
申请日2019.04.25
公开(公告)日2019.06.21
IPC分类号C04B28/14; B28B3/02; B28B11/24; B28C5/00; C04B18/04
摘要
本发明公开了一种污泥蒸压砖的工业化生产方法和系统,方法包括:原料制备步骤、原料第一次混合、消化步骤、原料第二次混合、轮碾碾练、压制成型、静停养护和蒸压养护。系统包括第一混合搅拌装置、污泥深度脱水装置、原料粗碎装置、污泥造粉装置、原料中碎装置、原料细碎装置、第二混合搅拌装置、消化装置、第三混合搅拌装置、轮碾装置、压制成型装置、静停养护装置和蒸压养护装置。本发明的方法和系统的污泥脱水效率高且能耗低、成本低、用地面积少,可利用多种固体废弃物,污泥掺量高,且对环境友好,生产过程中无臭气和有害气体产生。
权利要求书
1.一种污泥蒸压砖的工业化生产方法,其特征在于,包括如下步骤:
S1、原料制备:制备硅质原料、钙质原料、骨料和添加剂;其中,所述硅质原料包括含水率为10~15wt%、粒径为100~200目的污泥干粉,以及粉煤灰;
所述污泥干粉的制备过程包括:
污泥深度脱水:往污泥中加入FeCl3和生石灰并搅拌以对污泥调理改性,并对改性后的污泥进行压滤脱水使含水率降至40~60wt%;
污泥破碎干化:将深度脱水后的污泥破碎为粒径5~30mm的颗粒后自然干化数天以使含水率减少10~20wt%;
污泥造粉:将破碎干化得到的污泥颗粒送入干化粉碎一体机,同时进行干化和粉碎,得到含水率为10~15wt%、粒径为100~200目的污泥干粉;
S2、原料的第一次混合:按比例取步骤S1制备好的硅质原料、钙质原料、骨料和添加剂加水混合搅拌均匀;其中,硅质原料、钙质原料、骨料、添加剂的质量份数比为20~120:6~23:10~50:0~3,加水量为所述第一次混合的混合物总量的5~20wt%;
S3、消化:将步骤S2得到的物料送入消化仓进行消化反应;
S4、原料的第二次混合:将经步骤S3消化反应得到的物料加水泥和水混合并搅拌均匀;其中,加水泥和水的量分别为所述第二次混合的混合物总量的0~20wt%、0~20wt%;其中,根据砖的强度要求控制水泥和水的加入量;
S5、轮碾碾练:将步骤S4得到的物料送入轮碾机进行轮碾碾练,以将物料中的空气排出;
S6、将轮碾碾练后得到的坯料压制成型,得到砖坯并先后进行静停养护和蒸压养护,得到污泥蒸压砖成品。
2.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,所述硅质原料中,当所述污泥干粉和粉煤灰中的SiO2总含量达不到硅的用量需求时,补充加入SiO2含量高于60wt%的高硅材料;优选地,所述高硅材料采用河沙和/或江沙。
3.如权利要求2所述的污泥蒸压砖的工业化生产方法,其特征在于,所述硅的用量需求为:钙含量与硅含量的比值为0.7~2.5。
4.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,污泥改性时所用的改性材料FeCl3和生石灰的用量分别为:污泥与改性材料总量的0.1~2wt%,污泥与改性材料总量的0.1~3wt%。
5.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,采用隔膜压滤机或高压板框压滤机进行所述压滤脱水;其中,采用隔膜压滤机将改性后的污泥脱水到含水率50wt~60wt%,采用高压板框压滤机将改性后的污泥脱水到含水率40wt~50wt%。
6.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,所述钙质原料包括:生石灰、电石渣中的一种,以及石膏;其中生石灰或电石渣的质量份数为5~20份,石膏的质量份数为1~3份。
7.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,所述骨料为粒径0.05~10mm的固体废弃物颗粒;优选地,所述固体废弃物包括建筑垃圾、炉渣、矿渣、水渣、煤矸石、钢渣中的一种或多种。
8.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,所述添加剂包括激发剂、减水剂、增强剂、早强剂中的一种或多种。
9.如权利要求1所述的污泥蒸压砖的工业化生产方法,其特征在于,所述蒸压养护的蒸汽压力为0.1~2.3MPa,蒸汽温度为100~220℃,养护时间为4~15h。
10.一种污泥蒸压砖的工业化生产系统,用于按照权利要求1至9任一项所述的工业化生产方法来生产污泥蒸压砖,其特征在于,包括第一混合搅拌装置、污泥深度脱水装置、原料粗碎装置、污泥造粉装置、原料中碎装置、原料细碎装置、第二混合搅拌装置、消化装置、第三混合搅拌装置、轮碾装置、压制成型装置、静停养护装置和蒸压养护装置;
所述第一混合搅拌装置用于进行污泥调理改性,即:将污泥与FeCl3和生石灰进行混合搅拌;
所述污泥深度脱水装置用于对改性后的污泥进行压滤脱水,以使污泥含水率降到40~60wt%;
所述原料粗碎装置用于对压滤脱水后的污泥进行粗碎,以获得粒径为5~30mm的污泥颗粒;还用于钙质原料制备过程和骨料制备过程中的粗粉碎操作;
所述污泥造粉装置用于对粗碎并自然干化后含水率为30~50wt%、粒径为5~30mm的污泥颗粒进行进一步的干化和粉碎,以获得粒径为100~200目、含水率10wt%~15wt%的污泥干粉;
所述原料细碎装置用于钙质原料制备过程中对粗粉碎后的钙质原料进行细粉碎,以获得粒径100~200目的钙质原料;
所述原料中碎装置用于骨料制备过程中对粗粉碎后的骨料进行中粉碎,以获得粒径为0.05~100mm的骨料;
所述第二混合搅拌装置用于进行所述原料的第一次混合;
所述消化装置用于对所述第二混合搅拌装置搅拌后的物料进行消化反应;
所述第三混合搅拌装置用于进行所述原料的第二次混合;
所述轮碾装置用于对所述第三混合搅拌装置搅拌后的物料进行轮碾碾练,以将物料中的空气排出;
所述压制成型装置用于将轮碾碾练后得到的坯料压制成型,获得砖坯;
所述静停养护装置用于对所述砖坯进行静停养护;
所述蒸压养护装置用于对完成静停养护的砖坯进行蒸压养护,以获得污泥蒸压砖成品。
说明书
一种污泥蒸压砖的工业化生产方法和系统
技术领域
本发明涉及一种污泥蒸压砖的工业化生产方法和系统,属于污泥资源化利用技术领域。
背景技术
污泥是指污水处理厂产生的固态、半液态及液态的废弃物,一般含水率在80%左右,含有大量的有机物以及一定量的重金属和病毒、病原体、寄生虫卵等有害物质。如何合理解决污泥处理处置这个世界问题,做到减量化、稳定化、无害化、资源化的处理目标,已成为社会迫切需要解决的问题。
目前,我国的污泥处理处置主要有以下几个工艺方向,各有优缺点:一是干化焚烧,该工艺减量化、稳定化明显,但投资大、运行成本高,且在烟气处理不规范的情况下会生成二噁英;二是好氧堆肥,该工艺应用较多,但有重金属超标的问题,肥料只能用于园林绿化,且占地面积较大,有臭气污染的问题,选址困难;三是厌氧消化,该工艺国外应用较多,但由于国内污泥的有机质含量较低,运行效率偏低,很多项目建设后都处于停工状态;四是深度脱水后填埋,该工艺投资小、运行成本低,近几年应用较多,但有二次污染的问题,且只体现了污泥处理的减量化、稳定化,而没有做到无害化和资源化。
鉴于上述处置方法存在的不足和问题以及当下污泥处理的迫切需求,利用污泥制备建材的方法近些年就层出不穷,尤其是污泥制砖的生产方法,近些年很多相关的专利授权和申请,但仔细研究会发现,很多方法都停留在实验室阶段,一旦应用到实际的工业化生产当中,会发现:一是由于污泥的胶凝体性质,仅是让大量含水率80wt%的污泥或进行深度脱水或热干化后含水率30~60wt%的污泥饼与其它原料混合均匀就非常困难,常会出现污泥成团,造成在砖胚中的强度“薄弱点”,生产出来的砖污泥掺量少、质量不稳定、强度差、用砖单位不愿用、销路差的现象;二是污泥的脱水环节,如果用深度脱水工艺只能脱水到含水率40~60wt%,如果用热干化工艺,则能耗高,且运行过程中有大量臭气产生。
以上背景技术内容的公开仅用于辅助理解本发明的发明构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日前已经公开的情况下,上述背景技术不应当用于评价本申请的新颖性和创造性。
发明内容
本发明的主要目的在于克服现有技术的上述不足,提供一种以固体废弃物为主要原料的高强度、高污泥掺量的污泥蒸压砖的工业化生产方法和系统,该工业化生产方法和系统的污泥脱水效率高且能耗低、成本低、用地面积少,可利用多种固体废弃物,污泥掺量高,且对环境友好,生产过程中无臭气和有害气体产生。
为达上述目的,本发明提出以下技术方案:
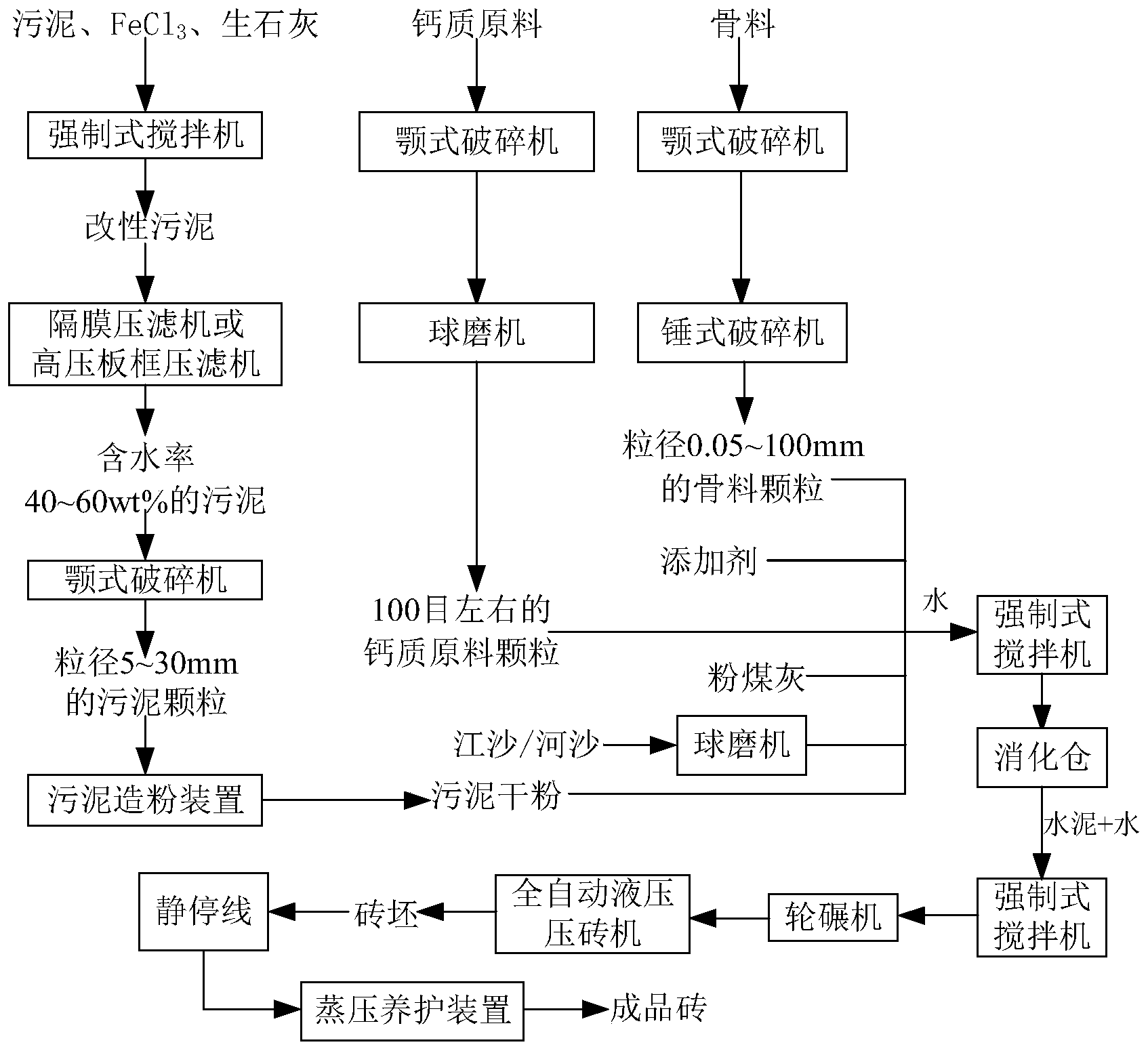
一种污泥蒸压砖的工业化生产方法,包括如下步骤:
S1、原料制备:制备硅质原料、钙质原料、骨料和添加剂;其中,所述硅质原料包括含水率为10~15wt%、粒径为100~200目的污泥干粉,以及粉煤灰;
所述污泥干粉的制备过程包括:
污泥深度脱水:往污泥中加入FeCl3和生石灰并搅拌以对污泥调理改性,并对改性后的污泥进行压滤脱水使含水率降至40~60wt%;
污泥破碎干化:将深度脱水后的污泥破碎为粒径5~30mm的颗粒后自然干化数天以使含水率减少10~20wt%;
污泥造粉:将破碎干化得到的污泥颗粒送入干化粉碎一体机,同时进行干化和粉碎,得到含水率为10~15wt%、粒径为100~200目的污泥干粉;
S2、原料的第一次混合:按比例取步骤S1制备好的硅质原料、钙质原料、骨料和添加剂加水混合搅拌均匀;其中,硅质原料、钙质原料、骨料、添加剂的质量份数比为20~120:6~23:10~50:0~3,加水量为所述第一次混合的混合物总量的5~20wt%;
S3、消化:将步骤S2得到的物料送入消化仓进行消化反应;
S4、原料的第二次混合:将经步骤S3消化反应得到的物料加水泥和水混合并搅拌均匀;其中,加水泥和水的量分别为所述第二次混合的混合物总量的0~20wt%、0~20wt%;其中,根据砖的强度要求控制水泥和水的加入量;
S5、轮碾碾练:将步骤S4得到的物料送入轮碾机进行轮碾碾练,以将物料中的空气排出;
S6、将轮碾碾练后得到的坯料压制成型,得到砖坯并先后进行静停养护和蒸压养护,得到污泥蒸压砖成品。
与现有技术相比,本发明上述技术方案所提供的污泥蒸压砖的工业化生产方法,具有以下有益效果:
1)本发明制得的污泥干粉粒径为100~200目、含水率为10wt%~15wt%,极大地增加了污泥在原料中的比表面积,可以与钙质原料充分发生水化反应生成水化产物,因此污泥的用量大大增加;
2)由于制得的污泥干粉非常容易与其它物料混合均匀充分反应,因此可以选用的原料种类大大增多,可以充分利用当地的固体废弃物,如建筑垃圾、粉煤灰、炉渣、矿渣、水渣、煤矸石、钢渣等作为原料来制砖,一定程度上降低成本,并且符合资源化需求;
3)采用高温高压的蒸汽养护工艺,不仅强化水化反应,同时起到消毒、杀菌、除臭的作用,有效地杀灭了污泥中的活体细胞、病原微生物等。相比于传统的烧结工艺,不仅能耗较小、不会产生臭气和有害气体,并且工艺流程时间大大缩短,因此占地面积大大减少,这在土地日益紧缺的今天尤其重要。
另外,本发明还提供了一种污泥蒸压砖的工业化生产系统,用于按照前述的工业化生产方法来生产污泥蒸压砖,包括第一混合搅拌装置、污泥深度脱水装置、原料粗碎装置、污泥造粉装置、原料中碎装置、原料细碎装置、第二混合搅拌装置、消化装置、第三混合搅拌装置、轮碾装置、压制成型装置、静停养护装置和蒸压养护装置;
所述第一混合搅拌装置用于进行污泥调理改性,即:将污泥与FeCl3和生石灰进行混合搅拌;
所述污泥深度脱水装置用于对改性后的污泥进行压滤脱水,以使污泥含水率降到40~60wt%以下;
所述原料粗碎装置用于对压滤脱水后的污泥进行粗碎,以获得粒径为5~30mm的污泥颗粒;还用于钙质原料制备过程和骨料制备过程中的粗粉碎操作;
所述污泥造粉装置用于对粗碎并自然干化后含水率为30~50wt%、粒径为5~30mm的污泥颗粒进行进一步的干化和粉碎,以获得粒径为100~200目、含水率10wt%~15wt%的污泥干粉;
所述原料细碎装置用于钙质原料制备过程中对粗粉碎后的钙质原料进行细粉碎,以获得粒径100~200目的钙质原料;
所述原料中碎装置用于骨料制备过程中对粗粉碎后的骨料进行中粉碎,以获得粒径为0.05~100mm的骨料;
所述第二混合搅拌装置用于进行所述原料的第一次混合;
所述消化装置用于对所述第二混合搅拌装置搅拌后的物料进行消化反应;
所述第三混合搅拌装置用于进行所述原料的第二次混合;
所述轮碾装置用于对所述第三混合搅拌装置搅拌后的物料进行轮碾碾练,以将物料中的空气排出;
所述压制成型装置用于将轮碾碾练后得到的坯料压制成型,获得砖坯;
所述静停养护装置用于对所述砖坯进行静停养护;
所述蒸压养护装置用于对完成静停养护的砖坯进行蒸压养护,以获得污泥蒸压砖成品。
与现有技术相比,本发明上述提供的污泥蒸压砖的工业化生产系统具有如下优点:
1)采用污泥造粉装置制得的粒径100~200目、含水率10wt%~15wt%的污泥干粉,可以极大地增加了污泥在原料中的比表面积,以与钙质原料充分发生水化反应生成水化产物,从而致使污泥的用量大大增加;且该装置无需热源,粉碎和干化同时完成,因此相比热干化设备投资成本和能耗都大幅降低,并且不会产生臭气和有害气体;
2)根据原料的物料特性,合理选用粗碎、中碎、细碎装置,使该工业化生产系统的能耗最低;
3)采用高温高压的蒸汽养护装置,不仅强化水化反应,同时起到消毒、杀菌、除臭的作用,有效地杀灭了污泥中的活体细胞、病原微生物等,相比于传统的烧结工艺设备隧道窑,投资成本大幅降低,且能耗更小,不会产生臭气和有害气体,并且工艺流程时间大大缩短,因此占地面积大大减少,这在土地日益紧缺的今天尤其重要。





