
����������2003.12.31
��������(����)��2004.12.22
����IPC�����C02F9/14; C02F9/02
����ժҪ
����������������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������²��裺ȥ�����͡�������������ѧ����������������ɰ�˵Ȳ���;����������Ч���ƻ��黯Һ�ķ��ӽṹ��һ����ȥ��ˮ���л�������Ⱦ���װ��ռ�����С���豸Ͷ���١������ɱ��ͣ�ͬʱ�豸������㣬�����ȶ�����ʵ����Դ���ۺ�����;�������㷺�����ڻ�е�ӹ���������ҵ���黯Һ��ˮ������
��������Ҫ���
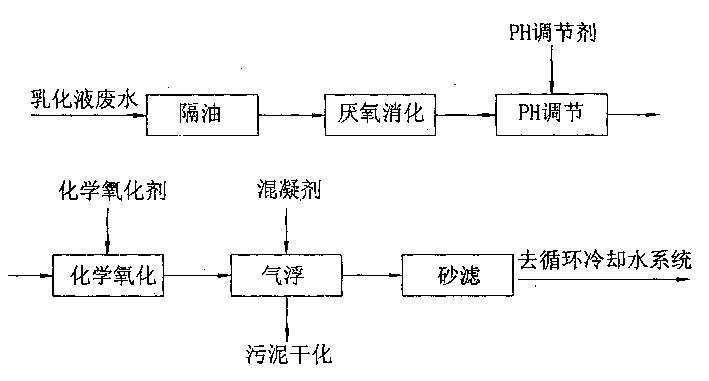
����1.һ�ֺ��黯Һ��ˮ�Ĵ������գ��������������������²��裺
����(1).ȥ�����ͣ��ڸ��ͳ������ü���װ�ó�ȥ������״̬�Ļ�е��;
����(2).����������ȥ�����ͺ����ˮ���������أ�������������� �������������л���;
����(3).��ѧ������������������ķ�ˮ����������Ӧ�أ�����PHֵ�� 7��11��������������ʹ�л���������������������Ӧ;
����(4).������������������ķ�ˮ��������ۣ��������������ϲ� ��Ӧ�����������������������ȥ��ˮ�е�������;
����(5).ɰ�ˣ���������ˮ����ɰ���������˳�ȥ�д���ˮ�е�ϸ�� ���
����2.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ����������Ϊ�������ơ�H2O2+Fe2+��������ػ������
����3.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ����������Ϊ�۹��������������
����4.����Ȩ��Ҫ��1��3������һ�ֺ��黯Һ��ˮ�Ĵ������գ������� ��������������Ϊ�۹��������۹�������۹���������
����5.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� �黯Һ��ˮ�ڸ��ͳ��ڵ�ˮ��ͣ��ʱ��Ϊ3��4Сʱ��
����6.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ����(2)��������Ӧʱ��Ϊ12��24Сʱ��
����7.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ����(3)���ڷ�Ӧ���ں��黯Һ��ˮ��������Ũ��Ϊ4��50ppm����Ӧ ʱ��Ϊ5��30���ӡ�
����8.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ����(4)�л������ں��黯Һ��ˮ�л�������Ũ��Ϊ800��1500ppm�� ��Ӧʱ��Ϊ5��10���ӡ�
����9.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ������������ѹ��Ϊ0.3��0.5MPa���������ˮ�������Ϊ0.2�� 0.5��
����10.����Ȩ��Ҫ��1������һ�ֺ��黯Һ��ˮ�Ĵ������գ����������� ��������װ��Ϊͨ����е������������ˮ�Ļ��μ����ϡ�
����˵����
����һ�ֺ��黯Һ��ˮ�Ĵ�������
������������
�����������漰һ�ַ�ˮ�������գ��ر���һ�ֻ�е���켰������ҵ �к��黯Һ��ˮ�Ĵ������ա�
������������
�����ڽ������ϼӹ�����е�������ҵ��ͨ��Ҫʹ���黯Һ��Ϊ��ȴ ���������黯Һѭ��ʹ�ö�κ��ʡ�ʧЧ����Ϊ���黯Һ�� �����ˮ�黯�̶ȸߣ���Ҫ�ɷ�Ϊ��е�͡�������Լ��������Ե��� �������������ȣ������ɫ����Ȼˮ������COD���͵�ָ��� �ߡ�
���������������ʳ�����ˮ�ԣ����ܶ�С��1�������ˮ�����黯���� ���ɢ����������ڸ������ö��ۼ��ɴ��͵��ϸ����������黯���� ��ʱ���͡�ˮ���黯�����߾ͻ��γ��ȶ����黯Һ��ϵ���黯����Ϊ ����������ʣ����ӽṹ���в��Գ��ԣ�һ�˴��м��Ի��ţ���Щ�� �Ŷ�ˮ�����к�ǿ����������ʾ����ˮ��;����һ��Ϊ�Ǽ��Ի��ţ� ��ʾ����ˮ��(����)����ˮ������ˮ�У������Ͷ����������У�ʹ���� ��С�Ľ��������ȷ�ɢ��ˮ��
����Ŀǰ���黯Һ��ˮ�Ĵ����������Ƚ������飬����ˮ���룬Ȼ�� ��һ��ȥ��������л�������Ⱦ����õ����鷽�������������� ��������������鷨���ữ���鷨��Ĥ���˷�������Эͬ��ЧӦ���� ������Ĥ���˷�������Эͬ��ЧӦ���鷨�������黯Һ���豸Ͷ�ʴ� ����һ��������;���������ữ�����������������ȷ����������飬 ���ܽ���黯Һ����ˮ�ֲ����⣬������Чȥ��ˮ���������л����� ����Ⱦ������һ�����ú��������������ȷ������д���������װ ��ռ����������ɱ��ߡ��豸Ͷ���Խϴ�
������������
����Ϊ�˿˷����м����IJ��㣬�������ṩһ�ֺ��黯Һ��ˮ�Ĵ��� ���գ��÷�������Ч���ƻ��黯Һ�и����л���ķ��ӽṹ��һ���� ȥ��ˮ���л�������Ⱦ���װ��ռ�����С���豸Ͷ���١����� �ɱ��ͣ�ͬʱ�豸������㣬�����ȶ�����ʵ����Դ���ۺ����á�
��������������似�����������õļ��������ǣ�
����һ�ֺ��黯Һ��ˮ�Ĵ������գ����������²��裺
����(1).ȥ�����ͣ��ڸ��ͳ������ü���װ�ó�ȥ������״̬�Ļ�е��;
����(2).����������ȥ�����ͺ�ķ�ˮ���������أ�������������� �������������л���;
����(3).��ѧ������������������ķ�ˮ����������Ӧ�أ�����PHֵ�� 7��11��������������ʹ�л���������������������Ӧ;
����(4).������������������ķ�ˮ��������ۣ��������������ϲ� ��Ӧ�������������������;
����(5).ɰ�ˣ���������ˮ����ɰ���������˳�ȥ�д���ˮ�е�ϸ �����
������Ϊ��������һ����ѡ��ʽ������������Ϊ�������ơ�H2O2+Fe2+�� ������ػ������
������ѡ�Ļ�����Ϊ�۹������������������ѡ�Ļ�����Ϊ�۹������� �۹�������۹���������
�����黯Һ��ˮ�ڸ��ͳ��ڵ����ˮ��ͣ��ʱ��Ϊ3��4Сʱ��
�������黯Һ��ˮ�������ص����������Ӧʱ��Ϊ12��24Сʱ��
�����ڷ�Ӧ���ں��黯Һ��ˮ��������Ũ�����Ϊ4��50ppm����Ӧʱ ��Ϊ5��30���ӡ�
�����������ں��黯Һ��ˮ�л�������Ũ�����Ϊ800��1500ppm���� Ӧʱ��Ϊ5��10���ӡ�
����������������ѹ��Ϊ0.3��0.5MPa���������ˮ�������Ϊ0.2�� 0.5��
������������װ��Ϊͨ����е������������ˮ�Ļ��μ����ϡ�
����������������Ч���ǣ�
����1.���̺�����
������.�ڸ��ͳ����ø����ռ������������ռ������ĸ��ͣ��ȿɱ� ֤���Ͳ�����������أ������������ĸ���;���ܽ������ռ������� ���۸���Ʒ�ӹ�����ʵ������Դ�������á���ij���մ���100���黯 Һ��ˮ��װ��Ϊ����ÿ�¿ɻ��շϻ�е��3��4�֣���ֵ3000��4000Ԫ;
������.�黯���е��黯������е�͵ȣ���Ϊ����ӵ��л�������� ��������������Ч���ƻ���Щ�л���ķ��ӽṹ��ʹ�����л���ֽ⡣ ��ˣ��ɴﵽ����ͽ���COD��˫�ع�Ч��ͬʱ���黯Һ��ˮ���ŷ� һ���Ǽ�Ъ�ģ������ػ��ܳ䵱���ڳأ����ʾ���������;
������.���û�ѧ������������������ķ�ˮ���д������DZ������˿� ���Ķ��ؼ��������ڴ�ǰ�ѿ������黯Һ��ˮ���������в��õĺ��� ��������������ȣ���ѧ���������з�Ӧʱ���(����������Сʱ)�� �������Ч�ʣ�ʹ����������Ϊ��ʵ���ŵ�;
������.�ڻ��������У���������Ч�۹�����������������ɵġ��� ���������ʵ������Ч����;
������.�������̲����ܸ�Чȥ��ˮ�������۳ɡ�������������� �������ܽ����������£��ܽ�һ���������ܽ�̬���л��ʹCOD�� �Խ�һ������;
������.����ɰ����Ϊ��ȫ���ˣ��ܽϳ��س�ȥˮ�еIJ�������� �豸���������㡢�����ȶ���
����2������Ч�ʸߡ�ʵ�����������黯Һ��ˮCODcr=6000�� 30000mg/L�ķ�Χ�ڣ��������մ�����ˮCODcr=60��200mg/L�� COD��ʯ��������ȥ���ʸߴ�98%���ϣ�����ָ����ɴﵽ�����ŷ� ����
������1Ϊ���ñ����ս����100��/���黯Һ��ˮ����װ��ʵ������ �����
������1 �黯Һ��ˮ����Ч��
������Ŀ CODcr mg/L CODcrȥ���� % ������ mg/L ȥ���� % ɫ��
������ˮ1 12520 98.83 35000 99.9 2000
������ˮ1 77.4 2.14 4
������ˮ2 25000 99.3 50000 99.9 3000
������ˮ2 160 4.25 4
����3��������㣬�����ȶ�����װ�ó����ͻ�����ѹ��(����������)�� ҩ���ú�ˮ���⣬������Ϊ��ֹ�豸����������������ת����Ҫ ���ڼ��͵��ڵ���Ҫ���ղ���ָ��Ϊ������ӦpHֵ�ͻ����������� ʵ����������װ�ò��������㣬�������кͷ�ˮ����Ч�����dz� �ȶ�;
����4�����ս��գ��豸ռ�����С��Ͷ��ʡ������ƽ����������ڵ� �£������ϸǰ�(�ֽ���Ԥ�Ƽ�);��������Ӧ��(��)������������ �����������������ϡ�100��/���黯Һ��ˮ�Ĵ���װ�õ�ռ�����Լ Ϊ150m2;װ��Ͷ��Ϊ25��30��Ԫ;
����5���������õ͡���100��/���黯Һ��ˮ�Ĵ���װ�üƣ�ÿ����1 �ַ�ˮ�ĵ��Ϊ0.9�ȣ�ҩ����ԼΪ3.5Ԫ;
����6��ʵ������Դ���ۺ����á���100��/���黯Һ��ˮ�Ĵ���װ��Ϊ ������ˮ�еĸ����ռ���ȫ�����ۣ�ÿ�¿ɻ��շϻ�е��3��4�֣��� ֵ3000��4000Ԫ;��ˮ����Ϊѭ����ȴˮ�IJ���ˮʹ�ã�ÿ��ɽ�Լ ����ˮԼ100�֣���ֵԼ100Ԫ���ⲻ��ʵ������Դ�Ļ������ã�Ϊ ��������������춨���������ɳ����ˮ�����ɱ���Լ2Ԫ/�֡�





