申请日2016.03.17
公开(公告)日2016.06.15
IPC分类号C07C31/20; C07C29/80; C07C29/76
摘要
本发明涉及的一种聚酯废水回收系统的乙二醇回收装置,其特征在于它包括一效加热器(1)、一效气液分离器(2)、二效加热器(3)、二效气液分离器(4)、三效加热器(5)、三效气液分离器(6)、一级冷凝器(7)、二级冷凝器(8)、换热器(10)以及乙二醇精馏塔(11)。本发明聚酯废水回收系统的乙二醇回收装置具有能耗低、产品质量高、设备使用稳定性好的优点。
权利要求书
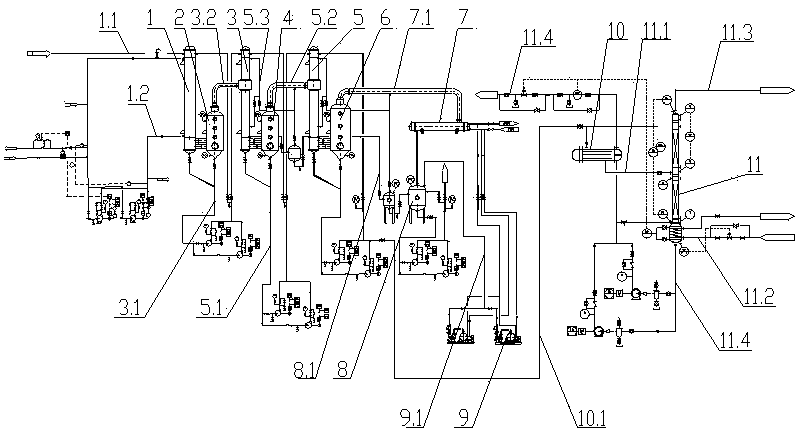
1.一种聚酯废水回收系统的乙二醇回收装置,其特征在于它包括一效加热器(1)、一效气液分离器(2)、二效加热器(3)、二效气液分离器(4)、三效加热器(5)、三效气液分离器(6)、一级冷凝器(7)、二级冷凝器(8)、换热器(10)以及乙二醇精馏塔(11);
其中一效加热器(1)内通入一根一效热媒管道(1.2),一效加热器(1)的顶部进料口通入一根一效加热器进料管(1.1),一效加热器(1)的下段与一效气液分离器(2)的下段连通,一效气液分离器(2)的顶部通过二效加热器蒸气管(3.2)连通二效加热器(3)的上段,一效气液分离器(2)的底部的排料口经过一根二效加热器进料管(3.1)连通至二效加热器(3)的顶部进料口,二效加热器(3)的下段与二效气液分离器(4)的下段连通,二效气液分离器(4)的顶部通过三效加热器蒸气管(5.2)连通三效加热器(5)的上段,二效气液分离器(4)的底部的排料口经过一根三效加热器进料管(5.1)连通至三效加热器(5)的顶部进料口,三效加热器(5)的下段与三效气液分离器(6)的下段连通,三效气液分离器(6)的底部的排料口经过一根换热器进料管(10.1)连通至换热器(10),三效气液分离器(5)的顶部通过一级冷凝器蒸气管道(7.1)连通一级冷凝器(7),一级冷凝器(7)排出的冷凝液通往二级冷凝器(8),所述换热器(10)与乙二醇精馏塔(11)之间连通有乙二醇精馏塔进料管(11.1),乙二醇精馏塔(11)内通入一根乙二醇精馏塔热媒管道(11.2),乙二醇精馏塔(11)的顶部连出有一根混合蒸气排出管道(11.3),乙二醇精馏塔(11)的底部连出一根乙二醇排出管道(11.4),乙二醇排出管道(11.4)经过换热器(10)后连接成品罐。
2.根据权利要求1所述的一种聚酯废水回收系统的乙二醇回收装置,它还包括负压真空发生器(9),负压真空发生器(9)连出的一级抽真空管道(9.1)连接至二级冷凝器(8),二级冷凝器(8)上再连出二级抽真空管道(8.1),二级抽真空管道(8.1)分出多支分别连接至一级冷凝器蒸气管道(7.1)、三效加热器(5)的上段、中段和下段,三效加热器(5)的下段还连出三级抽真空管道(5.3),三级抽真空管道(5.3)连接分出多支分别连接至三效加热器进料管(5.1)、二效加热器(3)的上段、中段和下段。
3.根据权利要求2所述的一种聚酯废水回收系统的乙二醇回收装置,其特征在于其中三级抽真空管道(5.3)通过一个中间冷凝罐(12)。
4.一种聚酯废水回收系统的乙二醇回收装置的乙二醇回收方法,其特征在于采用如权利要求1所述的一种聚酯废水回收系统的乙二醇回收装置进行作业,该乙二醇回收方法的步骤如下:
乙二醇在与乙醛分离后形成一级中间混合液,一级中间混合液的乙二醇浓度为8%~10%,一效热媒管道内通入160~170℃的导热油,一效加热器内的压力为-0.03MPa,一效加热器和二效加热器进料管内的水蒸气温度为90℃~95℃,二效加热器进料管内的二级中间混合液的乙二醇浓度为20%~25%,二效加热器内的压力为-0.05MPa,二效加热器和三效加热器进料管内的水蒸气温度为85℃~90℃,三效加热器进料管内的三级中间混合液的乙二醇浓度为40%~50%,三效加热器内的压力为-0.085MPa,三效加热器和一级冷凝器蒸气管道内的水蒸气温度为80℃~85℃,换热器进料管内的四级中间混合液的乙二醇浓度为80%~85%,四级中间混合液温度为70℃~80℃,四级中间混合液经过换热器的换热温度提升至85℃~95℃,四级中间混合液经过乙二醇精馏塔进行精馏后排出的成品液的乙二醇浓度为90%~95%,成品液在经过换热器之前的温度为115℃~120℃,成品液在经过换热器与四级中间混合液换热后温度为85℃~95℃,乙二醇精馏塔内的压力为-0.08MPa,乙二醇精馏塔内的乙二醇精馏塔热媒管道的导热油温度为160~170℃。
说明书
聚酯废水回收系统的乙二醇回收装置及乙二醇回收方法
技术领域
本发明涉及一种聚酯废水回收系统的乙二醇回收装置及乙二醇回收方法。
背景技术
聚酯(PET)的生产国内企业普遍采用以对苯二甲酸和乙二醇为原料的直接酯化法,其酯化工序生产过程中排放的废水化学耗氧量COD的浓度约在18000-40000mg/L之间。废水中主要有机污染物为乙二醇、乙醛和杂环有机物,其中易挥发组分乙醛占总有机污染物的50%左右。目前,国际和国内传统的技术是采用气提方法处理酯化废水,气提后的废气送到燃烧炉焚烧,可以节省一部分燃料。气提后的废水COD值降到5000mg/L以下,后续废水处理工序主要采用厌氧—好氧法,由于醛类物质毒性非常大,不利于细菌生长,导致生化方法处理效率较低,而且对于高COD值的废水,如果单独采用生物法处理不但投资费用高而且处理成本也很昂贵。
中国专利201410107610.1公开了一种聚酯废水中回收乙醛和乙二醇的系统,乙二醇在与乙醛分离后直接进入乙二醇精馏塔进行提纯,采用直接提纯的过程中具有三处缺陷:
1、能耗较高:单乙二醇蒸馏塔以进料量3.5T/h计算,导热油需求在1800KW/h(温度180℃左右,流量140m3/h左右),能耗较高。
2、回收的乙二醇成品品质较差:用于换热的导热油的温度较高,在此过程中部分乙二醇和杂环等有机物受到高温会出现化学反应,导致乙二醇开始发黄,乙二醇成品色值(b值)>6,回收效果变差,回收后的乙二醇对聚酯生产稳定性有影响。
3、对设备影响大:由于导热油加热温度高,乙二醇及其他有机物在高温下容易形成粘度较大的聚合物,黏附在塔填料上,设备运行一段时间后要进行清洗,装置必须停车,给系统带来不稳定。
因此寻求一种能耗低、产品质量高、设备使用稳定性好的聚酯废水回收系统的乙二醇回收装置尤为重要。
发明内容
本发明的目的在于克服上述不足,提供一种能耗低、产品质量高、设备使用稳定性好的聚酯废水回收系统的乙二醇回收装置。
本发明的目的是这样实现的:
一种聚酯废水回收系统的乙二醇回收装置,它包括一效加热器、一效气液分离器、二效加热器、二效气液分离器、三效加热器、三效气液分离器、一级冷凝器、二级冷凝器、换热器以及乙二醇精馏塔;
其中一效加热器内通入一根一效热媒管道,一效加热器的顶部进料口通入一根一效加热器进料管,一效加热器的下段与一效气液分离器的下段连通,一效气液分离器的顶部通过二效加热器蒸气管连通二效加热器的上段,一效气液分离器的底部的排料口经过一根二效加热器进料管连通至二效加热器的顶部进料口,二效加热器的下段与二效气液分离器的下段连通,二效气液分离器的顶部通过三效加热器蒸气管连通三效加热器的上段,二效气液分离器的底部的排料口经过一根三效加热器进料管连通至三效加热器的顶部进料口,三效加热器的下段与三效气液分离器的下段连通,三效气液分离器的底部的排料口经过一根换热器进料管连通至换热器,三效气液分离器的顶部通过一级冷凝器蒸气管道连通一级冷凝器,一级冷凝器排出的冷凝液通往二级冷凝器,所述换热器与乙二醇精馏塔之间连通有乙二醇精馏塔进料管,乙二醇精馏塔内通入一根乙二醇精馏塔热媒管道,乙二醇精馏塔的顶部连出有一根混合蒸气排出管道,乙二醇精馏塔的底部连出一根乙二醇排出管道,乙二醇排出管道经过换热器后连接成品罐;
一种聚酯废水回收系统的乙二醇回收装置,它还包括负压真空发生器,负压真空发生器连出的一级抽真空管道连接至二级冷凝器,二级冷凝器上再连出二级抽真空管道,二级抽真空管道分出多支分别连接至一级冷凝器蒸气管道、三效加热器的上段、中段和下段,三效加热器的下段还连出三级抽真空管道,三级抽真空管道连接分出多支分别连接至三效加热器进料管、二效加热器的上段、中段和下段。
其中三级抽真空管道通过一个中间冷凝罐。
一种聚酯废水回收系统的乙二醇回收装置的乙二醇回收方法,采用上述的一种聚酯废水回收系统的乙二醇回收装置进行作业,该乙二醇回收方法的步骤如下:
乙二醇在与乙醛分离后形成一级中间混合液,一级中间混合液的乙二醇浓度为8%~10%,一效热媒管道内通入160~170℃的导热油,一效加热器内的压力为-0.03MPa,一效加热器和二效加热器进料管内的水蒸气温度为90℃~95℃,二效加热器进料管内的二级中间混合液的乙二醇浓度为20%~25%,二效加热器内的压力为-0.05MPa,二效加热器和三效加热器进料管内的水蒸气温度为85℃~90℃,三效加热器进料管内的三级中间混合液的乙二醇浓度为40%~50%,三效加热器内的压力为-0.085MPa,三效加热器和一级冷凝器蒸气管道内的水蒸气温度为80℃~85℃,换热器进料管内的四级中间混合液的乙二醇浓度为80%~85%,四级中间混合液温度为70℃~80℃,四级中间混合液经过换热器的换热温度提升至85℃~95℃,四级中间混合液经过乙二醇精馏塔进行精馏后排出的成品液的乙二醇浓度为90%~95%,成品液在经过换热器之前的温度为115℃~120℃,成品液在经过换热器与四级中间混合液换热后温度为85℃~95℃,乙二醇精馏塔内的压力为-0.08MPa,乙二醇精馏塔内的乙二醇精馏塔热媒管道的导热油温度为160~170℃。
与现有技术相比,本发明的有益效果是:
1、能耗节约
导热油需求在600KW/h(温度150℃~170℃,流量110m3/h左右),主要是回收利用了多效后的蒸气。
2、回收的乙二醇成品品质提升
乙二醇成品色值(b值)<5,回用后对聚酯生产基本无影响。
3、对设备的影响小
由于加热温度较低,形成聚合物几率大大减小,不容易黏附设备,给装置长期稳定运行提供了保障。
本发明采用特殊设计的多效蒸发结合负压精馏工艺提纯废水中的乙二醇,本发明多效蒸发装置效数为3~4效。采用低温导热油系统作为一效的热源,后续加热器均采用前效蒸发的蒸汽作为热源。同时,考虑到单独采用多效蒸发工艺可能导致凝液废水中的COD值偏高的问题,将乙二醇纯度由8%~10%提纯至80%~85%后,再采用负压精馏将乙二醇提纯至90%~95%,从而达到节能和提升回用乙二醇的品质。因此本发明聚酯废水回收系统的乙二醇回收装置具有能耗低、产品质量高、设备使用稳定性好的优点。

