
ЁЁЁЁЩъЧыШе2011.10.17
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2013.04.17
ЁЁЁЁIPCЗжРрКХC02F1/24; C02F9/14
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЗЂУїЩцМАвЛжжГЌГэгЭЮлЫЎЕФЦјИЁ-ЩњЛЏДІРэЗНЗЈЃЌНЋЗЯЫЎЭЈШыЖрМЖЛЗСїЦјИЁЗжРыЫўЕФЙФХнЖЮ;МгШыГ§гЭМСЁЂаѕФ§МСЁЂжњФ§МСКЭБэУцЛюадМСЃЌдкЫўЕзЭЈШыПеЦј;НЋДѓВПЗжШщЛЏгЭДгЗЯЫЎжаЗжРы;ЗжРыКѓЕФЗЯЫЎЭЈШыЖрМЖЛЗСїбсбѕКУбѕёюКЯСїЛЏДВЕФЩњЛЏЗДгІЦїЃЌгаЛњЮяБЛНЕНт;ЫЎЁЂЗЯЦјКЭВПЗжМаДјЮлФрЭЈЙ§Ш§ЯрЗжРыЦїЃЌЗЯЦјДгШ§ЯрЗжРыЦїЖЅВПХХГіЃЌЫЎКЭМаДјЮлФрОЙ§ГСНЕЗжРыКѓЃЌЮлФрДгШ§ЯрЗжРыЦїЕзВПЕФЕВАхДІЕЙСїЗЕЛиЩњЛЏЗДгІЦїФкНјаабЛЗРћгУЃЌЫЎдкШ§ЯрЗжРыЦїБкКЭЭтЕМСїЭВжЎМфЯђЩЯелСїЃЌОЙ§ЖўДЮГСНЕКѓвчСїЕНвчСїВлЃЌЕШвКЮЛДяЕНГіЫЎПкЪБЃЌДІРэКѓЗЯЫЎХХГі;БОЗНЗЈЪЙГЌГэгЭЮлЫЎЕФCODДг15000ЁЋ40000mg/lНЕЕЭЕН100mg/lвдЯТЃЌДяЕНЙњМвХХЗХБъзМЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжГЌГэгЭЮлЫЎЕФЦјИЁ-ЩњЛЏДІРэЗНЗЈЃЌГЌГэгЭЮлЫЎЕФCODЮЊ15000ЁЋ 40000mg/lЃЌЦфЬиеїдкгкЃКЦјИЁ-ЩњЛЏДІРэзАжУЪЧгЩЖрМЖЛЗСїЦјИЁЗжРыЫўЁЂжаМфЕїНкГи КЭЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЫўвРДЮДЎНгЖјГЩ;
ЁЁЁЁЕїНкЗЯЫЎЕФpHЮЊ8ЁЋ9ЃЌНЋЗЯЫЎЭЈШыЖрМЖЛЗСїЦјИЁЗжРыЫўЕФЙФХнЖЮ;МгШыГ§гЭМСЁЂ аѕФ§МСЁЂжњФ§МСКЭБэУцЛюадМСЃЌдкЫўЕзЭЈШыПеЦј;дкЮлЫЎЕФЭФЖЏКЭБэУцЛюадМСЕФзїгУ ЯТЃЌЦјХнаЮГЩЯИаЁХнФЃЌдкЕМСїЭВФкЩЯЩ§ЃЌЭЌЪБдкЕМСїЭВЭтБкКЭЛЗСїЦјИЁЗжРыЫўФкБк жЎМфЯђЯТдЫЖЏЃЌаЮГЩСЫЮЇШЦЕМСїЭВБкЕФПьЫйЛЗСїдЫЖЏЃЌетаЉЯИаЁЕФЦјХндкЛЗСїЦјИЁЗж РыЫўЮлЫЎФкПьЫйдЫЖЏЃЌВЂгыЮлЫЎжаЕФаѕФ§ЮяЯрЛЅзїгУВЂНсКЯЃЌЭЈЙ§дкХнФЖЮЪеМЏХнФЃЌ НЋДѓВПЗжШщЛЏгЭДгЗЯЫЎжаЗжРы;ЖрМЖЛЗСїЦјИЁЗжРыЫўЗжРыКѓЕФЗЯЫЎОздШЛГСНЕКѓЃЌЕї НкpHЮЊ6.5ЁЋ7.5ЃЌШЛКѓЭЈШыЖрМЖЛЗСїбсбѕКУбѕёюКЯСїЛЏДВЕФЩњЛЏЗДгІЦїЃЌдкЫўЕзЭЈ ШыПеЦјЃЌЩњЛЏЗДгІЦїФкМгШыЖрПздиЬх;ЛюадЮлФржаЕФбсбѕЮЂЩњЮяИНзХдкдиЬхФкВПЃЌКУ бѕЮЂЩњЮявЛВПЗжИНзХдкЖрПздиЬхЭтВПЃЌвЛВПЗжаќИЁдкЗЯЫЎжаЃЌЭЈЙ§СЌајЭЈШыПеЦјКЭЗЯ ЫЎЃЌгаЛњЮяБЛНЕНт;ЗЯЫЎдкЗДгІЦїФкЩњЛЏЗДгІЭъШЋКѓЃЌЫЎЁЂЗЯЦјКЭВПЗжМаДјЮлФрЭЈЙ§ Ш§ЯрЗжРыЦїЃЌЗЯЦјДгШ§ЯрЗжРыЦїЖЅВПХХГіЃЌЫЎКЭМаДјЮлФрДгФкЕМСїЭВвчСїЕНФкЭтЕМСї ЭВжЎМфЃЌОЙ§здШЛГСНЕЗжРыКѓЃЌЮлФрДгШ§ЯрЗжРыЦїЕзВПЕФЕВАхДІЕЙСїЗЕЛиЩњЛЏЗДгІЦї ФкНјаабЛЗРћгУЃЌЫЎдкШ§ЯрЗжРыЦїБкКЭЭтЕМСїЭВжЎМфЯђЩЯелСїЃЌОЙ§ЖўДЮГСНЕКѓвчСї ЕНвчСїВлЃЌЕШвКЮЛДяЕНГіЫЎПкЪБЃЌДІРэКѓЗЯЫЎХХГі;
ЁЁЁЁЖрМЖЛЗСїЦјИЁЗжРыЙ§ГЬжаЃЌПеЫўЦјЫйЮЊ0.5ЁЋ1.5cm/s;Г§гЭМСЮЊKR-1ЃЌЛЗЭщЛљ пфпђпјРрЃЌПЫРТъвРЪЏЛЏЙЋЫОЃЌХЈЖШЗЖЮЇЮЊ0.18ЁЋ0.4g/LжЎМфЃЌСїМгЫйТЪЮЊ130mg/(h ЁЄL.ЮлЫЎ);аѕФ§МСЮЊОлКЯТШЛЏТСЃЌХЈЖШЮЊ0.18g/(L.ЮлЫЎ)ЃЌСїМгЫйЖШЮЊ130mg/(h .L.ЮлЫЎ);жњФ§МСЮЊОлБћЯЉѕЃАЗЃЌХЈЖШЗЖЮЇЮЊ0.025mg/(L.ЮлЫЎ)ЃЌСїМгЫйЖШ ЮЊ40g/(h.L.ЮлЫЎ);БэУцЛюадМСЮЊЪЎЖўЭщЛљСђЫсФЦSDSЃЌХЈЖШЗЖЮЇЮЊ0.5ЁЋ0.6g/ (L.ЮлЫЎ)ЃЌСїМгЫйЖШЮЊ150mg/(hЁЄL.ЮлЫЎ);
ЁЁЁЁЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЩњЮяСїЛЏДВЕФПеЫўЦјЫйдк0.04ЁЋ0.07cm/sжЎМф;ЮлФрХЈ ЖШдк3.5ЁЋ5.5g/LжЎМф;
ЁЁЁЁдиЬхЮЊ10ЁЋ20cmМћЗНЕФОлАБѕЅаЭЁЂОлввЯЉаЭЁЂОлБНввЯЉаЭжаЕФвЛжжЛђМИжжзщКЯ ЕФКЃУрдиЬхЃЌдиЬхЕФЬюГфТЪЮЊЫўЬхЛ§ЕФ10%ЁЋ40%ЁЃ
ЁЁЁЁ2.вЛжжШЈРћвЊЧѓ1ЫљЪіЕФГЌГэгЭЮлЫЎЕФЦјИЁ-ЩњЛЏДІРэзАжУЃЌЦфЬиеїдкгкЃКгЩЖр МЖЛЗСїЦјИЁЗжРыЫў(5)ЁЂжаМфЕїНкГи(15)КЭЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЫў(29)ЙЙГЩ;
ЁЁЁЁЖрМЖЛЗСїЦјИЁЗжРыЫўгЩЯТВПЙФХнЖЮ(1)КЭЩЯВПХнФЖЮ(2)ЙЙГЩЃЌЙФХнЖЮ(1) ЮЊЦјЩ§ЪНФкЛЗСїЗДгІЦїЃЌгЩЕМСїЭВ(4)КЭЮЛгкЕМСїЭВЕзВПЕФЦјЬхЗжВМЦї(3)ЙЙГЩЃЌ ЦјЬхЗжВМЦї(3)ЭЈЙ§ЮШбЙЗЇКЭСїСПМЦ(14)гыПеЦјбЙЫѕЛњ(16)СЌНг;ЮЛгкЙФХнЖЮ ЩЯЗНЕФХнФЖЮ(2)ЮЊвчСїВлЪНЕФЦјвКЗжРыЦїЃЌгЩвчСїбп(8)КЭХнФХХГіПк(7)ЙЙ ГЩ;ЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЫўгЩЩњЛЏЗДгІЦї(19)КЭШ§ЯрЗжРыЦї(20)ЙЙГЩЃЌЩњЛЏ ЗДгІЦї(19)ФкЩшЕМСїЭВ(30)ЃЌгыЩњЛЏЗДгІЦї(19)ЭВЬхЭЌжсЃЌЦјЬхЗжВМЦї(31) ЙЬЖЈдкЫўЬхЕФЕзВПКЭЕМСїЭВ(30)ФкЕзВПЃЌЭЈЙ§ЮШбЙЗЇКЭСїСПМЦ(17)гыПеЦјбЙЫѕЛњ (16)СЌНг;ЩњЛЏЗДгІЦї(19)ФкгаЖрПздиЬх(28)ЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ2ЫљЪіЕФвЛжжГЌГэгЭЮлЫЎЕФЦјИЁ-ЩњЛЏДІРэзАжУЃЌЦфЬиеїдкгкЃК ЖрМЖЛЗСїЦјИЁЗжРыЫўЮЊЦјЩ§ЪНЖрМЖМЖФкЛЗСїЫўЃЌгЩгаЛњВЃСЇжЦГЩЃЌЫўЩэзмИпгыФкОЖжЎ БШЮЊ3ЁЋ12ЃЌЕМСїЭВжБОЖгыЫўЩэФкОЖжЎБШЮЊ0.3ЁЋ0.9ЃЌЙФХнЖЮКЭХнФЖЮЕФжБОЖБШЮЊ 1ЁУ1.4ЁЋ1ЁУ1.8ЃЌИпЖШБШЮЊ1ЁУ0.4ЁЋ1ЁУ0.8;ХнФЖЮвчСїВлбпКЭЙФХнЖЮжБОЖЕФБШЮЊ1ЁУ1ЁЋ 1.4ЁУ1ЃЌвчСїВлбпКЭХнФЖЮЕФИпЖШБШЮЊ0.1ЁУ1ЁЋ0.3ЁУ1ЃЌЕзВПзАгаЮЂПзЦјЬхЗжВМЦїЃЌЦН ОљПзОЖЮЊ3ІЬmЁЃ
ЁЁЁЁ4.ИљОнШЈРћвЊЧѓ2ЫљЪіЕФвЛжжГЌГэгЭЮлЫЎЕФЦјИЁ-ЩњЛЏДІРэзАжУЃЌЦфЬиеїдкгкЃК ЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЩњЮяСїЛЏДВЃЌгЩгаЛњВЃСЇжЦГЩЃЌЕзВПзАгаЮЂПзЦјЬхЗжВМЦїЃЌ ЦНОљПзОЖЮЊ3ІЬmЃЌЩњЛЏЗДгІЦїЕФЕМСїЭВВрБкЩЯЃЌШЦЕМСїЭВжсОљдШДђПзаЮГЩвЛЖЮЛђЖр ЖЮЃЌПзОЖЮЊ0.01ЁЋ10cmЃЌЖЮМфОрРыЮЊ5ЁЋ120cmЃЌзюЖЅМЖПзжааФЕЭгквКУц10ЁЋ300 cmЃЌЩњЛЏЗДгІЦїЕФЫўЬхгыЕМСїЭВЕФжБОЖБШдк1ЁЋ2жЎМфЃЌИпЖШБШдк1ЁЋ2жЎМфЃЌШ§ЯрЗж РыЦїЕФЦїБкгыФкЕМСїЭВЁЂЭтЕМСїЭВЭЌжсЩшМЦЃЌЧвФкЭтЕМСїЭВжБОЖБШдк0.6ЁЋ0.8жЎМфЃЌ ИпЖШБШдк0.5ЁЋ1.0жЎМфЃЌЭтЕМСїЭВгыШ§ЯрЗжРыЦїЭтБкЕФжБОЖБШЮЊ0.55ЁЋ0.65жЎМфЃЌ ИпЖШБШЮЊ0.5ЁЋ1.0жЎМфЃЌГіЫЎПкЯТЗНЩшМЦгавчСїВлЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжГЌГэгЭЮлЫЎЕФЦјИЁ-ЩњЛЏДІРэЗНЗЈМАЩшБИ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАвЛжжгЭЮлЗЯЫЎЕФДІРэЗНЗЈМАЩшБИЃЌОпЬхЖјбдЪЧвЛжжГЌГэгЭЗЯЫЎЕФЦјИЁ- ЩњЛЏДІРэЗНЗЈЃЌгІгУгкСЖЛЏЁЂВЩгЭЗЯЫЎЕФДІРэММЪѕСьгђЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁГЌГэгЭЗЯЫЎжаКЌгаНЯФбНЕНтЕФЬўРрКЭЗМЯуРрЛЏКЯЮяЃЌЧвШщЛЏбЯжиЁЂЮлШОЮяжжРрЖрЁЂ гЭЫЎУмЖШВюаЁЁЂФбЗжРыЁЂПЩЩњЛЏадВюЁЃвђДЫЃЌдкНјШыЩњЛЏДІРэЧАЃЌБиаыЯШВЩгУЮяРэКЭ ЛЏбЇЕФЗНЗЈНјаадЄДІРэЃЌЖјдЄДІРэЕФКЫаФЛЗНкОЭЪЧЭбГ§ШщЛЏгЭЁЃгЩгкГЌГэгЭЗЯЫЎЕФШщ ЛЏГЬЖШИпЃЌШщЕЮЗЧГЃаЁЧввьГЃЮШЖЈЃЌЮШЖЈЕФгЭЕЮдкЦјХнНчУцЕФЮќИНСПвВЗЧГЃаЁЃЌвђДЫ ашвЊДѓСПЕФЦјХнНчУцЮќИНШщЕЮЃЌашвЊЖрМЖЦјИЁвдДяЕНашвЊЕФЗжРыаЇЙћЁЃ
ЁЁЁЁЦјЩ§ЪНЛЗСїЗДгІЦїгЩгкЦфФмКФЕЭЁЂДЋжЪаЇЙћКУБЛЙуЗКгІгУгкЛЏЗЪГЇКЭСЖгЭГЇЗЯЫЎ ЕФДІРэЃЌИпХЈЖШгаЛњЗЯЫЎЕФДІРэЃЌБНЗгЗЯЫЎЕФДІРэМАдэЛЏЗЯЫЎЕФДІРэЁЃCN1435275A дкДЋЭГЙФХнЪНЗДгІЦїЛљДЁЩЯЙЋПЊСЫвЛжжЖрМЖЛЗСїЗДгІЦїЃЌЫўФкжУгаЕМСїЭВЃЌЕМСїЭВЕз ВПЩшгаЦјЬхЗжВМЦїЃЌЕЋИУЗДгІЦїЮДМћдкГЌГэгЭЗЯЫЎжаЕФДІРэгІгУЁЃUS5897772ЙЋПЊ СЫвЛжжЖрМЖЛЗСїХнФЗжРыЫўЃЌЫќЪЧдкЛЗСїЗДгІЦїЛљДЁЩЯПЊЗЂЕФЦјИЁЗжРыЩшБИЁЃгывЛАу ЕФЦјИЁЩшБИЯрБШЃЌИУММЪѕЖдгкДѓаЁдк10ІЬmвдЩЯЕФШщЛЏгЭгаНЯИпЕФЗжРыаЇТЪЃЌЕЋЖдСЃ ОЖИќаЁЁЂНчУцСїЖЏадВюЕФжижЪгЭШщЕЮЃЌЗжРыаЇТЪШдШЛНЯЕЭЁЃ
ЁЁЁЁЩњЮяЗЈДІРэФбНЕНтЗЯЫЎЕФЙЄвежаЃЌЗжЖЮЪНбсбѕЁЂКУбѕЙЄвеЪЧФПЧАжївЊЕФДІРэЗНЪНЁЃ ЕЋЪЧетРрММЪѕДцдкЙЄвеТЗЯпИДдгЁЂдЫааГЩБОИпЁЂФмКФИпЁЂДІРэаЇТЪНЯЕЭЁЂПЙГхЛїФмСІ ВюЁЂеМЕиУцЛ§ДѓЕШШБЕуЁЃвђДЫЃЌБуГіЯжСЫаэЖрКУбѕКЭбсбѕвЛЬхЪНЕФЮлЫЎДІРэЩшБИКЭЙЄ веЁЃCN1421401ЙЋПЊСЫвЛжжгЩФкЭВЁЂЗжИєЭВКЭЭтЭВЭЌжсЯпЕиЬзжУвЛЦ№ЃЌЗжБ№ЙЙГЩбсбѕ ЗДгІЧјКЭКУбѕЗДгІЧјЃЌЪЪгУгкгаЛњЗЯЫЎЕФЩњЮяДІРэЩшБИЁЃФкЭтЭВжаЗжБ№ЬюГфгаВЛЭЌРр аЭЕФЮЂЩњЮядиЬхЁЃДЫЗЈНідкАБЕЊХЈЖШБШНЯИпЕФгаЛњЗЯЫЎжагаЫљдЫгУЁЃCN101381163A ЬсЙЉСЫвЛжжгЩСНИіДЎСЊЕФЦјЩ§ЪНФкбЛЗЩњЮяСїЛЏДВЙЙГЩЕФЫЎНтЫсЛЏ-бсбѕКУбѕёюКЯЩњ ЛЏНЕНтЯЕЭГЁЃЧАепЮЊВЩгУЮЂСПЦиЦјВйзїЕФбсбѕЩњЮяСїЛЏДВЃЌжївЊЭъГЩЫЎНтЫсЛЏДІРэЃЌ КѓепЮЊЭЈЙ§зАЬюДѓПздиЬхЖјЙЙНЈЕФбсбѕ-КУбѕёюКЯЩњЮяСїЛЏДВЃЌЭъГЩгаЛњЮяЕФГЙЕзНЕ НтЁЃИУЗНЗЈдквЛЖЈГЬЖШЩЯдіМгСЫЩњЮяДІРэНзЖЮЕФЩшБИЭЖзЪКЭЙЄвеСїГЬЃЌВйПиФбЖШдіДѓЃЌ ЩшБИМЏГЩЛЏНЕЕЭЁЃCN101003406AЙЋПЊСЫвЛжжбсбѕКУбѕёюКЯЦјЩ§ЪНЛЗСїЩњЛЏЗДгІЦїМА гУгкЛЏЯЫЗЯЫЎДІРэЗНЗЈЃЌЕЋШБЩйЮЂЩњЮяИНзХЕФдиЬхЃЌЩњЛЏДІРэаЇТЪДѓДѓНЕЕЭЁЃ
ЁЁЁЁЛЙгавЛаЉаТЕФИпаЇИпХЈЖШгаЛњЗЯЫЎЕФДІРэЩшБИКЭЙЄвеЯрМЬБЛБЈЕРЃЌШч 200810228362дђВЩгУаѕФ§ДІРэ-ИпИККЩКУбѕЩњЮяДІРэ-ЫЎНтЫсЛЏДІРэ-ЕЭИККЩКУбѕЩњ ЮяДІРэЕШЙ§ГЬЃЌНЋИпCODЁЂNH3-NХЈЖШЕФЗЯЫЎгааЇДІРэЃЌЕЋвВжЛФмНЋCODдк3000ЁЋ 4000mg/lЗЖЮЇФкЕФЗЯЫЎОЛЛЏДяБъЁЃZL200920173235.5дђЗЂУїСЫвЛжжбсбѕЫЎНт-КУбѕ- ГСНЕЗжРывЛЬхЛЏЕФЗЯЫЎДІРэЩшБИЃЌЕЋгЩгкМЏГЩЛЏБШНЯИпЃЌЕМжТЩњЮяЬхЯЕЕФПЙГхЛїФмСІ ВЛЧПЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїЕФФПЕФдкгкЬсЙЉвЛжжРћгУЖрМЖЛЗСїЦјИЁММЪѕКЭЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЙЄ веСЊКЯДІРэНЯФбДІРэЕФГЌГэгЭЗЯЫЎЃЌзюжеЪЙГЌГэгЭЗЯЫЎДяБъХХЗХЕФЮлЫЎДІРэЗНЗЈЃЌГЌ ГэгЭЗЯЫЎЕФГѕЪМCODЮЊ15000ЁЋ40000mg/lЁЃ
ЁЁЁЁБОЗЂУїЪЧЭЈЙ§ШчЯТММЪѕЗНАИЪЕЯжЕФЃК
ЁЁЁЁБОЗЂУїгЩЖрМЖЛЗСїЦјИЁЗжРыЫўЁЂжаМфЕїНкГиКЭЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЫўвРДЮДЎ СЊЙЙГЩЁЃЧАепЮЊЖрМЖЛЗСїЦјИЁЗжРыЫўЃЌдкИУСїЛЏДВжажївЊЭъГЩШщЛЏгЭЕФШЅГ§ЙЄзїЁЃКѓ епЮЊЭЈЙ§зАЬюдиЬхЖјЙЙНЈЕФЖрМЖЛЗСїбсбѕ-КУбѕёюКЯЩњЮяСїЛЏДВЃЌдкИУСїЛЏДВжаЭъГЩ гаЛњЮяЕФГЙЕзНЕНтЁЃ
ЁЁЁЁ1.ЖрМЖЛЗСїЦјИЁЗжРыЙ§ГЬЕФЪЕЯж
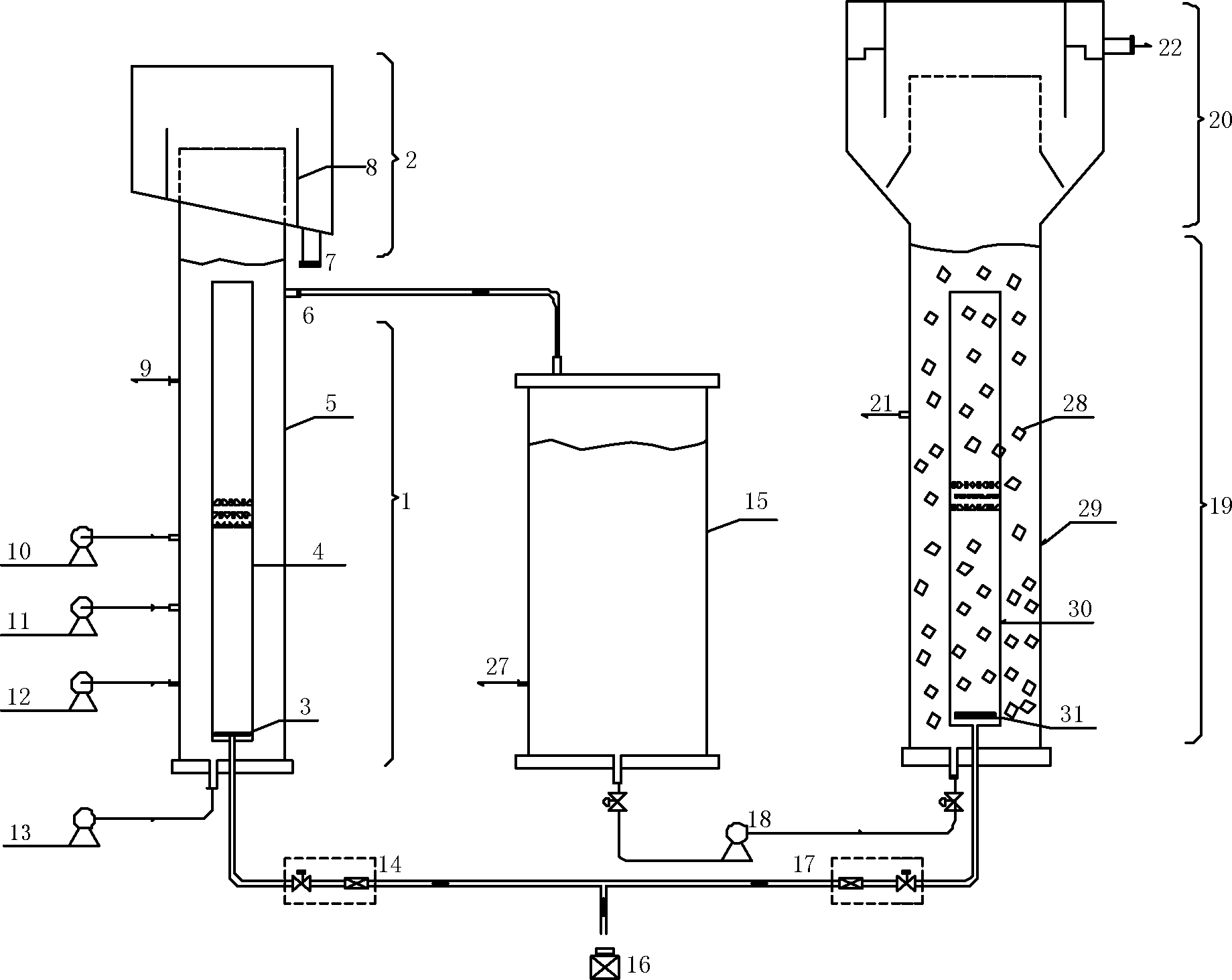
ЁЁЁЁЫљЪіЕФЖрМЖЛЗСїЦјИЁЗжРыЫў5ЮЊвЛжжгЩЙФХнЖЮ1КЭХнФЖЮ2ЙЙГЩЕФЦјЩ§ЪНЖрМЖФк ЛЗСїЫўЁЃ
ЁЁЁЁЯТВПЙФХнЖЮ1ЮЊЦјЩ§ЪНФкЛЗСїЗДгІЦїЃЌгЩЕМСїЭВ4КЭЦјЬхЗжВМЦї3ЙЙГЩЁЃЦфжаЕМ СїЭВЮЊЖрМЖЕМСїЭВЛђЕЅМЖЕМСїЭВЃЌЕЅМЖЕМСїЭВЮЊГЃЙцЩшМЦЃЌЖрМЖЕМСїЭВАДеезЈРћ CN1435275ЩшМЦЃЌзЈРћCN1435275ЬсЙЉСЫвЛжжгУгкИїРрЦј-вКСНЯрКЭЦј-вК-ЙЬШ§ЯрЛЏ бЇЗДгІЖрМЖЛЗСїЗДгІЦїЃЌАќРЈЫўЬхЁЂЕМСїЭВЁЂЦјЬхЗжВМЦїЃЌЕМСїЭВЮЛгкЫўЬхФкЃЌЧвгы ЫўЬхЭЌжсЃЌЕМСїЭВЕзВПзАгаЦјЬхЗжВМЦїЃЌЫўЩэзмИпгыФкОЖжЎБШЮЊ3ЁЋ12ЃЌЕМСїЭВжБОЖ гыЫўЩэФкОЖжЎБШЮЊ0.3ЁЋ0.9ЁЃ
ЁЁЁЁЮЛгкЙФХнЖЮ1ЩЯЗНЕФХнФЖЮ2ЮЊвчСїВлЪНЕФЦјвКЗжРыЦїЃЌАќРЈвчСїбп8КЭХнФХХ ГіПк7ЁЃЖрМЖЛЗСїЦјИЁЗжРыЫўЙФХнЖЮКЭХнФЖЮЕФжБОЖБШЮЊ1ЁУ1.4ЁЋ1ЁУ1.8ЃЌИпЖШБШЮЊ 1ЁУ0.4ЁЋ1ЁУ0.8;ХнФЖЮвчСїВлбпКЭЙФХнЖЮжБОЖЕФБШЮЊ1ЁУ1ЁЋ1.4ЁУ1ЃЌвчСїВлбпКЭХнФ ЖЮЕФИпЖШБШЮЊ0.1ЁУ1ЁЋ0.3ЁУ1ЁЃ
ЁЁЁЁГЌГэгЭЗЯЫЎОБУ13ДгЖрМЖЛЗСїЦјИЁЗжРыЫўЕзВПНјШыЗДгІЦїФк;ПеЦјОбЙЫѕЛњ16ЁЂ ЮШбЙЗЇКЭСїСПМЦ14ПижЦКѓЃЌОЦјЬхЗжВМЦї3НјШыЗДгІЦїФк;ЛКТ§СїМг20%ЕФЧтбѕЛЏ ФЦЛђ0.1MЕФЯЁбЮЫсЃЌЕїНкЗЯЫЎЕФpHЕН8-9жЎМф(ГЃЮТЯТ);Г§гЭМСЁЂаѕФ§МСЁЂжњФ§ МСЁЂБэУцЛюадМСЕШСщЛюбЁгУБУ10ЁЂ11ЁЂ12НјШыЖрМЖЛЗСїЦјИЁЗжРыЫўЁЃдкЮлЫЎЕФЭФЖЏ КЭБэУцЛюадМСЕФзїгУЯТЃЌЦјХнаЮГЩСЫЯИаЁЮШЖЈЕФХнФЃЌдкЕМСїЭВ4ФкЩЯЩ§ЃЌЭЌЪБдкЕМ СїЭВЭтБкКЭЛЗСїЦјИЁЗжРыЫў5ФкБкжЎМфЯђЯТдЫЖЏЃЌаЮГЩСЫЮЇШЦЕМСїЭВБкЕФПьЫйЛЗСїдЫ ЖЏЁЃетаЉЯИаЁЕФЦјХндкЛЗСїЦјИЁЗжРыЫўЮлЫЎФкПьЫйдЫЖЏЃЌВЂгыЮлЫЎжаЕФаѕФ§ЮяЯрЛЅзї гУВЂНсКЯЃЌзюКѓИЛМЏСЫаѕФ§ЮяЕФХнФгЩЛЗСїЦјИЁЗжРыЫўЩЯВПХнФвчГіПк7СїГіЁЃЭЈЙ§ дкХнФЖЮЪеМЏХнФЃЌНЋШщЛЏгЭДгЗЯЫЎжаЗжРыЁЃЗЯЫЎдкЖрМЖЛЗСїЗДгІЦїФкЭЃСє1.5-3h КѓДгШЁбљПк9ШЁбљЗжЮіЃЌCODДяЕН3000mg/lвдЯТЪБЃЌДІРэКѓЕФЮлЫЎНјШыжаМфЕїНкГи 15ЃЌЖрМЖЛЗСїЦјИЁДІРэКѓЕФЮлЫЎздШЛГСНЕ2аЁЪБЃЌД§аѕЬхГСНЕЭъШЋКѓЃЌЭљжаМфЕїНкГи жаЛКТ§ЕЮМг20%ЕФЧтбѕЛЏФЦЛђ0.1MЕФЯЁбЮЫсЃЌНЋpHЕїНкжС6.5-7.5(ГЃЮТ)ЁЃ
ЁЁЁЁЩЯЪіЖрМЖЛЗСїЦјИЁЗжРыЙ§ГЬжаЃЌПеЫўЦјЫйЮЊ0.5ЁЋ1.5cm/sЃЌзюМбЮЊ0.9cm/s; Г§гЭМСЮЊKR-1ЃЌЛЗЭщЛљпфпђпјРрЃЌПЫРТъвРЪЏЛЏЙЋЫОжЦЃЌХЈЖШЗЖЮЇЮЊ0.18ЁЋ0.4g/L жЎМфЃЌСїМгЫйТЪЮЊ130mg/(hЁЄL.ЮлЫЎ)ЁЃаѕФ§МСЮЊГЃЙцЕФОлКЯТШЛЏТСЃЌХЈЖШЮЊ0.18g/ (L.ЮлЫЎ)ЃЌСїМгЫйЖШЮЊ130mg/(h.L.ЮлЫЎ);жњФ§МСЮЊОлБћЯЉѕЃАЗЃЌХЈЖШЗЖЮЇЮЊ 0.025mg/(L.ЮлЫЎ)ЃЌСїМгЫйЖШЮЊ40g/(h.L.ЮлЫЎ);БэУцЛюадМСЮЊЪаЪлЩЬЦЗЪЎ ЖўЭщЛљСђЫсФЦSDSЃЌХЈЖШЗЖЮЇЮЊ0.5ЁЋ0.6g/(L.ЮлЫЎ)ЃЌСїМгЫйЖШЮЊ150mg/(hЁЄL .ЮлЫЎ)ЁЃ
ЁЁЁЁ2.бсбѕКУбѕёюКЯЙ§ГЬЕФЪЕЯж
ЁЁЁЁЫљЪіЕФЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЩњЮяСїЛЏДВгЩЩњЛЏЗДгІЦї19КЭШ§ЯрЗжРыЦї20СН ВПЗжЙЙГЩЁЃ
ЁЁЁЁЩњЛЏЗДгІЦї19ФкжЇГХзХЕМСїЭВ30ЃЌСНепЭЌжсЃЌЦјЬхЗжВМЦї31ЙЬЖЈдкЫўЬхЕФЕз ВПЃЌЦНОљПзОЖЮЊ3ІЬmЁЃЫљЪіЕФЕМСїЭВВрБкЩЯЃЌШЦЕМСїЭВжсОљдШДђПзаЮГЩвЛЖЮЛђЖрЖЮЃЌ ПзОЖЮЊ0.01ЁЋ10cmЃЌЖЮМфОрРыЮЊ5ЁЋ120cmЃЌзюЖЅМЖПзжааФЕЭгквКУц10ЁЋ300cmЁЃЗД гІЦїЕФЫўЬхгыЕМСїЭВЕФжБОЖБШдк1ЁЋ2жЎМфЃЌИпЖШБШдк1ЁЋ2жЎМфЁЃ
ЁЁЁЁШ§ЯрЗжРыЦї20ЮЛгкЩњЛЏЗДгІЦї19ЕФЩЯЗНЃЌШ§ЯрЗжРыЦїЕФЦїБк26гыФкЕМСїЭВ24ЁЂ ЭтЕМСїЭВ25ЭЌжсЩшМЦЃЌЧвФкЭтЕМСїЭВжБОЖБШдк0.6ЁЋ0.8жЎМфЃЌИпЖШБШдк0.5ЁЋ1.0 жЎМф;ЭтЕМСїЭВгыШ§ЯрЗжРыЦїЭтБкЕФжБОЖБШЮЊ0.55ЁЋ0.65жЎМфЃЌИпЖШБШЮЊ0.5ЁЋ1.0 жЎМф;ЩшМЦгавчСїВл23ЃЌЧввчСїВлЮЛгкГіЫЎПк22ЯТЗНЁЃ
ЁЁЁЁДгжаМфЕїНкГиГіРДЕФЮлЫЎОБУ18ДгЕзВПНјШыЖрМЖЛЗСїбсбѕ/КУбѕёюКЯЩњЮяСїЛЏ ДВ29ЁЃПеЦјОбЙЫѕЛњ16ЁЂЮШбЙЗЇКЭСїСПМЦ17ПижЦКѓЃЌОЦјЬхЗжВМЦї31НјШыЖрМЖЛЗ Сїбсбѕ/КУбѕёюКЯЩњЮяСїЛЏДВЕФЩњЛЏЗДгІЦїФкЁЃЩњЛЏЗДгІЦї19ФкМгШывЛЖЈЪ§СПЕФЖрПз диЬх28ЁЃЛюадЮлФржаЕФбсбѕЮЂЩњЮяИНзХдкдиЬхФкВПЃЌКУбѕЮЂЩњЮявЛВПЗжИНзХдкЖрПз диЬхЭтВПЃЌвЛВПЗжаќИЁдкЗЯЫЎжаЃЌЭЈЙ§СЌајЭЈШыПеЦјКЭЗЯЫЎЃЌЪЕЯжгаЛњЮяЕФНЕНтЁЃДг ЖјАббсбѕКЭКУбѕёюКЯдквЛЦ№ЃЌЪЕЯжСЫбсбѕКЭКУбѕЕФЭГвЛЁЃЗЯЫЎдкЗДгІЦїФкЩњЛЏДІРэ 16-36hЃЌДгШЁбљПк21ШЁбљЗжЮіЃЌCODДяЕН100mg/lвдЯТЪБЃЌЫЎЁЂЗЯЦјКЭВПЗжМаДјЮл ФрЭЈЙ§Ш§ЯрЗжРыЦї20ЃЌЗЯЦјДгШ§ЯрЗжРыЦїЖЅВПХХГіЃЌЫЎКЭМаДјЮлФрДгФкЕМСїЭВ24вч СїЕНФкЭтЕМСїЭВжЎМфЃЌОЙ§здШЛГСНЕЗжРыКѓЃЌЮлФрДгШ§ЯрЗжРыЦїЕзВПЕФЕВАх32ДІЕЙ СїЗЕЛиЩњЛЏЗДгІЦїФкНјаабЛЗРћгУЃЌЫЎдкШ§ЯрЗжРыЦїБк26КЭЭтЕМСїЭВ25жЎМфЯђЩЯел СїЃЌОЙ§ЖўДЮГСНЕКѓвчСїЕНвчСїВл23ЃЌЕШвКЮЛДяЕНГіЫЎПк22ЪБЃЌДІРэКѓЗЯЫЎХХГіЁЃ
ЁЁЁЁЫљЪібсбѕКУбѕёюКЯЙ§ГЬжаЃЌПеЫўЦјЫйдк0.04ЁЋ0.07cm/sжЎМфЃЌзюМбПеЫўЦјЫйЮЊ 0.05cm/s;МгШыЕФдиЬхЮЊ10ЁЋ20cmМћЗНЕФИпЧПЖШКЃУрЃЌЧвдиЬхЕФЬюГфТЪЮЊ10%ЁЋ40%; ЗДгІЦїжаЕФЛюадЮлФрХЈЖШЮЊ3.5ЁЋ5.5g/LЮлЫЎЁЃ
ЁЁЁЁБОЗЂУїЕФгХЕуКЭгавцаЇЙћдкгкЃК
ЁЁЁЁЖрМЖЛЗСїЦјИЁММЪѕКЭЖрМЖЛЗСїбсбѕ-КУбѕёюКЯММЪѕЕФЙЄвеСЊКЯЃЌОпгаЛьКЯОљдШЁЂ ДЋжЪЯЕЪ§ИпЁЂжїЬхШмбѕИпЁЂШЅГ§ТЪНЯИпЁЂМаДјТЪНЯЕЭЕШжюЖргХЕуЁЃИУЙЄвезщКЯДѓЗљЬс ИпСЫаЁСЃОЖШщЛЏгЭЗжРыаЇТЪЁЃОИУЙЄвеВЛГЌЙ§40аЁЪБЕФДІРэКѓЃЌГЌГэгЭЗЯЫЎЕФГѕЪМ CODДг15000ЁЋ40000mg/lНЕЕЭЕН100mg/lвдЯТЃЌДяЕНЙњМвХХЗХБъзМЃЌАБЕЊКЭСђКЌСП НЕЕЭЕНМьГіЯовдЯТЃЌШЅГ§ТЪНЋНќ100%ЁЃЮлФржЪСПКЭГіЫЎCODЮШЖЈЃЌЫЕУїИУЯЕЭГОпга НЯЧПЕФздЮвИќаТЕФФмСІКЭСМКУЕФГЄжмЦкЮШЖЈдЫааФмСІЁЃИУЯЕЭГЛЙФмЪЙФрЫЎЗжРыГЙЕзЃЌ ЯджјМѕЩйСЫЪЃгрЮлФрСПЕФВњСПЃЌетЖдЙЄвЕгІгУОпгаЪЕМЪМлжЕЁЃСэЭтЃЌСЊКЯЙЄвеСїГЬМђ ЕЅЃЌеМЕиаЁЃЌВйзїЛЗНкЩйЃЌЪЙЕУЩшБИЕФЭЖзЪКЭЙ§ГЬЕФФмКФгааЇНЕЕЭЁЃ





