
申请日2015.10.13
公开(公告)日2015.12.16
IPC分类号C02F101/16; C02F9/14
摘要
本发明涉及工业污水处理技术领域,具体地说是一种高氨废水处理方法及装置,其特征在于设有依次相连的臭氧氧化反应器、气浮处理器、酸碱调节池、厌氧池、微氧池和好氧池、沉淀池,其中厌氧池中填充微生物污泥颗粒,并设有循环泵和污泥回流管,厌氧池底部设有布水器,厌氧池的污水进水口与布水器相连接,本发明与现有技术相比,先通过对废水中的有机物以及氨氮物质进行氧化处理,是其更易被微生物降解,然后依次通过厌氧池、微氧池和好氧池,使污水与微生物充分接触,有效降低污水中氨氮含量,具有结构合理、成本低等显著的优点。
权利要求书
1.一种高氨废水处理方法,其特征在于包括以下步骤:
步骤1:将废水送入臭氧氧化反应器中,通过向污水中通入臭氧,对 高氨氮难降解有机废水进行氧化分解处理,去除挥发酚和氰化物,同 时除臭、脱色、防腐杀菌;
步骤2:将经步骤1处理后的废水进行气浮处理,然后向经过气浮处 理后的高氨氮废水中加入熟石灰进行调碱处理,使废水中的氨氮转化 为游离氨,再进行固液分离,得到含氨废水;
步骤3:利用生物流化床配备亲和性生物填料对经步骤2处理后的废 水进行深度降解处理,依次进入厌氧池、微氧池和好氧池,具体为: 首先进入厌氧池,与回流的亚硝化液,硝化液以及回流污泥混合,在 搅拌的作用下,进行混合,其中厌氧池的HRT为1.5h~2.5h,DO为 0mg/L~0.5mg/L;处理后的废水进入微氧段,在微曝气系统的搅拌下, 进行混合后,将微氧段的出水90%~110%回流至厌氧池内,微氧段 的HRT为1.5h~2.5h,DO为0.3mg/L~1mg/L;经微氧段处理后的废水,在中沉池内停留20min~40min后进入好氧段,进行氧化和硝化 反应,反应后的硝化液90%~110%回流至厌氧池,其中好氧段中HRT 为5.5h~6.5h,DO为2mg/L~4mg/L;
步骤4:在沉淀池中进行膜与处理水的沉淀分离,出水中挟带有脱落 的生物膜碎块而使SS值有所增加,在自然沉淀情况下使水变得澄清 透明;
步骤5:达标出水,其中氨氮浓度小于10mg/L。
2.一种高氨废水处理装置,其特征在于设有依次相连的臭氧氧 化反应器、气浮处理器、酸碱调节池、厌氧池、微氧池和好氧池、沉 淀池,其中厌氧池中填充微生物污泥颗粒,并设有循环泵和污泥回流 管,厌氧池底部设有布水器,厌氧池的污水进水口与布水器相连接。
3.根据权利要求1所述的一种高氨废水处理装置,其特征在于 所述微氧池设有微曝气系统,并设有布水器、循环泵以及污泥回流管。
4.根据权利要求1所述的一种高氨废水处理装置,其特征在于 所述好氧池设有曝气器、布水器、循环泵以及污泥回流管。
5.根据权利要求1所述的一种高氨废水处理装置,其特征在于 所述好氧池中还设有用于改变废水流通路径的多级折流板。
说明书
高氨废水处理方法及装置
技术领域:
本发明涉及工业污水处理技术领域,具体地说是一种高氨废水处理方法及装置。
背景技术:
在高氨氮工业废水的处理中,氨氮的去除达标往往成为处理这类废水处理的瓶颈。而且,随着水质富营养化问题的日益严重以及人们对氮危害水环境质量认识的深入,废水处理中对氮的处理标准也日益严格。而工业生产中排放的废水含氮量较高,且C/N值较低,采用常规的全程硝化工艺处理时出水水质很难满足要求,并且由于氨氮浓度高,需要增大曝气以满足氨氮氧化的溶解氧要求。另外,废水的低C/N性质导致反硝化碳源不足,脱氮效率低,需要外加碳源。因此,废水的处理费用高并伴随着高能耗的问题。
发明内容:
本发明针对现有技术中存在的缺点和不足,提出了一种高氨废水处理方法及装置。
本发明可以通过以下措施达到:
一种高氨废水处理方法,其特征在于包括以下步骤:
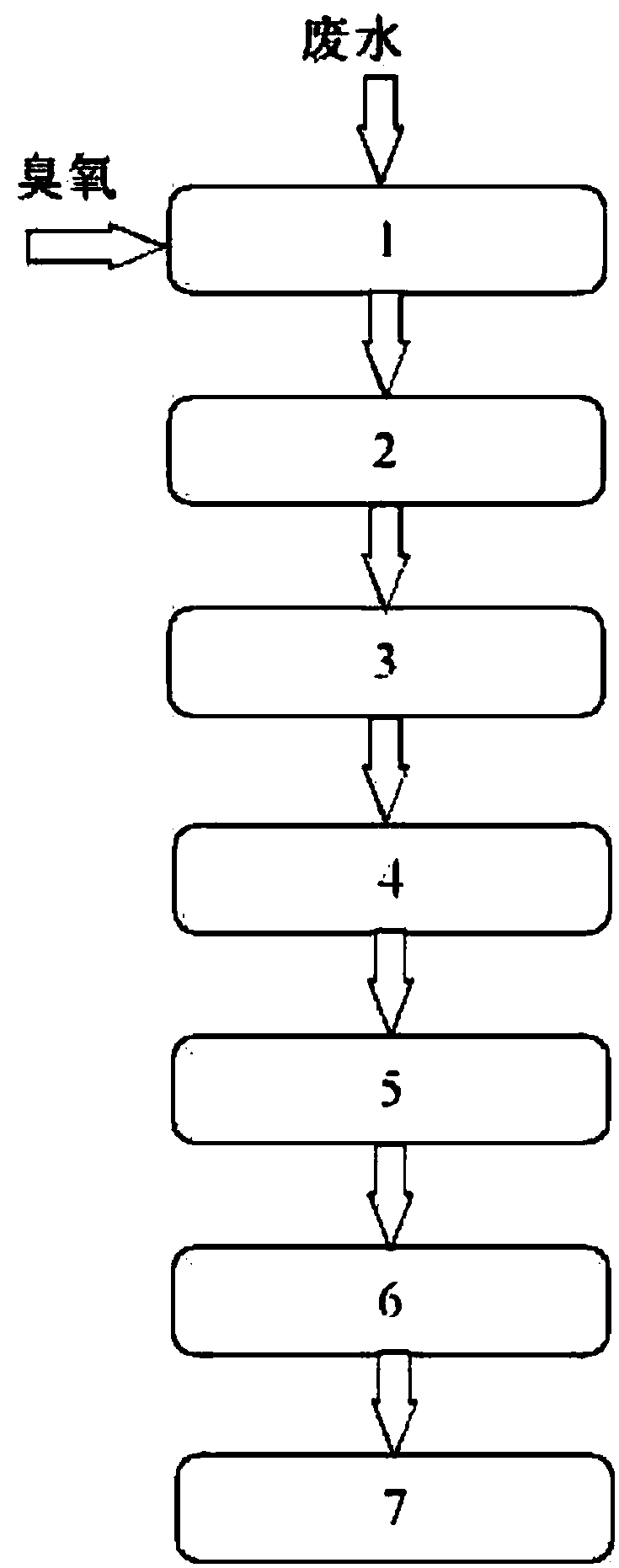
步骤1:将废水送入臭氧氧化反应器中,通过向污水中通入臭氧,对高氨氮难降解有机废水进行氧化分解处理,去除挥发酚和氰化物,同时除臭、脱色、防腐杀菌;
步骤2:将经步骤1处理后的废水进行气浮处理,然后向经过气浮处理后的高氨氮废水中加入熟石灰进行调碱处理,使废水中的氨氮转化为游离氨,再进行固液分离,得到含氨废水;
步骤3:利用生物流化床配备亲和性生物填料对经步骤2处理后的废水进行深度降解处理,依次进入厌氧池、微氧池和好氧池,具体为:首先进入厌氧池,与回流的亚硝化液,硝化液以及回流污泥混合,在搅拌的作用下,进行混合,其中厌氧池的HRT为1.5h~2.5h,DO为0mg/L~0.5mg/L;处理后的废水进入微氧段,在微曝气系统的搅拌下,进行混合后,将微氧段的出水90%~110%回流至厌氧池内,微氧段的HRT为1.5h~2.5h,DO为0.3mg/L~1mg/L;经微氧段处理后的废水,在中沉池内停留20min~40min后进入好氧段,进行氧化和硝化反应,反应后的硝化液90%~110%回流至厌氧池,其中好氧段中HRT为5.5h~6.5h,DO为2mg/L~4mg/L;
步骤4:在沉淀池中进行膜与处理水的沉淀分离,出水中挟带有脱落的生物膜碎块而使SS值有所增加,在自然沉淀情况下使水变得澄清透明;
步骤5:达标出水,其中氨氮浓度小于10mg/L。
本发明还提出了一种高氨废水处理装置,其特征在于设有依次相连的臭氧氧化反应器、气浮处理器、酸碱调节池、厌氧池、微氧池和好氧池、沉淀池,其中厌氧池中填充微生物污泥颗粒,并设有循环泵和污泥回流管,厌氧池底部设有布水器,厌氧池的污水进水口与布水器相连接。
本发明所述微氧池设有微曝气系统,并设有布水器、循环泵以及污泥回流管。
本发明所述好氧池设有曝气器、布水器、循环泵以及污泥回流管。
本发明与现有技术相比,先通过对废水中的有机物以及氨氮物质进行氧化处理,是其更易被微生物降解,然后依次通过厌氧池、微氧池和好氧池,使污水与微生物充分接触,有效降低污水中氨氮含量,具有结构合理、成本低等显著的优点。





