЫвКДІРэЯЕЭГ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЪЕгУаТаЭЩцМАвЛжжРЌЛјЩјТЫвКДІРэЯЕЭГЃЌЬиБ№ЩцМАИпАБЕЊЁЂИпCODЕФРЌЛјЩјТЫвКДІ РэЃЌЪєгкЮлЫЎЩњЮяДІРэММЪѕСьгђЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁРЌЛјЩјТЫвКОпгаЮлШОГЩЗжИДдгЁЂЮлШОЮяХЈЖШИпЁЂЮлШОЮяжжРрЖрЁЂC/NБШЪЇЕїЕШЬиЕуЃЌ ЦфCODХЈЖШЭЈГЃЮЊ2000mg/LЁЋ50000mg/LЃЌАБЕЊХЈЖШЮЊ2000mg/LЁЋ8000mg/L;ЗйЩеГЇЁЂРЌ ЛјеОЕШЩшЪЉВњЩњЕФЩјТЫвКгЩгкЗЂНЭЪБМфЖЬЃЌЮФЯзБэУїЦфЛЏбЇашбѕСП(вдЯТМђГЦCOD)ЁЂАБ ЕЊХЈЖШПЩИпДя80000mg/LЁЂ10000mg/LЃЌЮлШОЮяХЈЖШЙ§ИпЁЂC/NБШбЯжиЪЇЕїЕШЬиЕуИјДяБъДІ РэЬсГіСЫОоДѓЕФММЪѕЬєеНЁЃ
ЁЁЁЁФПЧАГЃгУЕФРЌЛјЩјТЫвКДІРэЙЄвеЪЧЁАбсбѕЗДгІЦї+ФЄЩњЮяЗДгІЦї(вдЯТМђГЦMBR)ЁБЃЌ ЦфжабсбѕЗДгІЦїЕФФПЕФЪЧДѓЗљШЅГ§гаЛњЮлШОЮяЃЌЦфГіЫЎCODжЕПЩДя4000mg/LЁЋ6000mg/LЃЌ ВЂНЋгаЛњЕЊзЊЛЏЮЊАБЕЊ;ФЄЩњЮяЗДгІЦї(MBR)гЩШБбѕГиЁЂКУбѕГиКЭГЌТЫФЄзщГЩЃЌЭЈЙ§ЬМ бѕЛЏЗДгІНјвЛВНШЅГ§гаЛњЮяЮлШОЮяCODЃЌВЂЭЈЙ§ЯѕЛЏЗДЯѕЛЏЗДгІШЅГ§змЕЊЁЃ
ЁЁЁЁИљОнЩњЮяЭбЕЊРэТлЃЌдкФЄЩњЮяЗДгІЦїжаЭбЕЊЪБЃЌгІБЃГжC/NЮЊ6ЁЋ9жЎМфЃЌвдБЃжЄЯѕЛЏЁЂ ЗДЯѕЛЏЗДгІЕФе§ГЃНјааЁЃвђДЫЃЌдкЩЯЪіРЌЛјЩјТЫвКДІРэЙЄвежаЃЌРДЫЎОЙ§бсбѕЗДгІЦїКѓНј ШыФЄЩњЮяЗДгІЦїЪБЃЌЦфАБЕЊЭЈГЃЮЊ2000mg/LЁЋ3000mg/LЃЌГіЯжвдЯТЮЪЬтЃК
ЁЁЁЁaЁЂЭбЕЊЫљашCODгІЮЊ12000mg/LЁЋ18000mg/LжЎМфЃЌЖјОЙ§бсбѕЗДгІЦїКѓCODХЈЖШЮЊ 4000mg/LЁЋ6000mg/LЃЌЮоЗЈТњзувЊЧѓЃЌашвЊЖюЭтЭЖМгЬМдДЃЌВњЩњСЫНЯИпЕФДІРэГЩБО;
ЁЁЁЁbЁЂбсбѕЗДгІЦїКѓЪЃгрЕФ4000mg/LЁЋ6000mg/LЕФCODвдКУбѕаЮЪНШЅГ§ЃЌЯрБШбсбѕДІРэ ГЩБОНЯИп;
ЁЁЁЁcЁЂШБбѕЁЂКУбѕЭбЕЊЙЄвеашвЊНЯИпЕФЛиСїБШЃЌНјвЛВНдіМгСЫдЫааГЩБО;ЭЌЪБЪмЕНЙЄве БОЩэЕФЯожЦЃЌЕБЛиСїБШЮЊ400%ЪБЃЌзмЕЊШЅГ§ТЪНіЮЊ80%ЃЌЕБНјЫЎзмЕЊЙ§ИпЪБЮоЗЈДяЕНГіЫЎ БъзМ;
ЁЁЁЁбсбѕАБбѕЛЏЙЄвеЕФдРэЪЧбсбѕАБбѕЛЏОњдкбсбѕЬѕМўЯТЃЌвдбЧЯѕЫсбЮЮЊЕчзгЪмЬхНЋАБЕЊ жБНгбѕЛЏГЩЕЊЦјЃЌгыДЋЭГЕФЯѕЛЏЁЂЗДЯѕЛЏЭбЕЊЙЄвеЯрБШЃЌЦфжївЊЬиЕуЪЧВЛашЬэМгЭтМгЬМдДЃЌ дЫааГЩБОЕЭСЎЃЌНЕЕЭКѓајДІРэЙЄвеЕФАБЕЊИККЩЁЃВЩгУбсбѕАБбѕЛЏЙЄвеЃЌАБЕЊЕФШЅГ§ТЪПЩДя 85%ЃЌзмЕЊШЅГ§ТЪПЩДя80%ЁЃОЙ§бсбѕКЭбсбѕАБбѕЛЏДІРэКѓЕФЮлЫЎЃЌШдКЌгаНЯИпХЈЖШЕФгаЛњ ЮлШОЮяКЭАБЕЊЃЌЩшжУФЄЩњЮяЗДгІЦї(MBR)ЃЌРћгУЬМбѕЛЏКЭЯѕЛЏЁЂЗДЯѕЛЏЗДгІЃЌНјвЛВНШЅГ§ ЮлЫЎжаЕФгаЛњЮлШОЮяЁЂАБЕЊМАзмЕЊЃЌШЛКѓРћгУФЄзщМўНјааЙЬвКЗжРыЁЃ
ЁЁЁЁзлЩЯЫљЪіЃЌРЌЛјЩјТЫвКдкНјШыФЄЩњЮяЗДгІЦїЧАгааЇШЅГ§АБЕЊЁЂзмЕЊЃЌВЂЯргІЕФШЅГ§га ЛњЮлШОЮяЃЌЪЧгАЯьРЌЛјЩјТЫвКДІРэЙЄвеЕФЙиМќвђЫиЃЌЖдНЕЕЭдЫааГЩБОЁЂЬсИпДІРэаЇТЪЁЂЮШ ЖЈДяБъХХЗХОпгаживЊвтвхЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЪЕгУаТаЭЕФФПЕФЪЧЬсГівЛжжРЌЛјЩјТЫвКДІРэЯЕЭГЃЌРћгУЖрМЖбсбѕЁЂбсбѕАБбѕЛЏЕШММ ЪѕЕЅдЊЕФзщКЯЙЄвеЃЌНтОіДЋЭГДІРэММЪѕДцдкдЫааФмКФИпЁЂашвЊЖюЭтЭЖМгЬМдДЁЂГіЫЎаЇЙћВЛ ЮШЖЈЕШШБЕуЃЌвдгІгУгкРЌЛјЬюТёГЁЁЂРЌЛјЗйЩеГЇЕШЩшЪЉЕФРЌЛјЩјТЫвКЕФДІРэЁЃ
ЁЁЁЁБОЪЕгУаТаЭЬсГіЕФРЌЛјЩјТЫвКДІРэЯЕЭГЃЌАќРЈЃКвЛМЖбсбѕЗДгІЦїЁЂЖўМЖбсбѕЗДгІЦїЁЂ бсбѕАБбѕЛЏЗДгІЦїЁЂГСЕэГиЁЂШБбѕГиЁЂКУбѕГиЁЂФЄзщМўКЭЙФЗчЛњ;ЫљЪіЕФвЛМЖбсбѕЗДгІЦї ЕФНјПкЖЫгыРДЫЎЯрСЌНгЃЌвЛМЖбсбѕЗДгІЦїЕФГіПкЖЫгыЫљЪіЕФЖўМЖбсбѕЗДгІЦїЯрСЌЃЌЖўМЖбс бѕЗДгІЕФГіПкЖЫгыЫљЪіЕФбсбѕАБбѕЛЏЗДгІЦїЕФНјПкЖЫЯрСЌНгЃЌбсбѕАБбѕЛЏЗДгІЦїЕФГіЫЎНј ШыГСЕэГиЃЌГСЕэГиЕФГіПкЖЫгыЫљЪіЕФШБбѕГиЕФНјПкЖЫЯрСЌНгЃЌШБбѕГиЕФГіЫЎНјШыЫљЪіЕФКУ бѕГиЃЌКУбѕГиЕФВПЗжГіЫЎЭЈЙ§ЛиСїБУЫЭжСШБбѕГиЕФНјПкЖЫЃЌКУбѕГиЕФГіЫЎНјШыФЄзщМўНјаа ЙЬвКЗжРыЃЌЫљЪіЕФЙФЗчЛњНЋПеЦјЫЭШыбсбѕАБбѕЛЏЗДгІЦїКЭКУбѕГиЃЌвдТњзубсбѕАБбѕЛЏЗДгІ ЦїКЭКУбѕГиЖдбѕЦјЕФашЧѓЁЃ
ЁЁЁЁБОЪЕгУаТаЭЬсГіЕФРЌЛјЩјТЫвКДІРэЯЕЭГЃЌОпгавдЯТгХЕуЃК
ЁЁЁЁ1ЁЂБОЪЕгУаТаЭЕФРЌЛјЩјТЫвКДІРэЯЕЭГЃЌГфЗжНсКЯбсбѕЗДгІЦїШЅГ§CODЁЂбсбѕАБбѕЛЏММ ЪѕШЅГ§змЕЊЁЂФЄЩњЮяЗДгІЦїИпаЇЗжРыЕФгХЪЦЃЌНЋЖрМЖбсбѕЗДгІЦїЁЂбсбѕАБбѕЛЏММЪѕЁЂФЄЩњ ЮяЗДгІЦїММЪѕНјааНсКЯЃЌЪЙБОЪЕгУаТаЭЯЕЭГОпгаВЛашЭтМгЬМдДЁЂЭбЕЊаЇТЪИпЁЂЯЕЭГдЫааЮШ ЖЈЁЂЪЃгрЮлФрВњСПЕЭЕШгХЕуЁЃ
ЁЁЁЁ2ЁЂБОЪЕгУаТаЭЕФРЌЛјЩјТЫвКДІРэЯЕЭГЃЌЭЈЙ§ЩшжУЖрМЖбсбѕЗДгІЦїЃЌПЩвдгааЇЕФНЕЕЭ РЌЛјЩјТЫвКжаЕФCODХЈЖШЃЌНЕЕЭЕЅЮЛДІРэГЩБОЃЌЮЊКѓајЕФбсбѕАБбѕЛЏЕЅдЊДДдьгаРћНјЫЎЬѕ Мў;ЭЌЪБЛЙФмЪЕЯжгаЛњЮлШОЮяЕФзЪдДЛЏРћгУЃЌРћгУбсбѕЗДгІЦїВњЩњЕФегЦјЮЊбсбѕАБбѕЛЏЕЅ дЊМгШШБЃЮТЃЌбсбѕАБбѕЛЏЕЅдЊПЩвдДѓЗљШЅГ§ЯЕЭГЕФАБЕЊЁЂзмЕЊЃЌНЋКѓајФЄЩњЮяЗДгІЦїЕФИК КЩНЕЕЭжСе§ГЃЫЎЦНЃЌПЩвдГфЗжЕФЗЂЛгГіФЄЩњЮяЗДгІЦїДІРэаЇТЪИпЁЂЙЬвКЗжРыаЇЙћКУЁЂЭбЕЊ ЮШЖЈИпаЇЕФгХЕуЃЌЪЙЦфГіЫЎЮШЖЈДяБъ;РћгУбсбѕЗДгІЦїШЅГ§CODЁЂРћгУбсбѕАБбѕЛЏММЪѕНј ааЭбЕЊЃЌЯрБШДЋЭГЙЄвежаКУбѕШЅГ§CODЁЂЯѕЛЏЗДЯѕЛЏЭбЕЊЃЌМЋДѓЕФНЕЕЭСЫЙФЗчЦиЦјЁЂБУЫЭ ЛиСїЕШГЩБОЃЌзмЬхЕчКФНЕЕЭ50ЁЋ60%;ВЛашвЊЖюЭтЭЖМгЬМдДЃЌЪЧвЛжжПЩГжајЕФЩњЮяДІРэММ ЪѕЁЃ





