申请日2015.05.15
公开(公告)日2015.11.11
IPC分类号B23K37/00
摘要
本实用新型公开了一种焊钳残水处理系统,包括焊钳冷却水回路、抽水装置和控制模块,焊钳冷却水回路包括冷却进水路和冷却回水路,冷却进水路和冷却回水路上均装有节流阀,抽水装置包括液压缸、储水缸、活塞杆和活塞,储水缸上设有第一引水口,冷却进水路和/或冷却回水路在节流阀靠近焊钳的一侧与第一引水口连接,液压缸上设有第二引水口和第三引水口,控制模块包括控制进水路、控制回水路以及抽排水控制阀,控制进水路和控制回水路通过循环管相连,循环管上装有循环控制阀。控制进水路流进的水经过循环控制阀调压后流回控制回水路,在节流阀关闭时,焊钳冷却水回路依然能够通过循环管保持连通,所以实现整个更换电极帽过程不断水。
权利要求书
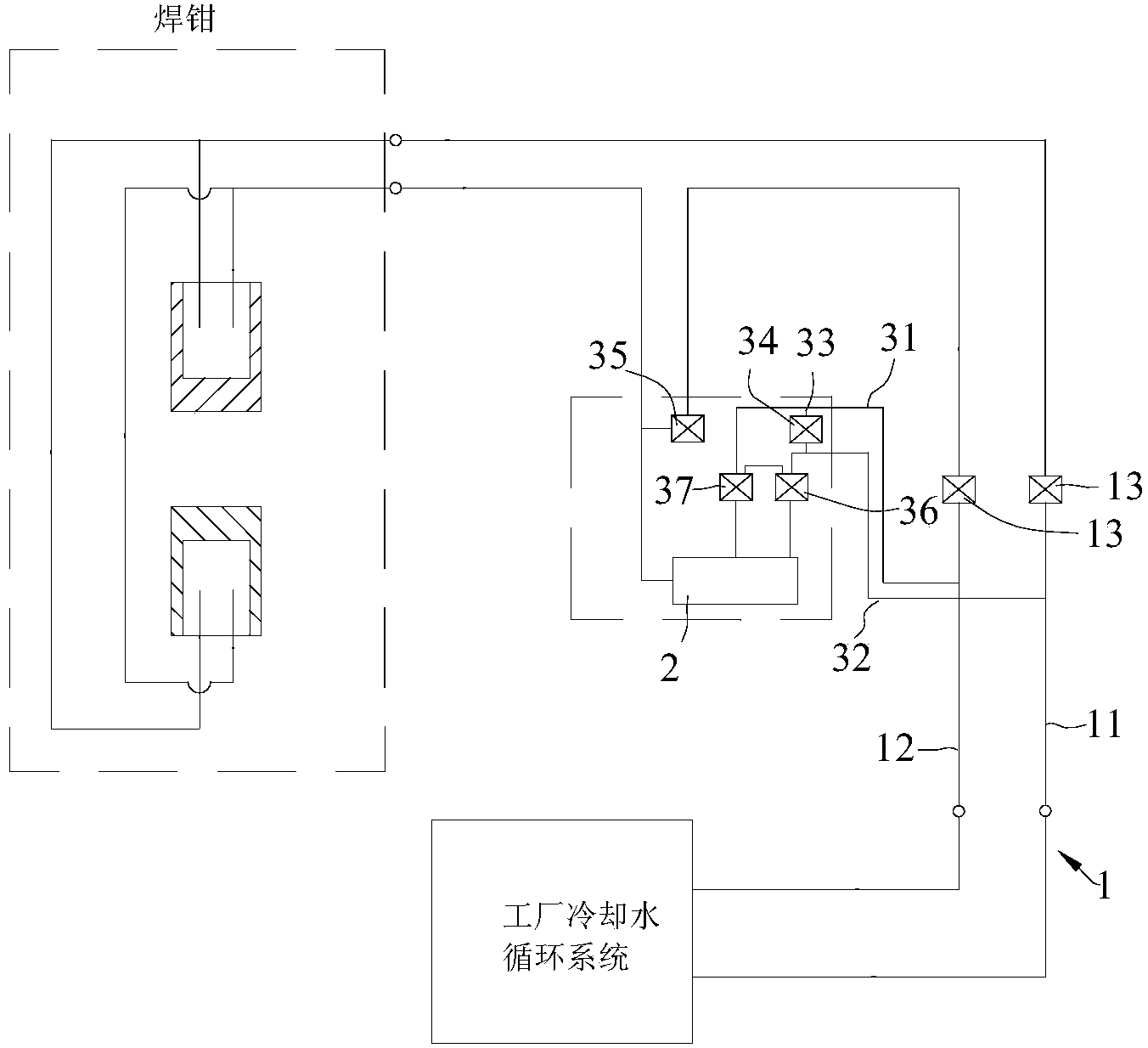
1.一种焊钳残水处理系统,包括焊钳冷却水回路、抽水装置和控制模块,所述焊钳冷却水回路包括冷却进水路和冷却回水路,其特征在于:所述冷却进水路和冷却回水路上均装有节流阀,所述抽水装置包括液压缸和设于所述液压缸前端的储水缸,所述液压缸和储水缸间设有挡壁,穿过所述挡壁装有两端分别伸入所述液压缸和储水缸内的活塞杆,所述活塞杆的两端分别在液压缸和储水缸内装有活塞,所述储水缸上设有第一引水口,所述冷却进水路和/或冷却回水路在节流阀靠近焊钳的一侧与所述第一引水口连接,所述液压缸在活塞的前后两侧形成前腔和后腔,所述液压缸上设有与前腔导通的第二引水口和与后腔导通的第三引水口,所述控制模块包括由冷却进水路在节流阀远离焊钳的一侧引出的控制进水路、由冷却回水路在节流阀远离焊钳的一侧引出的控制回水路以及使控制进水路与第二引水口连通、控制回水路与第三引水口连通或者使控制进水路与第三引水口连通、控制回水路与第二引水口连通的抽排水控制阀,所述控制进水路和控制回水路通过循环管相连,所述循环管上装有循环控制阀。
2.根据权利要求1所述的焊钳残水处理系统,其特征在于:所述抽排水控制阀包括第一换向阀和第二换向阀,所述第一换向阀设有第一接口、第二接口和第三接口,所述第二换向阀设有第四接口、第五接口和第六接口,所述第一接口与第三引水口连通,第二接口和第五接口均与控制进水路连通,第三接口和第四接口均与控制回水路连通,第六接口与第二引水口连通。
3.根据权利要求2所述的焊钳残水处理系统,其特征在于:所述第一换向阀和第二换向阀均为两位三通电磁阀。
4.根据权利要求1、2或3所述的焊钳残水处理系统,其特征在于:所述循环控制阀为减压阀。
5.根据权利要求1、2或3所述的焊钳残水处理系统,其特征在于:所述冷却回水路在节流阀靠近焊钳的一侧与所述第一引水口连接,所述冷却回水路上在第一引水口与节流阀间装有单向阀。
6.根据权利要求1、2或3所述的焊钳残水处理系统,其特征在于:所述活塞上均装有活塞环。
说明书
一种焊钳残水处理系统
技术领域
本实用新型用于汽车制造自动化生产领域,特别是涉及一种焊钳残水处理系统。
背景技术
在汽车白车身焊装过程中,焊枪工作时由于焊接的大电流而发热,故整个工作过程需要不断地给焊钳通循环冷却水。当需要更换电极帽时,虽然切断了进水路,水停止流动,但还是有水残余在焊枪里面。拆帽前就必须对里面的残余水处理,否则里面的残余水就会在电极帽拆掉的瞬间喷射而出。水流出使得生产环境变差,周围的设备更容易生锈而使用寿命缩短,并且还有用电安全隐患。
分析市面上现有的水处理方式,主要有两种。一是在需要更换电极帽之前,切断进水,并在进水路通高压气体,通过高压气将水路里面的残余水全部从回水口吹出;另一种是在需要更换电极帽前,切断进水,同时在回水路产生负压,使得残余水保持在焊枪里面。前者需经过较长时间的吹气,才能将里面所有的残余水处理干净,严重影响生产节拍,降低了产能。另外,吹进去的高压气会进入工厂的冷却水循环系统,若排气不顺的情况下,水路可能有大量的气泡,导致流水间断,从而影响焊枪的冷却进而影响焊接质量。后者虽然有所改善,但是更换电极帽过程水路切断,不符合现在主机厂主流的生产设置,并且还有安全隐患。
甚至很多工厂焊枪更换电极时没有残水处理,直接让水喷出,用一水桶收集,很容易把焊钳周围环境搞得很湿。这样不仅容易造成周围的设备因接触水而生锈,而且把生产环境变得很差。
基于以上缺陷,本发明旨在解决更换电极帽残余水飞溅,更好的处理焊枪内的残余水,并且在整个更换电极帽过程保持循环水路不断,减小安全隐患。
实用新型内容
为解决上述问题,本实用新型提供一种避免焊枪在换帽时残水涌出,快速有效的实现残水回收,并且能保证整个工作过程水流不切断,减小生产安全隐患的焊钳残余冷却水处理系统。
本实用新型解决其技术问题所采用的技术方案是:一种焊钳残水处理系统,包括焊钳冷却水回路、抽水装置和控制模块,所述焊钳冷却水回路包括冷却进水路和冷却回水路,所述冷却进水路和冷却回水路上均装有节流阀,所述抽水装置包括液压缸和设于所述液压缸前端的储水缸,所述液压缸和储水缸间设有挡壁,穿过所述挡壁装有两端分别伸入所述液压缸和储水缸内的活塞杆,所述活塞杆的两端分别在液压缸和储水缸内装有活塞,所述储水缸上设有第一引水口,所述冷却进水路和/或冷却回水路在节流阀靠近焊钳的一侧与所述第一引水口连接,所述液压缸在活塞的前后两侧形成前腔和后腔,所述液压缸上设有与前腔导通的第二引水口和与后腔导通的第三引水口,所述控制模块包括由冷却进水路在节流阀远离焊钳的一侧引出的控制进水路、由冷却回水路在节流阀远离焊钳的一侧引出的控制回水路以及使控制进水路与第二引水口连通、控制回水路与第三引水口连通或者使控制进水路与第三引水口连通、控制回水路与第二引水口连通的抽排水控制阀,所述控制进水路和控制回水路通过循环管相连,所述循环管上装有循环控制阀。
进一步作为本实用新型技术方案的改进,所述抽排水控制阀包括第一换向阀和第二换向阀,所述第一换向阀设有第一接口、第二接口和第三接口,所述第二换向阀设有第四接口、第五接口和第六接口,所述第一接口与第三引水口连通,第二接口和第五接口均与控制进水路连通,第三接口和第四接口均与控制回水路连通,第六接口与第二引水口连通。
进一步作为本实用新型技术方案的改进,所述第一换向阀和第二换向阀均为两位三通电磁阀。
进一步作为本实用新型技术方案的改进,所述循环控制阀为减压阀。
进一步作为本实用新型技术方案的改进,所述冷却回水路在节流阀靠近焊钳的一侧与所述第一引水口连接,所述冷却回水路上在第一引水口与节流阀间装有单向阀。
进一步作为本实用新型技术方案的改进,所述活塞上均装有活塞环。
本实用新型的有益效果:当焊钳需要拆电极帽时,系统会发出相应的信号,使得节流阀关闭,截断焊钳冷却水回路,通过进排水控制阀使控制进水路与第二引水口连通、控制回水路与第三引水口连通,将液压缸的活塞推向第三引水口,液压缸后腔里面的水从第三引水口流回控制回水路,在活塞杆的作用下,储水缸内的活塞通过向远离第一引水口方向抽动,最终实现从机器人焊枪那边往回抽水,使焊钳中的水有流入抽水装置的趋势;此时再进行电极帽拆卸,焊钳中的水则不会产生涌出。如此本实用新型避免了焊枪在换帽时残水喷射,快速有效的实现了残水处理,同时不影响生产节拍,残水处理的时间短、效果好,这样使得水处理的效果更佳。同时由于控制进水路和控制回水路通过循环管相连,控制进水路流进的水经过循环控制阀调压后流回控制回水路,在节流阀关闭时,焊钳冷却水回路依然能够通过循环管保持连通,所以实现整个更换电极帽过程不断水。

