
����������2018.02.28
��������(����)��2018.11.16
����IPC�����F23G5/02; F23G5/027; F23G5/033; F23G5/08; F23G5/44; F23G5/46; F23G7/00
����ժҪ
������ʵ�������ṩ��һ�ַ��������������л��������װ�ã�������ԭ�ϴ洢���ﵥԪ;���ڽ��л����ࡢ�Ͻ���������ԭú���л����ĥ�����͵�ԭ�ϻ����ĥ���͵�Ԫ;���ڽ�������������ɿ�ȼ����ͬʱʹ�Ͻ������������γɲ������Ļ��ԭ�ϸ���������Ԫ;���ڷ��տ�ȼ���Ŀ�ȼ�����յ�Ԫ;�������÷��ղ������������ȵ��������Ȼ��յ�Ԫ����ʵ�������ṩ��װ��ͨ��������л�����ú��������ʵ�ֻ�ԭ�������µĸ��£�ʹ�Ͻ��������õ����ں��γɲ����������������Ŀ�ȼ��ȼ�����ͷ���������ϵͳ���fӢ�ŷźͷ۳��ŷ����⣬��ȫʵ���˷��������������л������������������Ӧ��ǰ��ʮ�ֹ�����
����Ȩ��Ҫ����
����1.һ�ַ��������������л��������װ�ã����������ڣ�������
�������ڴ洢�������л����������洢���ﵥԪ;
�������ڴ洢������Ͻ��������ķϽ��������洢���ﵥԪ;
�������ڴ洢ԭú��ԭú�洢��Ԫ;
�������ڽ��������л����ࡢ�����ķϽ���������ԭú���л�ϣ���ĥ�ɻ���Ͽ��������͵�ԭ�ϻ����ĥ���͵�Ԫ;
�������ڽ�����Ͽ������������ɿ�ȼ����ͬʱʹ�Ͻ������������γɲ������Ļ��ԭ�ϸ���������Ԫ;
�������ڽ�������ȼ�����з��յĿ�ȼ�����յ�Ԫ;
�����������ÿ�ȼ�����յ�Ԫ�������������ȵ��������Ȼ��յ�Ԫ;
���������Ʊ������ͷ����õĸ��������ĸ��������Ʊ���Ԫ;
��������洢���ﵥԪ���Ͻ��������洢���ﵥԪ��ԭú�洢��Ԫ����ԭ�ϻ����ĥ���͵�Ԫ���ӣ�ԭ�ϻ����ĥ���͵�Ԫ�����ԭ�ϸ���������Ԫ����ȼ�����յ�Ԫ���������Ȼ��յ�Ԫ�������ӣ����������Ʊ���Ԫ���ӻ��ԭ�ϸ���������Ԫ�Ϳ�ȼ�����յ�Ԫ��
����2.��Ȩ��Ҫ��1������һ�ַ��������������л��������װ�ã����������ڣ������������Ȼ��յ�Ԫ����������洢���ﵥԪ���Ͻ��������洢���ﵥԪ���������Ʊ���Ԫ��
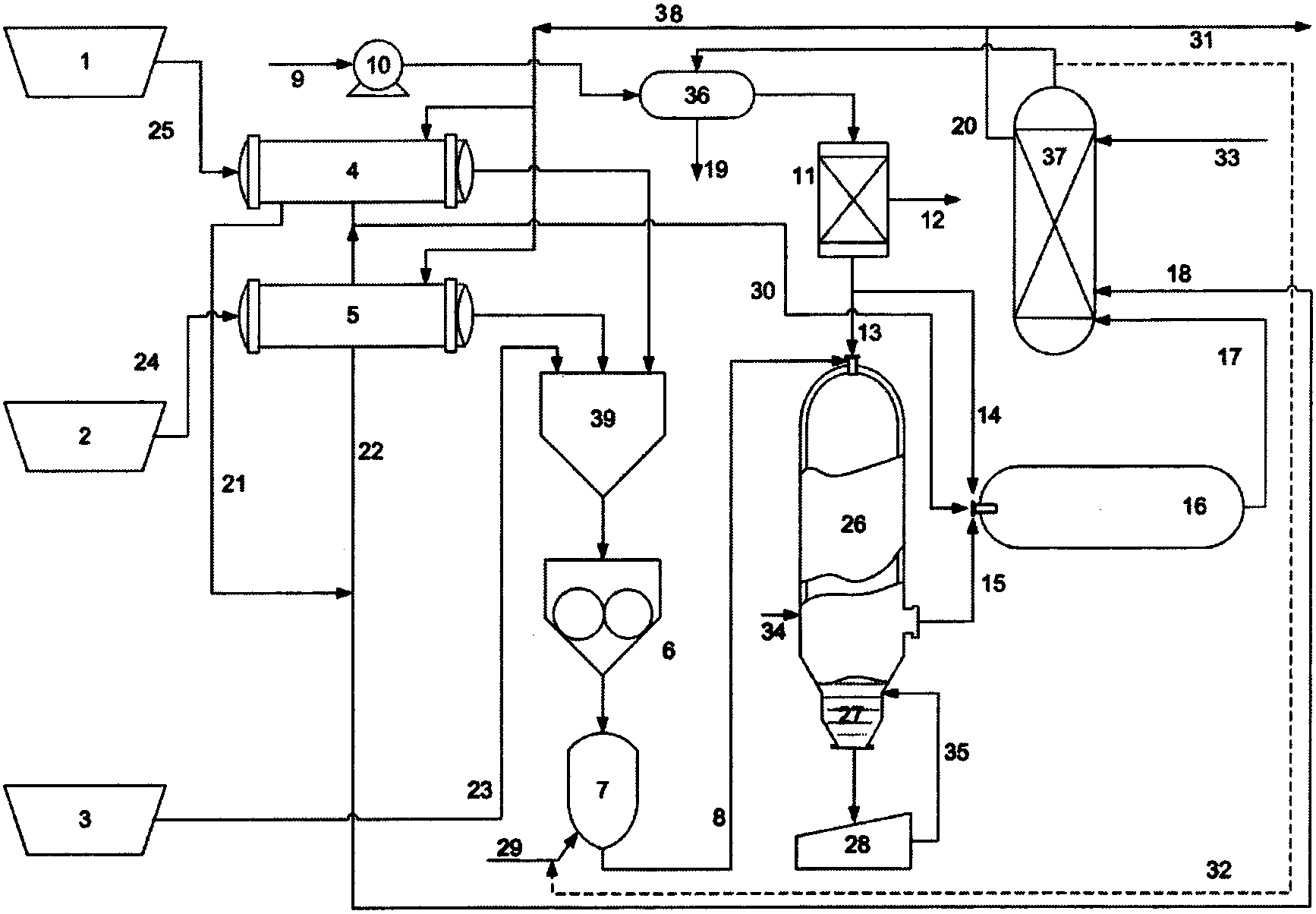
����3.��Ȩ��Ҫ��1������һ�ַ��������������л��������װ�ã����������ڣ���������洢���ﵥԪ���������(1)�������(1)ͨ����ҵ����������(25)���Ӹ�����A(4)ԭ�Ͻ��ڣ�������A(4)ԭ�ϳ�����������ԭ�ϻ����ĥ���͵�Ԫ;
���������Ͻ��������洢���ﵥԪ�����Ͻ���������(2)���Ͻ���������(2)ͨ���ǽ�������������(24)���Ӹ�����B(5)ԭ�Ͻ��ڣ�������B(5)ԭ�ϳ�����������ԭ�ϻ����ĥ���͵�Ԫ;
����ԭú�洢��Ԫ����ԭú��(3)��ԭú��(3)ͨ��ԭú������(23)��������ԭ�ϻ����ĥ���͵�Ԫ��
����4.��Ȩ��Ҫ��3������һ�ַ��������������л��������װ�ã����������ڣ�ԭ�ϻ����ĥ���͵�Ԫ��������ϲ�(39)������ԭú��(3)ͨ��ԭú������(23)���ӻ���ϲ�(39)���ڣ�����������A(4)ԭ�ϳ��ڡ�������B(5)ԭ�ϳ��ھ����ӻ���ϲ�(39)���ڣ�����ϲ�(39)����������ĥɸ�ֻ�(6)���ڣ���ĥɸ�ֻ�(6)�������ӷ��Ϲ�(7)���ڣ����Ϲ�(7)����ͨ������������(8)�����������ԭ�ϸ���������Ԫ��
����5.��Ȩ��Ҫ��4������һ�ַ��������������л��������װ�ã����������ڣ��������ԭ�ϸ���������Ԫ��������¯(26)������¯(26)�ײ���������(27)������(27)�ײ����м�����(28)��������(28)ͨ��ˮ��������(27)����;�������Ϲ�(7)ͨ������������(8)��������¯(26)���ڣ��������������Ʊ���ԪҲ��������¯(26)���ڣ�����¯(26)�Ŀ�ȼ����������������ȼ�����յ�Ԫ��
����6.��Ȩ��Ҫ��5������һ�ַ��������������л��������װ�ã����������ڣ�������ȼ�����յ�Ԫ��������¯(16)������������A(4)��ȼ�����ڡ�������B(5)��ȼ�����ڡ�����¯(26)��ȼ�����ڡ����������Ʊ���Ԫ�����ӷ���¯(16)���ڣ�����¯(16)���������������������Ȼ��յ�Ԫ��
����7.��Ȩ��Ҫ��6������һ�ַ��������������л��������װ�ã����������ڣ������������Ȼ��յ�Ԫ�������ȹ�¯(37)����������¯(26)�����������������ȹ�¯(37)���������ڣ����ȹ�¯(37)�������������ӷ��Ϲ�(7)�����������ںͿ���Ԥ����(36)��������ڣ�����Ԥ����(36)������������Ӻ����豸;���ȹ�¯(37)��ˮ����������������������A(4)��ˮ�������ں�����B(5)��ˮ�������ڣ�������A(4)������ˮ���ں�����B(5)������ˮ���ھ��������ȹ�¯(37)������ˮ���ڡ�
����8.��Ȩ��Ҫ��7������һ�ַ��������������л��������װ�ã����������ڣ��������������Ʊ���Ԫ������ѹ���(10)����ѹ���(10)����������������Ԥ����(36)��������ڣ�����Ԥ����(36)������������Ӹ����Ʊ���(11)�������Ʊ���(11)�ĸ�����������������������¯(26)���ںͷ���¯(16)���ڡ�
����˵����
�������������������л��������װ��
������������
������ʵ�������漰һ�ַ��������������л��������װ�ã����ڹ�������ﴦ����������
������������
��������ʮ�����������ҹ�ú������ʯ�ͻ�����ҵ�Ŀ��ٷ�չ�������¼������������벢����ʾ����Ŀ�������У�ȡ�������õ���ᾭ��Ч���ͬʱҲ�����˴����Ĺ�ҵ��������繤ҵ��ˮ����ҵ������ҵ�����������ǹ�ҵ��ˮ�Ĵ������൱�������ղ����˴����Ĺ�ҵ���ࡣ��ҵ������Ҫ��������¯�����ɻҡ���ҵ�ϴ����ȣ����й�ҵ�ϴ������д����ؽ�������δ�г���Ĵ����������á�
�������ڹ�ҵ���࣬��Ҫ���д����������������Ҫ�ɷ�Ϊ�л���ȼ��Լ��������ؽ������л���������е����ദ�÷���������÷��մ��������ô�������Ϊ������������ȼ�պ�¯��¯ȼ�մ��ã���������ȼ�շ�ʽ��ȼ���¶Ⱦ��ﲻ�����������¶ȣ���Ȼ����ʵ���˼���������Դ��������ȼ�ղ����ķɻҺ͵�����Ȼ������ɶ�����Ⱦ�ķ���;�����ؽ����ڷɻ���û�еõ��̻������н����ԣ������������ˮ��Ķ�����Ⱦ;ȼ�չ��������¶Ƚϵͣ������Ķ��fӢδ���ֽ⣬������ɷ���������Ⱦ��
�������ڹ�ҵ�����������ɷ���Ը��ӣ�����ҪΪ����ȼ�յĽ����������ú����Ȼ����ʹ�õĺϳ������黯����Ϊ��������ҪΪ���������������������衢�����ƺ����������������������������������ؽ���������ֱ�������չ��ұ�Ӧ�Ƴɲ��ɽ����Բ����塣��������ú���͡�ú��ϩ����ú�Ʒ�����ú���Ҷ�����ú�������չ��̾��漰������ʧ������⡣Ŀǰ�Էϴ����Ĵ���������Ϊѡ���Եش�����ȡ���ָ���ֵ�ϸߵ����ʣ�����ȫ���������ã�������ȫ���ڻ��չ�����Ҫ���Ĵ����������������ɱ��ϸߡ�
����������������ҵ���ࡢ�ϴ����ȹ��������Ĵ��������Ѿ��������ز���Ϊ����ú������ҵ��չ����Ҫ���أ���ν��������������ȶ���������������������Դ�������Ѿ��̲��ݻ���
����ʵ����������
������ʵ������Ҫ����ļ��������ǣ���γ�����ù�ҵ����Ŀ�ȼ�����������ԭú�ķ�������������ȼ�ķϽ����������������γɲ�������ͬʱ������fӢ���������ɺ��ؽ����̻���������Ⱦ���⡣
����Ϊ�˽�������������⣬��ʵ�����͵ļ����������ṩһ�ַ��������������л��������װ�ã����������ڣ�������
�������ڴ洢�������л����������洢���ﵥԪ;
�������ڴ洢������Ͻ��������ķϽ��������洢���ﵥԪ;
�������ڴ洢ԭú��ԭú�洢��Ԫ;
�������ڽ��������л����ࡢ�����ķϽ���������ԭú���л�ϣ���ĥ�ɻ���Ͽ��������͵�ԭ�ϻ����ĥ���͵�Ԫ;
�������ڽ�����Ͽ������������ɿ�ȼ����ͬʱʹ�Ͻ������������γɲ������Ļ��ԭ�ϸ���������Ԫ;
�������ڽ�������ȼ�����з��յĿ�ȼ�����յ�Ԫ;
�����������ÿ�ȼ�����յ�Ԫ�������������ȵ��������Ȼ��յ�Ԫ;
���������Ʊ������ͷ����õĸ��������ĸ��������Ʊ���Ԫ;
��������洢���ﵥԪ���Ͻ��������洢���ﵥԪ��ԭú�洢��Ԫ����ԭ�ϻ����ĥ���͵�Ԫ���ӣ�ԭ�ϻ����ĥ���͵�Ԫ�����ԭ�ϸ���������Ԫ����ȼ�����յ�Ԫ���������Ȼ��յ�Ԫ�������ӣ����������Ʊ���Ԫ���ӻ��ԭ�ϸ���������Ԫ�Ϳ�ȼ�����յ�Ԫ��
������ѡ�أ������������Ȼ��յ�Ԫ����������洢���ﵥԪ���Ͻ��������洢���ﵥԪ���������Ʊ���Ԫ��
������ѡ�أ���������洢���ﵥԪ��������֣������ͨ����ҵ�������������Ӹ�����Aԭ�Ͻ��ڣ�������Aԭ�ϳ�����������ԭ�ϻ����ĥ���͵�Ԫ;
���������Ͻ��������洢���ﵥԪ�����Ͻ��������֣��Ͻ���������ͨ���ǽ����������������Ӹ�����Bԭ�Ͻ��ڣ�������Bԭ�ϳ�����������ԭ�ϻ����ĥ���͵�Ԫ;
����ԭú�洢��Ԫ����ԭú�֣�ԭú��ͨ��ԭú��������������ԭ�ϻ����ĥ���͵�Ԫ��
������ѡ�أ�����ԭ�ϻ����ĥ���͵�Ԫ��������ϲ֣�����ԭú��ͨ��ԭú���������ӻ���ϲֽ��ڣ�����������Aԭ�ϳ��ڡ�������Bԭ�ϳ��ھ����ӻ���ϲֽ��ڣ�����ϲֳ���������ĥɸ�ֻ����ڣ���ĥɸ�ֻ��������ӷ��Ϲ��ڣ����Ϲ���ͨ�����������������������ԭ�ϸ���������Ԫ��
������ѡ�أ��������ԭ�ϸ���������Ԫ��������¯������¯�ײ��������أ����صײ����м����ۣ�������ͨ��ˮ������������;�������Ϲ�ͨ��������������������¯���ڣ��������������Ʊ���ԪҲ��������¯���ڣ�����¯�Ŀ�ȼ����������������ȼ�����յ�Ԫ��
������ѡ�أ�������ȼ�����յ�Ԫ��������¯������������A��ȼ�����ڡ�������B��ȼ�����ڡ�����¯��ȼ�����ڡ����������Ʊ���Ԫ�����ӷ���¯���ڣ�����¯���������������������Ȼ��յ�Ԫ��
������ѡ�أ������������Ȼ��յ�Ԫ�������ȹ�¯����������¯�����������������ȹ�¯���������ڣ����ȹ�¯�������������ӷ��Ϲ����������ںͿ���Ԥ������������ڣ�����Ԥ����������������Ӻ����豸;���ȹ�¯��ˮ����������������������A��ˮ�������ں�����B��ˮ�������ڣ�������A������ˮ���ں�����B������ˮ���ھ��������ȹ�¯������ˮ���ڡ�
������ѡ�أ��������������Ʊ���Ԫ������ѹ�������ѹ�������������������Ԥ������������ڣ�����Ԥ����������������Ӹ����Ʊ����������Ʊ����ĸ�����������������������¯���ںͷ���¯���ڡ�
���������ķ��������������л��������װ��ʹ��ʱ������Ϊ��
��������1�������л�����ķ��������Ͻ��������������¶�ȷ�������IJ����¶ȣ�ͨ��������������ƽ���Լ�����ԭ��ú�Ļ�������ȷ����Ҫ����ԭú�ı���;
��������2���л�����ͷϽ�����������Ҫ���и������ˮ������6%����;��ԭú��ˮ����6%ʱ��Ҳ��Ҫ���и������ˮ������6%����;
��������3����ˮ������6%���µ��л����ࡢ�Ͻ���������ԭúͬʱ����ԭ�ϻ����ĥ���͵�Ԫ����������ĥ��ͳһ�������ԭ�ϸ���������Ԫ�����ڳ����Ͻ���������Ҫ�ɷ������¶�����������;ͨ�����������Ʊ���Ԫ�Ʊ������õĸ�������;
��������4�����������Ŀ�ȼ���������������䣬�������γɲ����������ų�����ȼ����������벽��2��������ij۷���һͬ����ȼ�����յ�Ԫ����;ͨ�����������Ʊ���Ԫ�Ʊ������õĸ�������;
��������5�����ղ������������������Ȼ��յ�Ԫ������������������������ŷš�
������ѡ�أ������������Ȼ��յ�Ԫ���������������������㹻�ı����������ڲ���2��ԭ�ϵĸ���ٽ�һ�������������������Ʊ����������õĿ�����
��������ѡ�أ����л�������ֵ����ϵͳ��ͨ���л���������ά���㹻�ߵ������¶�ʱ����Ҫ����ԭú���и�����������¶ȣ��Լ���֤ȼ�ղ����㹻���µ������������Ȼ��ղ����㹻�ı�����������ԭ�ϸ��
������ѡ�أ�������������¶�Ϊ130��180��;
��������������Ӧ�����¶�Ϊ1200��1650��;
�����������ղ����¶�Ϊ900��1100��;
�����������ղ���������ȥ�������Ȼ��յ�Ԫ�����ȹ�¯������200�桫230��;
�����������ȹ�¯����ˮ������ѹ��Ϊ0.5��0.8MPa���¶�Ϊ160��180��;
�����������ȹ�¯��������������Ԥ�����������¶�Ϊ200��230�棬���ȿ�����80�桫150�档
������ʵ�������ṩ�ķ��������������л��������װ�ã�ͨ��������ˮ�������������������Ȼ��յ��������账����ҵ����ͷϴ�����ʵ�ֹ�ҵ����ͷϴ���������������������Դ�����ȶ���������ϵͳ��������Ҫ�����౾���Դ�����ʵ����ƽ�⣬����������������ʱ��Ҫԭú���в��첹�㡣��ϵͳ���fӢ�ŷźͷ۳��ŷ����⣬�γɵIJ������ﵽ���һ�����ر�������˷ǽ����������ؽ����Ķ�����Ⱦ���⡣��ȫʵ��������Ⱥ�̼���������ͷϽ��������Ȳ���ȼ��ҵΣ�ϵ�����������Ӧ��ǰ��ʮ�ֹ�����
������ʵ������װ�������ȶ��ɿ������ڴ��ͻ��Ŵ������ܣ�������м�����������������Ч����
����(1)��ʵ�����Ͳ����Կ�ȼ������������Ϊ����������ȼ��ú�ķ�ʽ���д�����ʵ�ֹ�ҵ����ͷǽ���������Эͬ������ʵ�����fӢ�ŷźͷ۳��ŷ����⣬�γɵIJ������ﵽ���һ�����ر�������˷ǽ����������ؽ����Ķ�����Ⱦ����;
����(2)��ʵ����������������������ʵ�ָ���Һ̬��������Ҫ�ڻ�ԭ�������½��У���Ժ���ԭ�ϵĴ�������Ч������fӢ�����ɣ����ɵ���������̬����ˮϴ����ȥ����ͬʱ�ﵽˮ���䲣�������γ�;
����(3)��ʵ�����������¶ȴﵽ1000�����ϣ�ͣ��ʱ�䳬��5�룬�ﵽ����Σ�ϴ���������ȫϵͳ�ɶ������У�����Ҫ��������������ϵͳ��





