
申请日2019.04.11
公开(公告)日2019.06.04
IPC分类号C02F11/12
摘要
本发明提供了一种污泥干化设备的修复方法,主要包括表面清理后,检测出内壁表面的蚀坑,堆焊填补后进行打磨;再喷砂去除内壁表面锈迹及氧化层,并将既定材料及时喷涂在内壁表面,依次喷涂得到相应的第一涂层与第二涂层;最后通过封孔剂进行封孔处理。采用本发明修复方法能够对污泥干化设备的蒸发器内壁进行有效的检测与修复,能在设备现场顺利实施,确保污泥干化设备修复后可保持长时间可靠、高效运行。
权利要求书
1.一种污泥干化设备的修复方法,其特征在于:
表面清理,对待检修的内壁进行清洗;
蚀坑补焊,检测出内壁表面的蚀坑,堆焊填补后,再进行打磨;
喷砂,去除内壁表面锈迹及氧化层;
热喷涂,通过电弧喷涂的方式在内壁表面制备由既定材料构成的涂层,包括依次进行的第一阶段与第二阶段,所述第一阶段在内壁表面喷涂得到第一涂层,所述第二阶段在第一涂层表面喷涂得到第二涂层;
封孔处理。
2.根据权利要求1所述的修复方法,其特征在于:所述蚀坑补焊过程采用手工电弧堆焊,所述焊条经烘干、保温处理;所述手工电弧堆焊过程的焊接电流设置为95~110A,焊接电压设置为30~32V。
3.根据权利要求1所述的修复方法,其特征在于:所述修复方法还包括检测所述内壁是否存在砂眼。
4.根据权利要求3所述的修复方法,其特征在于:所述砂眼的检测过程是指在堆焊完成后,采用显影剂检测所述蚀坑区域是否存有砂眼。
5.根据权利要求1所述的修复方法,其特征在于:所述喷砂过程包括提供8~10目的石英砂,并将所述石英砂进行净化、筛选,使得所述石英砂中粘土及细粉质量占比不超过5%。
6.根据权利要求5所述的修复方法,其特征在于:所述石英砂的含水量不大于1%。
7.根据权利要求5所述的修复方法,其特征在于:所述喷砂过程所用压缩空气经过滤净化。
8.根据权利要求1所述的修复方法,其特征在于:所述第一涂层由Ni-Al合金构成;所述第二涂层由Cr-Ni-Ti合金构成。
9.根据权利要求1或7所述的修复方法,其特征在于:所述第二涂层的硬度不小于所述第一涂层的硬度。
10.根据权利要求1所述的修复方法,其特征在于:所述封孔处理包括提供有机硅作为封孔剂,将所述封孔剂通过喷涂、浸渍或涂抹等任一方式涂覆至所述涂层的表面,以填充所述涂层的孔隙。
说明书
污泥干化设备的修复方法
技术领域
本发明涉及污泥加工处理与设备修复技术领域,特别涉及一种污泥干化设备的修复方法。
背景技术
污泥处理是指对污泥进行浓缩、调质、脱水、稳定、干化或焚烧等减量化、稳定化、无害化的加工过程。随着城市发展,污泥的处理与处置已成为运行复杂、花费高昂的重要环节。目前而言,污泥填埋往往需长距离运输,并消耗大量土地资源,费用较高;污泥干化则是一种相对更为安全可靠、快速高效的规模化污泥减量技术。
污泥干化是指通过渗滤或蒸发等途径,降低污泥含水量的过程。现有污泥干化设备多采用一定温度和压力的蒸汽或热油作为加热源,通过转子的刮片将污泥刮涂到设备的蒸发器内壁进行烘干。实际处理过程中,工业及市政污水产生的湿污泥成分复杂,除纤维、微生物有机体外,重金属盐如FeCl3以及含氯、硫等残渣等具有极强的腐蚀性,对内壁材料产生严重的局部腐蚀破坏;另一方面,污泥中包含的沙子等硬质颗粒对设备内壁的摩擦也加速内壁损坏。若不加以重视,这种局部腐蚀及磨损破坏将愈演愈烈,严重危害污泥干化设备的运行安全,甚至彻底报废,给生产运营带来巨大的经济损失。
也就是说,需要对污泥干化设备进行定期及时检修,以确保设备的正常运行。国内外也已公开有相关设备的修复工艺,通常包括表面清理、堆焊、喷砂除锈及喷涂等流程。但仍亟需提供一种新的污泥干化设备的修复方法,以确保设备保持长时间可靠、高效运行。
发明内容
本发明目的在于提供一种污泥干化设备的修复方法,能够有效检测并修复污泥干化设备,提高设备的抗腐蚀性与耐磨性,确保设备的持续可靠运行,延长使用周期。
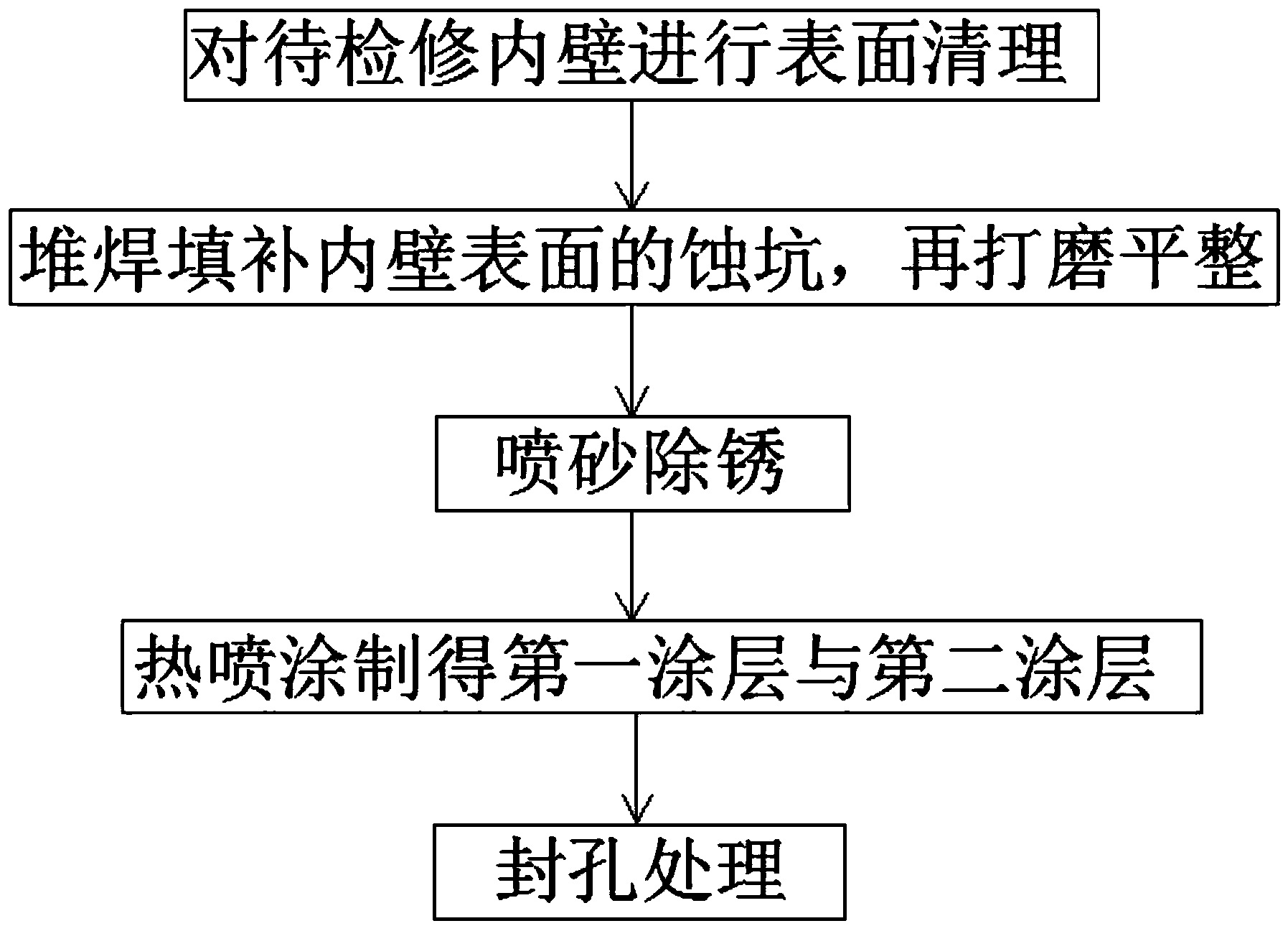
为实现上述发明目的,本发明提供一种污泥干化设备的修复方法,主要包括:
表面清理,对待检修的内壁进行清洗;
蚀坑补焊,检测出内壁表面的蚀坑,堆焊填补后,再进行打磨;
喷砂,去除内壁表面锈迹及氧化层;
热喷涂,通过电弧喷涂的方式在内壁表面制备由既定材料构成的涂层,包括依次进行的第一阶段与第二阶段,所述第一阶段在内壁表面喷涂得到第一涂层,所述第二阶段在第一涂层表面喷涂得到第二涂层;
封孔处理。
作为本发明的进一步改进,所述蚀坑补焊过程采用手工电弧堆焊,所述焊条经烘干、保温处理;所述手工电弧堆焊过程的焊接电流设置为95~110A,焊接电压设置为30~32V。
作为本发明的进一步改进,所述修复方法还包括检测所述内壁是否存在砂眼。
作为本发明的进一步改进,所述砂眼的检测过程是指在堆焊完成后,采用显影剂检测所述蚀坑区域是否存有砂眼。
作为本发明的进一步改进,所述喷砂过程包括提供8~10目的石英砂,并将所述石英砂进行净化、筛选,使得所述石英砂中粘土及细粉质量占比不超过5%。
作为本发明的进一步改进,所述石英砂的含水量不大于1%。
作为本发明的进一步改进,所述喷砂过程所用压缩空气经过滤净化。
作为本发明的进一步改进,所述第一涂层由Ni-Al合金构成;所述第二涂层由Cr-Ni-Ti合金构成。
作为本发明的进一步改进,所述第二涂层的硬度不小于所述第一涂层的硬度。
作为本发明的进一步改进,所述封孔处理包括提供有机硅作为封孔剂,将所述封孔剂通过喷涂、浸渍或涂抹等任一方式涂覆至所述涂层的表面,以填充所述涂层的孔隙。
本发明的有益效果是:采用本发明修复方法,在将内壁表面清理后,对内壁进行蚀坑检查并补焊打磨;再经喷砂除锈后进行涂层制备,能够有效检测污泥干化设备的内壁缺陷,制备得到的涂层与所述内壁结合性能良好,具有更强的抗腐蚀性与耐磨性,有效确保设备的持续可靠运行,延长使用周期。





