
申请日2014.06.06
公开(公告)日2014.08.20
IPC分类号C02F103/16; C02F1/42
摘要
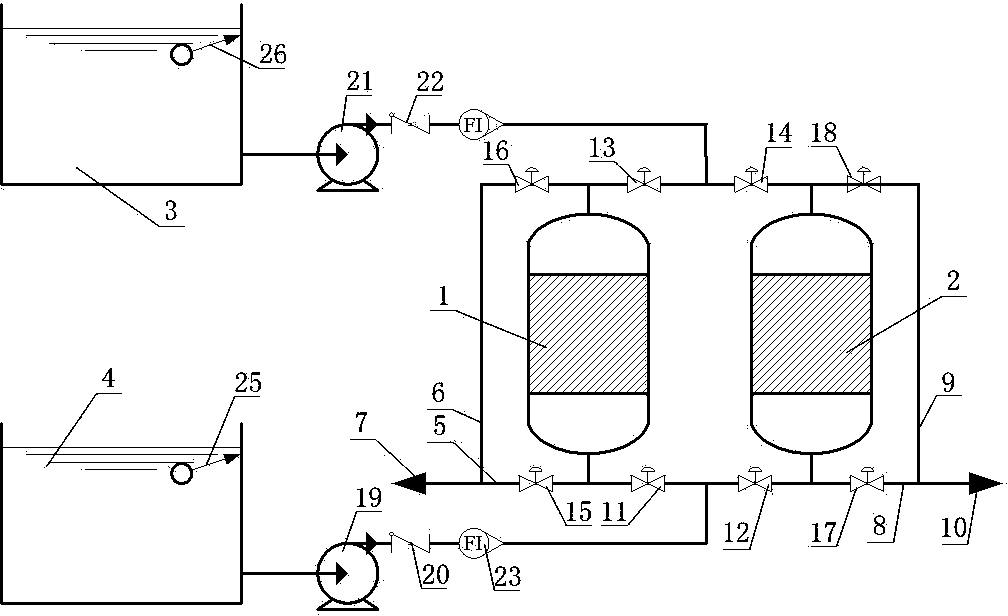
本发明公开了一种全过程自动控制的电解锰废水离子交换处理系统,废水储存池(4)的出水口分别连接离子交换器A(1)和离子交换器B(2)的下部液体进出口,再生配液池(3)的出水口分别连接离子交换器A(1)和离子交换器B(2)的上部液体进出口,离子交换器A(1)的下部液体进出口和上部液体进出口还分别连接排水口A(7),离子交换器B(2)的下部液体进出口和上部液体进出口还分别连接排水口B(10),管路上设置有电动阀,电动阀与PLC控制器电连接。本发明的有益效果是:由PLC控制程序全过程自动化运行,提高了设备的自动化程度,系统运行效率提高;两个并列设置的离子交换器保证了设备的连续吸附。
摘要附图
权利要求书
1.一种全过程自动控制的电解锰废水离子交换处理系统,其特征在于:它包括离子交换器A(1)、离子交换器B(2)、再生配液池(3)、废水储存池(4)和PLC控制器,废水储存池(4)的出水口通过管路分别连接离子交换器A(1)的下部液体进出口和离子交换器B(2)的下部液体进出口,且连接废水储存池(4)的出水口与离子交换器A(1)的下部液体进出口的管路上设置有电动阀A(11),连接废水储存池(4)的出水口与离子交换器B(2)的下部液体进出口的管路上设置有电动阀B(12),
再生配液池(3)的出水口通过管路分别连接离子交换器A(1)的上部液体进出口和离子交换器B(2)的上部液体进出口,且连接再生配液池(3)的出水口与离子交换器A(1)的上部液体进出口的管路上设置有电动阀C(13),连接再生配液池(3)的出水口与离子交换器B(2)的上部液体进出口的管路上设置有电动阀D(14),
离子交换器A(1)的下部液体进出口和上部液体进出口还分别通过管路A(5)和管路B(6)连接排水口A(7),且管路A(5)和管路B(6)上分别设置有电动阀E(15)和电动阀F(16);离子交换器B(2)的下部液体进出口和上部液体进出口还分别通过管路C(8)和管路D(9)连接排水口B(10),且管路C(8)和管路D(9)上分别设置有电动阀G(17)和电动阀H(18),PLC控制器通过线路分别与电动阀A(11)、电动阀B(12)、电动阀C(13)、电动阀D(14)、电动阀E(15)、电动阀F(16)、电动阀G(17)和电动阀H(18)电连接。
2.根据权利要求1所述的一种全过程自动控制的电解锰废水离子交换处理系统,其特征在于:所述的废水储存池(4)的出水口依次连接有提升泵(19)和单向止回阀A(20),单向止回阀A(20)的出水口通过管路分别连接电动阀A(11)和电动阀B(12)的进水口;再生配液池(3)的出水口依次连接有再生泵(21)和单向止回阀B(22),单向止回阀B(22)的出水口通过管路分别连接电动阀C(13)和电动阀D(14)的进水口,提升泵(19)和再生泵(21)均与PLC控制器通过线路电连接。
3.根据权利要求1所述的一种全过程自动控制的电解锰废水离子交换处理系统,其特征在于:所述的废水储存池(4)内设置有液位传感器A(23),再生配液池(3)内设置有液位传感器B(24),液位传感器A(23)和液位传感器B(24)均与PLC控制器通过线路电连接。
4.根据权利要求2所述的一种全过程自动控制的电解锰废水离子交换处理系统,其特征在于:所述的单向止回阀A(20)的出水口上安装有流量计A(25),单向止回阀B(22)的出水口上安装有流量计B(26),流量计A(25)和流量计B(26)均PLC控制器通过线路电连接。
说明书
一种全过程自动控制的电解锰废水离子交换处理系统
技术领域
本发明涉及离子交换装置技术领域,特别是一种全过程自动控制的电解锰废水离子交换处理系统。
背景技术
离子交换技术在水处理领域中有十分广泛的应用,通过离子交换可以较彻底的出去水中的无机盐类。离子交换设备在医药、化工、电子、涂装、饮料及高压锅炉给水等领域应用广泛。离子交换装置中加入的交换树脂在设备运行一端时间后会失效,需要进行再生处理,而系统又需要24小时连续运行,因此很多国内的离子交换系统大都采用一套运行、一套备用的方法处理,使得离子交换设备成本高,占地面积大。
现有装置大多数采用手动控制或半自动控制方式运行,且离子交换系统阀门繁多,操作过程繁琐;现有装置采用在线检测设备检测出水水质来反馈系统进行吸附-再生过程切换,在线设备检测水样耗时较长,若不及时反馈信息、及时切换吸附-再生过程,会导致树脂超负荷吸附,出水瞬时值超标;现有装置往往忽略再生过程的全自动控制,不能真正实现离子交换吸附-再生全过程自动控制;现有装置实现全自动控制,其控制参数繁多,本发明仅采用时间进行自动控制,并辅以氨氮在线监测作为全自动控制参数,控制方式简练易操作。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种全过程自动控制的电解锰废水离子交换处理系统。
本发明的目的通过以下技术方案来实现:一种全过程自动控制的电解锰废水离子交换处理系统,它包括离子交换器A、离子交换器B、再生配液池、废水储存池和PLC控制器,废水储存池的出水口通过管路分别连接离子交换器A的下部液体进出口和离子交换器B的下部液体进出口,且连接废水储存池的出水口与离子交换器A的下部液体进出口的管路上设置有电动阀A,连接废水储存池的出水口与离子交换器B的下部液体进出口的管路上设置有电动阀B,再生配液池的出水口通过管路分别连接离子交换器A的上部液体进出口和离子交换器B的上部液体进出口,且连接再生配液池的出水口与离子交换器A的上部液体进出口的管路上设置有电动阀C,连接再生配液池的出水口与离子交换器B的上部液体进出口的管路上设置有电动阀D,离子交换器A的下部液体进出口和上部液体进出口还分别通过管路A和管路B连接排水口A,且管路A和管路B上分别设置有电动阀E和电动阀F;离子交换器B的下部液体进出口和上部液体进出口还分别通过管路C和管路D连接排水口B,且管路C和管路D上分别设置有电动阀G和电动阀H,PLC控制器通过线路分别与电动阀A、电动阀B、电动阀C、电动阀D、电动阀E、电动阀F、电动阀G和电动阀H电连接。
所述的废水储存池的出水口依次连接有提升泵和单向止回阀A,单向止回阀A的出水口通过管路分别连接电动阀A和电动阀B的进水口;再生配液池的出水口依次连接有再生泵和单向止回阀B,单向止回阀B的出水口通过管路分别连接电动阀C和电动阀D的进水口,提升泵和再生泵均与PLC控制器通过线路电连接。
所述的废水储存池内设置有液位传感器A,再生配液池内设置有液位传感器B,液位传感器A和液位传感器B均与PLC控制器通过线路电连接。
所述的单向止回阀A的出水口上安装有流量计A,单向止回阀B的出水口上安装有流量计B,流量计A和流量计B均PLC控制器通过线路电连接。
本发明具有以下优点:本发明采用PLC控制器控制设备运行,以时间作为控制参数进行全过程自动控制,基于预先设计和调试过程确定的运行参数,由PLC控制程序全过程自动化运行,提高了设备的自动化程度,系统运行效率提高;本发明包含两个并列设置的离子交换器,当其中一个离子交换器吸附饱和后,通过控制阀门启闭更改液体流动管路,对吸附饱和的离子交换器进行再生,由另一个离子交换器继续进行吸附,从而保证了设备的连续吸附,该过程的实现通过PLC控制器控制电动阀的启闭来实现,控制过程简单、稳定。
本发明仅采用时间进行自动控制,并可辅以氨氮在线监测作为全自动控制参数,控制方式简练易操作;本发明不以在线监测设备指标作为主要的反馈调节参数,以时间作为自动控制参数,无需水质指标反馈,调节快速,能保证出水水质达标,不出现反馈延迟而导致超标现象;再生过程亦纳入全自动控制范围,真正实现离子交换全过程自动控制;通过时间作为控制参数,能有效节约能耗,提高树脂使用周期和使用效率。





