
申请日2012.11.15
公开(公告)日2013.04.10
IPC分类号G05B19/418
摘要
本发明公开了一种污泥热干化干料仓安全控制系统及控制方法,该系统设有在线仪表组,包括:在线温度传感器、在线压力变送器、在线氧含量探头、在线一氧化碳检测探头、测量干料仓内的料位高度的导波雷达料位计和在线料位开关;在干料仓内还设有氮气管路和自控阀门;设有PLC控制单元和上位计算机控制器;控制方法:1)微正压惰性环境控制;2)闷燃预警控制;3)料位控制;4)报警操作。本发明适用于污泥干料仓的安全控制,系统结构完善,监测数据完备,监控准确可靠;自动化程度高,操作简便,运行成本低;适于远程监控,便于纳入厂区整体监控管理。
权利要求书
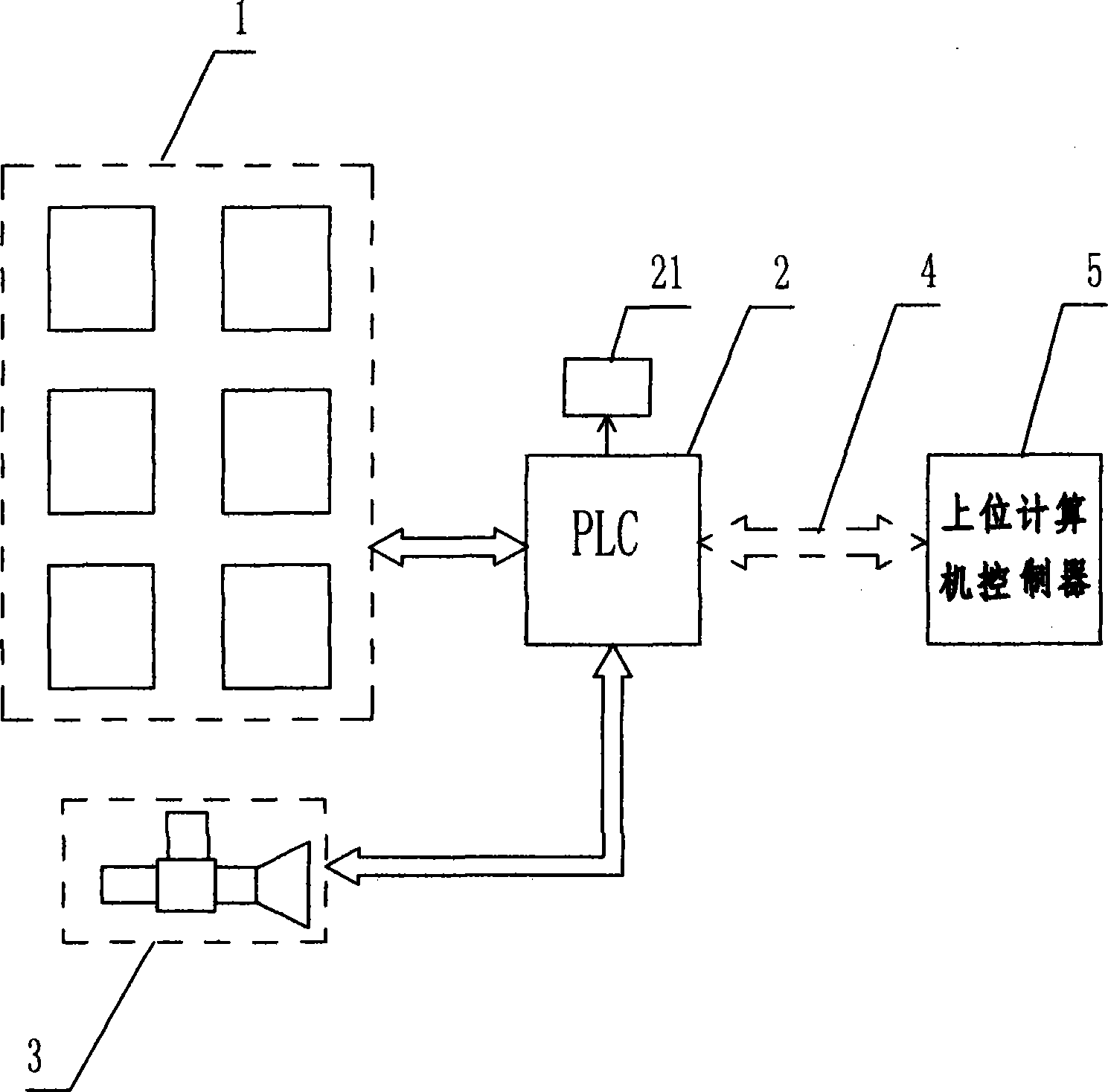
1.一种污泥热干化干料仓安全控制系统,其特征是:设有在线仪表组(1),该在 线仪表组包括:在线温度传感器、在线压力变送器、在线氧含量探头、在线一氧化碳 检测探头、测量干料仓内的料位高度的导波雷达料位计和在线料位开关,该仪表组设 置在干料仓的上部或顶部能进行有效检测的位置,每种仪表根据干料仓的容积大小, 设置一个或多个,其中温度传感器均匀分布在干料仓侧壁,每个探头高度相隔5米, 可根据用户需求和干料仓大小加减温度传感器个数;设有PLC控制单元(2),该控制 单元设有在线仪表组检测数据的处理电路模块,控制单元通过设置的输入电路模块与 所述仪表组的每个在线仪表进行接收信号和控制连接;在干料仓内还设有控制调节执 行部件(3):与氮气源连通的向干料仓内注入氮气的氮气管路和自控阀门;所述PLC 通过设置的输出电路模块与该控制调节执行部件进行控制连接;另外设有声光报警器 (21),该报警器与PLC控制器进行控制连接。
2.根据权利要求1所述的安全控制系统,其特征是:所述PLC控制系统通过无线 数传送装置(4)与设置的上位计算机控制器(5)进行无线信号和控制连接。
3.利用权利要求1或2所述的安全控制系统进行安全控制的方法,其特征是包括 以下控制和操作:
1)微正压惰性环境控制:往干料仓内部注入惰性气体氮气代替空气,从而降低 氧化剂氧气的含量,并且保持干料仓内与仓外呈微正压,以达到抑制爆炸的目的; 具体步骤是:
(1)在PLC控制单元里设置氧含量高限值:8%,干料仓内压力低限值: 0.5mbar;
(2)PLC控制单元从所述压力变送器获取干料仓内的气压信号,从含氧量探头获 取干料仓内含氧量信号,当满足以下三个条件之一时,PLC控制单元启动二级报警信号, 并且控制氮气管路上自控阀门启动,向干料仓内注入氮气,通过PID控制算法调节阀 门开度,当不满足所有三个条件时,关闭自控阀门,停止注氮:
(a)氧含量高于高限设定值;
(b)干料仓内压力低于低限设定值,即负压;
(c)干料仓卸料过程中;
(3)当关门注氮自控阀门后,返回步骤(2);
2)闷燃预警控制:检测干料仓闷燃发生条件,进行闷燃预警,包括以下步骤:
(1)在PLC控制器中设置一氧化碳含量高限值:2000ppm、每分钟一氧化碳含 量的升高高限值:300ppm、干料仓内温度高限值:55℃;
(2)PLC控制单元从所述一氧化碳检测探头获取干料仓内一氧化碳含量信号, 从每个温度传感器获取温度信号,当一氧化碳含量超过报警高限值或每分钟的升高值 超过报警高限值,或任何一个温度传感器数值超过报警高限值,PLC启动一级报警信号。
(3)当报警条件消除后返回步骤(2);
3)料位控制:进行干料仓内的料位的控制,防止过高,包括以下步骤:
(1)在PLC控制器中设置料位高限值:80%;
(2)PLC控制单元从导波雷达料位计和料位开关获取料位信号,当料位信号指示 料位高度超过料位高限值或已触碰到料位开关时,PLC启动三级报警信号;
(3)当报警条件消除后返回步骤(2);
4)报警操作:上述三个级别的报警信号对应的报警操作也划分为三个等级,根据 级别高低采取不同的应对措施:
(1)一级报警:存在闷燃危险;强制系统紧急停机,并立即补充氮气;同时声光 报警通知现场工作人员立即采取卸空干料仓及灭火措施;触发条件:一氧化 碳含量、一氧化碳每分钟增量、温度传感器任一参数超过报警值上限;
(2)二级报警:存在较大安全隐患,强制系统按顺序停机,并补充氮气;触发条 件:氧含量、料位计任何一个参数超过报警值上限;
(3)三级报警:生产过程参数报警,不影响系统正常运行,仅作为工艺参数调整 提示;触发条件:干料仓压力变送器高限报警、料位计低限报警。
说明书
污泥热干化干料仓安全控制系统及控制方法
技术领域
本发明属于一种污水处理设备技术领域,具体是一种污泥热干化干料仓安全控制 系统,用于储存污泥热干化干料仓库的安全控制,
背景技术
在湿污泥的后续处置过程中,通常会以减量化、无害化和资源化为目的,通过热 干化处理将80%含水率的湿污泥干化为含水率20%甚至5%以下的干颗粒。将污泥干颗粒 产品储存于干料仓,是湿污泥干化生产线的最后一个环节。含水率过低的干颗粒粉尘 浓度高,在存储过程中易出现闷燃的现象,同时亦存在爆炸的安全隐患,如果处理不 当则会造成更大的安全事故和财产损失。针对这一问题,现有储存污泥干颗粒的干料 仓一般都采取了一些安全措施,如安排专人看守,设置通风透气设施和防火器材等。 但这些现有技术措施大都较为简单,安全保障和可靠性难以保障。随着污水处理的力 度不加大,需要仓储的污泥热干化干料的量越来越大,干料仓的安全保障也越来越急 迫,因此,特别需要提出一种结构完善,性能可靠,操作便捷,自动化程度高的干料 仓安全控制系统,以有效保障干料仓的安全,同时也保障城市环境的安全。
发明内容
本发明的目的是为了解决上述技术问题,提出一种污泥热干化干料仓安全控制系 统及控制方法,为本系统通过在干料仓中设置一氧化碳、氧气、温度、压力等在线仪 表,实时监控干料仓内的物料和环境状态,通过补充氮气、调节压力等措施,保持仓 内的惰性和微正压环境,消除爆炸条件,并对闷燃现象做出预判和预警,形成一套完 整的安全控制系统,从而避免因闷燃和粉尘爆炸导致的事故发生。
本发明的目的是通过以下技术方案来实现的:
污泥热干化干料仓安全控制系统,其特征是:设有在线仪表组,该在线仪表组包 括:在线温度传感器、在线压力变送器、在线氧含量探头、在线一氧化碳检测探头、 测量干料仓内的料位高度的导波雷达料位计和在线料位开关,该仪表组设置在干料仓 的上部或顶部能进行有效检测的位置,每种仪表根据干料仓的容积大小,设置一个或 多个,其中温度传感器均匀分布在干料仓侧壁,每个探头高度相隔5米,可根据用户 需求和干料仓大小加减温度传感器个数;设有PLC控制单元,该控制单元设有在线仪 表组检测数据的处理电路模块,控制单元通过设置的输入电路模块与所述仪表组的每 个在线仪表进行接收信号和控制连接;在干料仓内还设有控制调节执行部件:与氮气 源连通的向干料仓内注入氮气的氮气管路和自控阀门;所述PLC通过设置的输出电路 模块与该控制调节执行部件进行控制连接;另外设有声光报警器,该报警器与PLC控 制器进行控制连接。
所述PLC控制系统通过无线数传送装置与设置的上位计算机控制器进行无线信号 和控制连接。
利用上述安全控制系进行控制的方法,其特征是包括以下控制和操作:
1)微正压惰性环境控制:往干料仓内部注入惰性气体氮气代替空气,从而降 低氧化剂氧气的含量,并且保持干料仓内与仓外呈微正压,以达到抑制爆炸的目 的;具体步骤是:
(1)在PLC控制单元里设置氧含量高限值:8%,干料仓内压力低限值:0.5mbar;
(2)PLC控制单元从所述压力变送器获取干料仓内的气压信号,从含氧量探头获 取干料仓内含氧量信号,当满足以下三个条件之一时,PLC控制单元启动二级报警信号, 并且控制氮气管路上自控阀门启动,向干料仓内注入氮气,通过PID控制算法调节阀 门开度,当不满足所有三个条件时,关闭自控阀门,停止注氮:
(a)氧含量高于高限设定值;
(b)干料仓内压力低于低限设定值,即负压;
(c)干料仓卸料过程中;
(3)当关门注氮自控阀门后,返回步骤(2);
2)闷燃预警控制:检测干料仓闷燃发生条件,进行闷燃预警,包括以下步骤:
(1)在PLC控制器中设置一氧化碳含量高限值:2000ppm、每分钟一氧化碳含 量的升高高限值:300ppm、干料仓内温度高限值:55℃;
(2)PLC控制单元从所述一氧化碳检测探头获取干料仓内一氧化碳含量信号, 从每个温度传感器获取温度信号,当一氧化碳含量超过报警高限值或每分钟的升高值 超过报警高限值,或任何一个温度传感器数值超过报警高限值,PLC启动一级报警信号。
(3)当报警条件消除后返回步骤(2);
3)料位控制:进行干料仓内的料位的控制,防止过高,包括以下步骤:
(1)在PLC控制器中设置料位高限值:80%;
(2)PLC控制单元从导波雷达料位计和料位开关获取料位信号,当料位信号指示 料位高度超过料位高限值或已触碰到料位开关时,PLC启动三级报警信号;
(3)当报警条件消除后返回步骤(2);
4)报警操作:上述三个级别的报警信号对应的报警操作也划分为三个等级,根据 级别高低采取不同的应对措施:
(1)一级报警:存在闷燃危险;强制系统紧急停机,并立即补充氮气;同时声光 报警通知现场工作人员立即采取卸空干料仓及灭火措施;触发条件:一氧化 碳含量、一氧化碳每分钟增量、温度传感器任一参数超过报警值上限;
(2)二级报警:存在较大安全隐患,强制系统按顺序停机,并补充氮气;触发条 件:氧含量、料位计任何一个参数超过报警值上限;
(3)三级报警:生产过程参数报警,不影响系统正常运行,仅作为工艺参数调整 提示;触发条件:干料仓压力变送器高限报警、料位计低限报警。
本发明的优点:
1、系统结构完善,监测数据完备,监控准确可靠;
2、自动化程度高,操作简便,运行成本低;
3、适于远程监控,便于纳入厂区整体监控管理。





