
申请日2013.11.22
公开(公告)日2014.02.19
IPC分类号C02F9/04
摘要
本发明涉及酸洗磷化工业废水的再生循环方法,属于金属表面处理和环保领域。本发明主要采用“药剂上浮法”和“二次沉降分离法”,将酸洗磷化产生的废水分别进行油水分离和重金属沉降分离,得到的油和重金属盐移交至环保局指定单位转化利用,过滤后的清水可以循环应用于生产流程。该方法是一种符合清洁生产和酸洗磷化加工的新工艺方法,从源头节约用水,节能减排,降低成本。
权利要求书
1.酸洗磷化工业废水的再生循环方法,其特征在于,包括以下步骤:
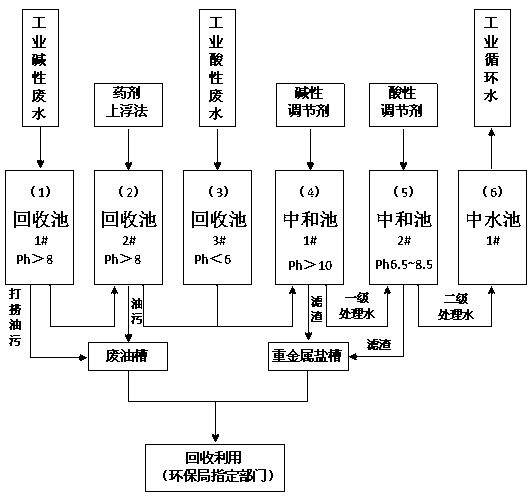
步骤一、将酸洗磷化加工产生的碱性废水收集于1#回收池,检测废水油污程度和Ph值,将上层浮油打捞回收;
步骤二、将1#回收池的废水泵入2#回收池,采用“药剂上浮法”,实现油水分离;
步骤三、将酸洗磷化加工产生的酸性废水收集于3#回收池,分析Zn2+、Mn2+、Ni2+、Ca2+、Cr2+、Cu2+、PO43-、NO3-、NO2-、Cl-和SO42-离子含量,检测Ph值;
步骤四、将2#、3#回收池的水泵入1#中和池,加入碱调节Ph值>10,对废水进行一级沉降分离,得到的清水为一级处理水;
步骤五、将一级处理水泵入2#中和池,加入酸调节Ph值6.5~8.5,采用膜技术进行过滤分离,得到的清水为二级处理水;
步骤六、对二级处理水进行检测分析,监测总锌、总锰、总磷含量,总锌<0.05mg,总锰<0.05mg/L,总磷<1.0mg/L,将二级处理水储存于中水池,该水可以循环应用于金属磷化加工的清洗工艺流程,不影响产品质量和性能。
2.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述步骤一、步骤三中,所述回收池要做防渗处理。
3.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述油水分离后的油移交至环保局指定单位集中回收利用。
4.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述步骤三中,所述检测回收池中废水PH值和Zn2+、Mn2+、Ni2+、Ca2+、Cr2+、Cu2+、PO43-、NO3-、NO2-、Cl-、SO42-离子含量的方法为化学分析法和原子吸收分光光度法。
5.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述步骤四中,所述碱性助剂包括:氢氧化钠、氢氧化钾、生石灰、氢氧化钙。
6.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述步骤四中,所述一级处理水金属离子的分离量大于90%;所述一级处理水的Ph>10。
7.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述一级沉降分离,得到的重金属沉渣移交至环保局指定单位集中回收利用。
8.根据权利要求1所述酸洗磷化工业废水的再生循环方法,其特征在于,所述步骤五中,所述酸为盐酸或硝酸。
说明书
酸洗磷化工业废水的再生循环方法
技术领域
本发明涉及酸洗磷化工业废水的再生循环方法,属于金属表面处理和环保领域。
背景技术
酸洗磷化加工行业是金属加工制造业、涂装行业、武器装备制造业及航空航天业应用十分广泛的工艺。主要有除油、除锈、磷化、发蓝、防锈、钝化等工序,为保证进入下道工序金属零部件的清洁程度,每道工序之间都有清洗用水,因此该行业产生大量工业废水。
1、酸洗防锈加工典型工艺:
除油→水洗→除锈→水洗→防锈→干燥(或脱水防锈油)
2、金属磷化加工典型工艺:
除油→水洗→除锈→水洗→表调→磷化→热水洗(干燥)
3、金属发蓝(发黑)加工典型工艺:
除油→水洗→除锈→水洗→发蓝(发黑)→热水洗→水洗→水洗→干燥→脱水防锈油
传统工艺是将工业废水集中收集,进行中和处理,达标排放。或者缴纳排污费,移交至环保局指定污水处理厂处理。既浪费水资源又增加企业成本。
酸洗磷化废水主要含Zn2+、Mn2+、Ni2+、Ca2+、Cr2+、Cu2+、PO43-、NO3-、NO2-、Cl-和SO42-等离子,上述重金属离子在碱性条件下大部分可以沉淀分离,回收后的重金属可以转化利用,再生后的清水可以循环应用于生产流程。
发明内容
本发明目的在于克服酸洗磷化过程中产生大量废水的不足,提供一种工业废水的再生循环方法,该方法是符合节能减排和酸洗磷化技术要求的新工艺,可以使生产过程中产生的废水得到再生循环使用,节省水资源,降低企业成本。
本发明主要采用“药剂上浮法”和“二次沉降分离法”,将酸洗磷化产生的废水分别进行油水分离和重金属沉降分离,得到的油和重金属盐移交至环保局指定单位转化利用,过滤后的清水可以循环应用于生产流程。该方法是一种符合清洁生产和酸洗磷化加工的新工艺方法,从源头节约用水,节能减排,降低成本。本发明通过以下技术方案实现。
酸洗磷化工业废水的再生循环方法,其特征在于,包括以下步骤:
步骤一、将酸洗磷化加工产生的碱性废水收集于1#回收池,检测废水油污程度和Ph值,将上层浮油打捞回收;
步骤二、将1#回收池的废水泵入2#回收池,采用“药剂上浮法”,实现油水分离;
步骤三、将酸洗磷化加工产生的酸性废水收集于3#回收池,分析Zn2+、Mn2+、Ni2+、Ca2+、Cr2+、Cu2+、PO43-、NO3-、NO2-、Cl-和SO42-离子含量,检测Ph值;
步骤四、将2#、3#回收池的水泵入1#中和池,加入碱调节Ph值>10,对废水进行一级沉降分离,得到的清水为一级处理水;
步骤五、将一级处理水泵入2#中和池,加入酸调节Ph值6.5~8.5,采用膜技术进行过滤分离,得到的清水为二级处理水;
步骤六、对二级处理水进行检测分析,监测总锌、总锰、总磷含量,总锌<0.05mg,总锰<0.05mg/L,总磷<1.0mg/L,将二级处理水储存于中水池,该水可以循环应用于金属磷化加工的清洗工艺流程,不影响产品质量和性能。
所述步骤一、步骤三中,所述回收池要做防渗处理。
所述油水分离后的油移交至环保局指定单位集中回收利用。
所述步骤三中,所述检测回收池中废水PH值和Zn2+、Mn2+、Ni2+、Ca2+、Cr2+、Cu2+、PO43-、NO3-、NO2-、Cl-、SO42-离子含量的方法为化学分析法和原子吸收所述步骤四中,所述碱性助剂包括:氢氧化钠、氢氧化钾、生石灰、氢氧化钙。
所述步骤四中,所述一级处理水金属离子的分离量大于90%;所述一级处理水的Ph>10。
所述一级沉降分离,得到的重金属沉渣移交至环保局指定单位集中回收利用。
所述步骤五中,所述酸为盐酸或硝酸。
发明有益效果:本发明在技术上克服了酸洗磷化加工过程中产生大量废水。采用“药剂上浮法”和“二次沉降分离法”可以在生产现场实现废水的综合利用。分离出废油及重金属集中回收再利用,得到的清水循环应用于生产流程,节能减排,降低成本,造福社会。





