
申请日2017.10.17
公开(公告)日2018.01.16
IPC分类号C02F9/14; B01D53/18; C01C1/245; C05C3/00
摘要
本发明涉及一种用于煤化工企业高浓度氨氮废水资源化处理系统,包括高浓度氨氮废水调节处理系统、氨氮资源化回收系统以及实时在线监测系统;所述高浓度氨氮处理系统包括通过管道依次相连的冷凝废水池、高氨氮废水池、管道混合器、加热器、自清洗过滤器、氨氮吹脱塔、出水池以及生化处理池;采用本发明方法处理煤化工企业高浓度氨氮废水,不仅可使废水中的氨氮浓度达到生化装置的处理要求,而且废水中的氨氮得到有效回收利用,既做到了污水达标预处理,又有效减少了污染物排放总量。
权利要求书
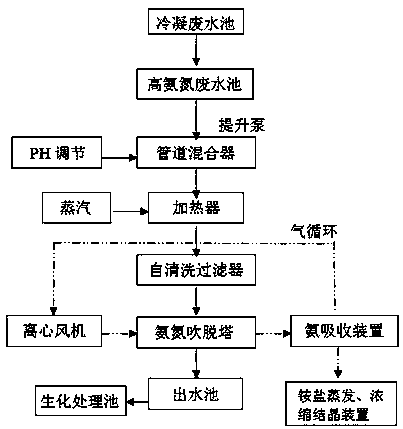
1.一种用于煤化工企业高浓度氨氮废水资源化处理系统,其特征在于:包括高浓度氨氮废水调节处理系统、氨氮资源化回收系统以及实时在线监测系统;所述高浓度氨氮处理系统包括通过管道依次相连的冷凝废水池、高氨氮废水池、管道混合器、加热器、自清洗过滤器、氨氮吹脱塔、出水池以及生化处理池。
2.根据权利要求1所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统,其特征在于:所述资源化处理系统还包括pH调节装置以及蒸汽装置,所述pH调节装置与管道混合器相连,所述蒸汽装置与加热器相连。
3.根据权利要求2所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统,其特征在于:所述氨氮资源化回收系统包括离心风机、氨吸收装置以及铵盐蒸发、浓缩结晶装置,所述离心风机依次通过氨氮吹脱塔、氨吸收装置与铵盐蒸发、浓缩结晶装置相连,所述氨吸收装置与离心风机相连。
4.根据权利要求3所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统,其特征在于:所述实时在线检测系统包括pH传感器、温度传感器、压力传感器、蒸汽电动控制阀以及主控制器,所述pH传感器与pH调节装置相连,所述温度传感器与蒸汽电动控制阀相连,所述蒸汽电动控制阀与蒸汽装置相连,所述压力传感器与离心风机相连;所述pH传感器、温度传感器、压力传感器、蒸汽电动控制阀均与主控制器相连。
5.根据权利要求1所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统,其特征在于:所述高氨氮废水池与管道混合器之间设有提升泵,所述高氨氮废水池通过提升泵与管道混合器相连。
6.一种用于煤化工企业高浓度氨氮废水资源化处理系统的生产工艺,其特征在于:(1)将碳洗工段产生的冷凝废水从冷凝废水池通入至高氨氮废水池内,并进行收集;
(2)将高氨氮废水池通过提升泵送入至管道混合器,并加入pH调节装置内的pH调节溶液,对废水的pH进行调节;
(3)将废水通入至加热器内,并向加热器内通入蒸汽装置中的低压蒸汽,对废水加热;
(4)将加热后的废水通入至自清洗过滤器内进行过滤;
(5)将过滤后的废水通入至氨氮吹脱塔内,离心风机将废水中逸出的氨气吹出装置外;
(6)将经过步骤(5)反应后生成的废水排入至出水池内进行收集,并将收集后的废水通入至生化处理池内进行存储,生化处理池内存储的废水再送到污水处理站进行生化处理;
(7)将经过步骤(5)反应后的氨气通入至无机酸溶液喷淋的氨吸收装置内,生成铵盐溶液;
(8)将氨吸收装置内生成的铵盐溶液通入至铵盐蒸发、浓缩结晶装置内进行蒸发、结晶回收铵盐;
(9)经过步骤(7)反应后,氨吸收装置内未反应完全的氨气经离心风机进口再次吹送至氨氮吹脱塔内,进行循环吹脱反应。
7.根据权利要求5所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统的生产工艺,其特征在于:所述步骤(2)中pH调节溶液为氢氧化钠溶液,所述氢氧化钠溶液的浓度为2.5-4.0mol/L。
8.根据权利要求5所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统的生产工艺,其特征在于:所述步骤(2)中经调节后废水的pH为10.0-11.5。
9.根据权利要求5所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统的生产工艺,其特征在于:所述步骤(3)中废水经低压蒸汽加热后的温度为55-65℃;所述步骤(5)、步骤(9)中离心风机的风压为1000-3000Pa。
10.根据权利要求5所述的一种用于煤化工企业高浓度氨氮废水资源化处理系统的生产工艺,其特征在于:所述步骤(7)中无机酸溶液为盐酸、硝酸、磷酸、亚磷酸、硫酸中任意一种。
说明书
一种用于煤化工企业高浓度氨氮废水资源化处理系统
技术领域
本发明属于环保工程和清洁生产领域,具体涉及一种用于煤化工企业高浓度氨氮废水资源化处理系统。
背景技术
煤化工是化学工业的重要分支。因我国多煤少油的特点,对煤的利用,特别是使用煤来生产乙烯、甲醇、醋酸等有机原料显得越来越重要,煤化工因此应运而生。但是煤化工在制煤气后的碳洗工段会产生大量的高浓度氨氮废水,在环保领域,一般将废水中的氨氮浓度分为三个级别,氨氮浓度低于50mg/l的称为低浓度氨氮废水,氨氮浓度介于50~500mg/l的称为中度氨氮废水,高于500mg/l的属于高浓度氨氮废水。目前煤化工行业在氨氮废水处理设计中,将氨氮浓度小于500mg/l作为废水生化处理的限定值,氨氮浓度大于此限定值时,将使生化处理设备处于超负荷运行状态,过高浓度的氨氮废水进入生化处理池时,将会使得生化处理设施失效,生化池出水严重超标,造成生态事故和环境危害。在现有的大多数煤化工企业中,碳洗工段产生的废水氨氮浓度尽管经常在变化,但一般都在1000mg/l以上,而且时常高达2000mg/l左右;当废水中氨氮浓度高于500mg/l时,煤化工企业目前普遍的做法是,或在废水中参入自来水稀释,这将增加企业的用水额度和用水支出;或将高浓度废水另外储存,但这既增加企业的设备支出,也增加操作成本,同时对环境也带来一定的影响。因此,开发一种既能使煤化工高浓度氨氮废水处理达标且能对废水中氨氮进行回收利用的新技术新方法显得十分迫切和必要,但目前对废水中氨氮浓度在1500~2000mg/l左右的煤化工废水成功地实施达标处理和氨氮资源化利用的技术鲜见报道。
发明内容
针对国内现有大多数煤化工企业碳洗工段高浓度氨氮废水处理中存在的技术难题和由此产生的环保问题,本发明公开了一种用于煤化工企业高浓度氨氮废水资源化处理系统,该方法在使煤化工企业高氨氮浓度废水达标处理问题的同时,还可回收废水中的大部分氨成为铵盐氮肥。本发明方法原理科学,工艺路线简单,设计思路新颖,设备制作或设备改造易行。
为实现上述目的,本发明采用的技术方案如下:
一种用于煤化工企业高浓度氨氮废水资源化处理系统,包括高浓度氨氮废水调节处理系统、氨氮资源化回收系统以及实时在线监测系统;所述高浓度氨氮处理系统包括通过管道依次相连的冷凝废水池、高氨氮废水池、管道混合器、加热器、自清洗过滤器、氨氮吹脱塔、出水池以及生化处理池。
作为本发明的一种改进,所述氨氮资源化回收系统包括离心风机、氨吸收装置以及铵盐蒸发、浓缩结晶装置,所述离心风机依次通过氨氮吹脱塔、氨吸收装置与铵盐蒸发、浓缩结晶装置相连,所述氨吸收装置与离心风机相连。
作为本发明的一种改进,还包括pH调节装置以及蒸汽装置,所述pH调节装置与管道混合器相连,所述蒸汽装置与加热器相连。
作为本发明的一种改进,所述实时在线检测系统包括pH传感器、温度传感器、压力传感器、蒸汽电动控制阀以及主控制器,所述pH传感器与pH调节装置相连,所述温度传感器与蒸汽电动控制阀相连,所述蒸汽电动控制阀与蒸汽装置相连,所述压力传感器与离心风机相连;所述pH传感器、温度传感器、压力传感器、蒸汽电动控制阀均与主控制器相连。
作为本发明的一种改进,所述高氨氮废水池与管道混合器之间设有提升泵,所述高氨氮废水池通过提升泵与管道混合器相连。
作为本发明的一种改进,所述处理系统的生产工艺如下:(1)将碳洗工段产生的冷凝废水从冷凝废水池通入至高氨氮废水池内,并进行收集;
(2)将高氨氮废水池通过提升泵送入至管道混合器,并加入pH调节装置内的pH调节溶液,对废水的pH进行调节;
(3)将废水通入至加热器内,并向加热器内通入蒸汽装置中的低压蒸汽,对废水加热;低压蒸汽的压力小于1.0Mpa;
(4)将加热后的废水通入至自清洗过滤器内进行过滤;
(5)将过滤后的废水通入至氨氮吹脱塔内,离心风机将废水中逸出的氨气吹出装置外;
(6)将经过步骤(5)反应后生成的废水排入至出水池内进行收集,并将收集后的废水通入至生化处理池内进行存储,生化处理池内存储的出水再送到污水处理站进行生化处理;
(7)将经过步骤(5)反应后的氨气通入至无机酸溶液喷淋的氨吸收装置内,生成铵盐溶液;
(8)将氨吸收装置内生成的铵盐溶液通入至铵盐蒸发、浓缩结晶装置内进行蒸发、结晶回收铵盐;
(9)经过步骤(7)反应后,将氨吸收装置内未反应完全的氨气经离心风机进口再次吹送至氨氮吹脱塔内,进行循环吹脱反应。
氨氮资源化回收系统的工作原理如下:对废水的温度进行控制,并将废水进入氨氮吹脱塔顶部,经塔中填料均匀下落,此时,在受控的pH和温度下,废水中的氨氮从水中逸出,形成气态的氨;塔底的变频离心风机将风经过电子阀和塔内的分散器吹进塔内,对吹脱塔内的气态氨进行均匀逆向吹脱。
氨氮吹脱塔内被吹脱的气态氨在风压下进入氨吸收装置,采用浓度为3.0mol/L的工业硫酸对气态氨进行逆向吸收;氨吸收装置底部的吸收液再用耐酸泵打至氨吸收装置上部,再进入氨吸收装置进行循环吸收,未被吸收的气态氨从风机进口再次进入氨氮吹脱塔,然后在风压下再次进入氨吸收装置进行循环吸收;每隔2小时测定氨吸收装置底部吸收液中硫酸铵的浓度,同时测定吸收液的温度,当吸收液中硫酸铵的浓度接近当时温度下的饱和浓度值时,将氨吸收装置底部吸收液打入铵盐蒸发、浓缩结晶装置中进行浓缩结晶,经分离后得到可作为化肥使用的硫酸铵产品。
作为本发明的一种改进,所述步骤(2)中pH调节溶液为氢氧化钠溶液,所述氢氧化钠溶液的浓度为2.5-4.0mol/L。
作为本发明的一种改进,所述氢氧化钠溶液的浓度为1.2mol/L。
作为本发明的一种改进,所述步骤(2)中经调节后废水的pH为10.0-11.5。
作为本发明的一种改进,所述步骤(3)中废水经低压蒸汽加热后的温度为55-65℃。
作为本发明的一种改进,所述步骤(3)中废水经低压蒸汽加热后的温度为60-62℃
作为本发明的一种改进,所述步骤(7)中无机酸溶液为盐酸、硝酸、磷酸、亚磷酸、碳酸中任意一种。
作为本发明的一种改进,所述步骤(7)中无机酸溶液为工业硫酸;
作为本发明的一种改进,所述步骤(7)中无机酸溶液的初始浓度为3.0mol/L。
作为本发明的一种改进,所述步骤(5)、步骤(9)中离心风机的风压为1000-3000Pa;
作为本发明的一种改进,所述步骤(5)、步骤(9)中离心风机的风压为2000-2500Pa;
由于采用了以上技术,本发明较现有技术相比,具有的有益效果如下:
本发明是一种结构简单、安全可靠、使用方便、成本低廉的一种用于煤化工企业高浓度氨氮废水资源化处理系统,与现有的煤化工行业氨氮浓度高达1500mg/l以上的废水处理工艺和处理结果相比,本发明方法原理科学,工艺路线合理,设备操作简单易行。采用本发明方法处理煤化工企业高浓度氨氮废水,不仅可使处理后废水中的氨氮浓度达到生化装置的处理要求,而且废水中的氨氮得到有效回收利用,既做到了污水达标预处理,又有效减少了污染物排放总量,同时由于回收氨氮制作硫酸铵化肥,做到了变废为宝,实现了清洁生产和绿色经济。





