
申请日2009.12.29
公开(公告)日2010.06.30
IPC分类号C02F1/72
摘要
本发明公开了一种超临界水氧化有机废水处理系统,它含有污水泵、高压反应釜、逆向预热器、冷却器、汽水分离器、液氧泵和起动炉,所述污水泵通过所述逆向预热器与所述高压反应釜上端的进水口连通,所述液氧泵与所述高压反应釜上端的进气口连通,所述高压反应釜上端的排水口通过所述逆向预热器的换热管与所述冷却器连通,所述冷却器与所述汽水分离器连通,所述起动炉一端通过起动水泵与起动水池连通,另一端与所述高压反应釜上端的进水口连通,所述起动水池与所述逆向预热器的换热管的出口通过管道连接,该管道上设置有阀门。本发明设计独特、有机物去除率高、热回收利用效率高且成本较低。
权利要求书
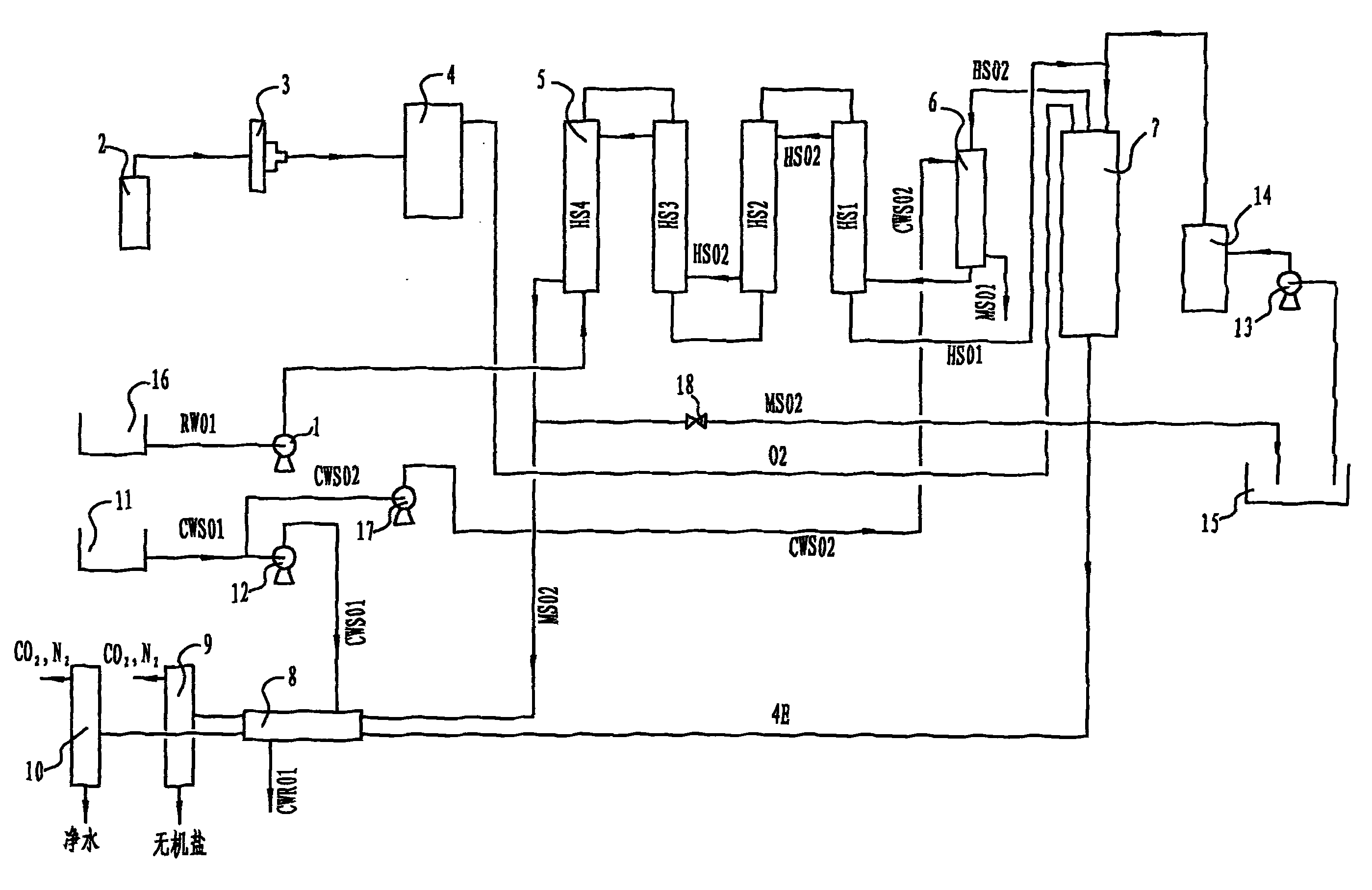
1.一种超临界水氧化有机废水处理系统,含有污水泵、高压反应釜、逆向预热器、冷却器、汽水分离器、液氧泵和起动炉,其特征是:所述污水泵通过所述逆向预热器与所述高压反应釜上端的进水口连通,所述液氧泵与所述高压反应釜上端的进气口连通,所述高压反应釜上端的排水口通过所述逆向预热器的换热管与所述冷却器连通,所述冷却器与所述汽水分离器连通,所述起动炉一端通过起动水泵与起动水池连通,另一端与所述高压反应釜上端的进水口连通,所述起动水池与所述逆向预热器的换热管的出口通过管道连接,该管道上设置有阀门。
2.根据权利要求1所述的超临界水氧化有机废水处理系统,其特征是:所述逆向预热器通过蒸汽发生器与所述高压反应釜上端的进水口连通,并且,所述蒸汽发生器的换热管与清水泵连通,实现热交换。
3.根据权利要求1所述的超临界水氧化有机废水处理系统,其特征是:所述冷却器的换热管与冷却水泵连通,实现热交换。
4.根据权利要求1所述的超临界水氧化有机废水处理系统,其特征是:所述高压反应釜下端通过连通管与所述冷却器连通,所述冷却器与分离器连通,所述连通管上安装有背压阀。
5.根据权利要求1所述的超临界水氧化有机废水处理系统,其特征是:所述液氧泵通过汽化器与所述高压反应釜上端的进气口连通。
6.根据权利要求1-5任一项所述的超临界水氧化有机废水处理系统,其特征是:所述逆向预热器为一个以上,多个所述逆向预热器串联式连接。
说明书
超临界水氧化有机废水处理系统
一、技术领域:本发明涉及一种有机废水的处理设备,特别是涉及一种超临界水氧化有机废水处理系统。
二、背景技术:超临界水氧化是指当水的温度、压力高于水的超临界温度(374℃)和压力(22.1MPa)条件下水中有机物的氧化。当有机物在密闭的容器环境中溶于含足够量氧的超临界水中时,在单一相状态下密切互溶,没有内部相转移的限制,氧化反应速度完成(几秒至几十秒)有机物去除率可达到99.99%或还高,放出大量的热。一般可达到550℃~650℃,这样的高热可通过换热设备回收利用。有机物中碳及杂元素和贵金属可氧化成无机盐析出。贵金属可回收利用,目前,超临界水氧化设备的主要工艺过程为:先将废水注入反应器内,然后空气压缩机泵入空气,产生反应。然后,反应后的水与无机盐类混合进入固液分离气分离,分离后的无机盐回收,水或排放或回收利用。整体的过程设置了一个反应器和固液分离器,这两件设备都是该设备的心脏部件。如:反映温度550℃,压力26Mpa,而固液分离器的温度也要保证550℃,压力26Mpa。如有操作不当造成分离效果差,直接影响处理后的出水效果。而且两件相同温度压力的部件,也造成成本高昂。再一缺陷就是废水中无机盐高过10%的时候,很容易造成管路的堵塞,发生事故。处理过程长,再就是进氧方式采用空气压缩机,造成反应器的体积巨大。空气(正常含量20%,含氮80%左右)进入高压反应釜内,如果处理高浓度废水,空气量大的惊人,而现有的国产空气压缩机(功率550KW)单台很难满足氧量的需求,还需要多台联机。这样,光耗能就很难达到工业化要求,造成处理废水每吨的成本直线上升,无法满足工业应用。
三、发明内容:
本发明所要解决的技术问题是:克服现有技术的不足,提供一种设计独特、有机物去除率高、热回收利用效率高且成本较低的超临界水氧化有机废水处理系统。
本发明为解决技术问题所采取的技术方案是:
一种超临界水氧化有机废水处理系统,含有污水泵、高压反应釜、逆向预热器、冷却器、汽水分离器、液氧泵和起动炉,所述污水泵通过所述逆向预热器与所述高压反应釜上端的进水口连通,所述液氧泵与所述高压反应釜上端的进气口连通,所述高压反应釜上端的排水口通过所述逆向预热器的换热管与所述冷却器连通,所述冷却器与所述汽水分离器连通,所述起动炉一端通过起动水泵与起动水池连通,另一端与所述高压反应釜上端的进水口连通,所述起动水池与所述逆向预热器的换热管的出口通过管道连接,该管道上设置有阀门。
所述逆向预热器通过蒸汽发生器与所述高压反应釜上端的进水口连通,并且,所述蒸汽发生器的换热管与清水泵连通,实现热交换。
所述冷却器的换热管与冷却水泵连通,实现热交换。
所述高压反应釜下端通过连通管与所述冷却器连通,所述冷却器与分离器连通,所述连通管上安装有背压阀。
所述液氧泵通过汽化器与所述高压反应釜上端的进气口连通。
所述逆向预热器为一个以上,多个所述逆向预热器串联式连接。
本发明的有益效果是:
1、本发明省去了固液分离,实现固气在同一高压反应釜内一次性反应分离,解决了现有技术中无机盐在管线内运行时间过长造成管线堵塞的难题。
2、本发明改变了进气系统,由原有的空气改为液态氧。由于空气中的氧含量正常时是20%(体积比),其余氮气是与有机物不反应的气体,但它参与热的膨胀,是直接导致高压反应釜巨大的原因。改用液氧后,可减少动力电能大约1/120,耗电量只相当于高压水泵的用电量,高压反应釜的体积可缩小大约1/3左右,降低制造和使用成本。另外,采用纯氧在同等条件下,在空气中难以燃烧的物质,在纯氧环境中也可氧化,提高了废水、废液的处理效果。
3、本发明在反应初期通过清水泵和起动炉向高压反应釜提供热水,该热水通过蒸汽发生器进入逆向预热器,为通过逆向预热器的废水、废液进行预热,以提高反应速度和反应效率。反应中,关闭清水泵和起动炉,反应生成的热水进入蒸汽发生器中与泵入的清水进行热交换,该热水在自身降温的同时,使清水产生蒸汽,该蒸汽得到回收利用,这是反应热的第一次回收利用,降温后的反应热水再通过逆向预热器预热废水、废液,实现反应热量与废水、废液进行热交换的循环利用,这是反应热的第二次回收利用。
4、本发明反应后经过逆向预热器的流体进入冷却器,与冷却水进行进一步的热交换,换热后的冷却水得到进一步利用,充分回收利用热量,这是反应热的第三次回收利用。
5、本发明反应中如果废水、废液含无机盐量高时可调整分离器和管线上的背压阀,将沉积于高压反应釜底的无机盐排出,在分离器中分离。如无机盐中含有价值高的无机物,可回收利用来减少处理废水的成本。
6、本发明适用范围广,尤其是对浓度高的难降解、毒性大、含盐量高的有机污染废水、废液在密闭的环境中进行一次干净彻底的分解和氧化,没有二次污染,还可回收大量的高热能量,推广后具有良好的经济和社会效益。





