
申请日2013.12.29
公开(公告)日2014.05.28
IPC分类号G05B19/418
摘要
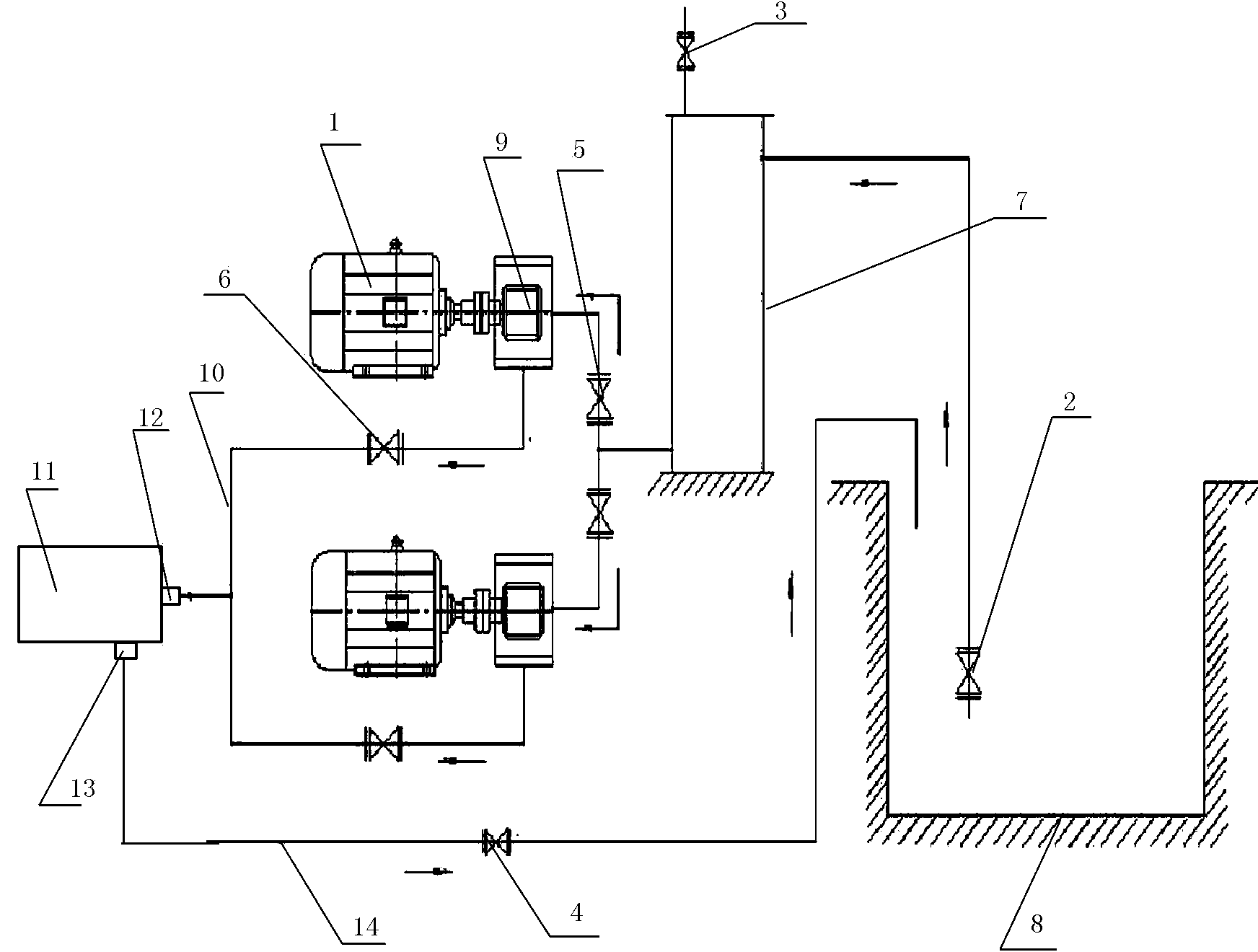
本发明公开了一种连续作业线生产废水回收控制装置,它设有若干台电机(1)、若干台自吸泵(9)和储水桶(7),每台电机(1)对应每台自吸泵(9),每台电机(1)与每台自吸泵(9)为传动连接,若干台自吸泵(9)的进水口汇集后都与储水桶(7)的出水口相连通,每台自吸泵(9)的出水口通过出水管(10)与污水站(11)的进水口(12)连接,污水站(11)的废水出口(13)通过管道(14)与含酸、碱、磷等废水收集低位池(8)相连通,在储水桶(7)顶部的进水口处设有球阀(3),在储水桶(7)侧面连接有止回阀(2),止回阀(2)伸入到含酸、碱、磷等废水收集低位池(8)内。
权利要求书
1.一种连续作业线生产废水回收控制装置,其特征是它设有若干台电机(1)、若干台自吸泵(9)和储水桶(7),每台电机(1)对应每台自吸泵(9),每台电机(1)与每台自吸泵(9)为传动连接,若干台自吸泵(9)的进水口汇集后都与储水桶(7)的出水口相连通,每台自吸泵(9)的出水口通过出水管(10)与污水站(11)的进水口(12)连接,污水站(11)的废水出口(13)通过管道(14)与含酸、碱、磷等废水收集低位池(8)相连通,在储水桶(7)顶部的进水口处设有球阀(3),在储水桶(7)侧面连接有止回阀(2),止回阀(2)伸入到含酸、碱、磷等废水收集低位池(8)内。
2.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是所述的球阀(3)为PPR注水/排空球阀(3)。
3.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是所述的止回阀(2)为PP单向止回阀。
4.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是每台自吸泵(9)出水口连接的出水管(10)上设有PPR单向输出碟阀(6)。
5.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是所述储水桶(7)的出水口与每台自吸泵(9)的进水口之间设有自吸泵输入PPR球阀(5)。
6.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是所述管道(14)上设有PPR废水排放检查球阀(4)。
7.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是所述储水桶(7)设置为PP储水桶。
8.根据权利要求1所述的连续作业线生产废水回收控制装置,其特征是所述的电机(1)设置为变频电机。
说明书
一种连续作业线生产废水回收控制装置
技术领域
本发明涉及一种连续作业线生产废水回收控制装置。
背景技术
电镀、热处理等作业线中含酸、碱、磷等生产排放废水,都是从各节槽中汇集流至各低位收集池中,然后根据其液位高度控制自吸泵将各类废水输送至污水处理站治理。现有回收控制不足之处在于:1、由于各低位池液面距地面高度落差较大(最大达2.5米以上),自吸泵进液管道内存有较长距离空气段,泵出口需十几分钟才能泵出废水;2此时间内因泵无输出也无法得知泵运行状态是否正常工作;3、泵因脱水长时间空转易导致泵体机封等备件因发热而损坏。
发明内容
本发明提供了一种连续作业线生产废水回收控制装置,它不但结构简单,维护方便,能使自吸泵运行后不久,泵出口快速泵出废水;而且能有效减少故障产生频次,故障维修及维修成本得到显著下降。
本发明采用了以下技术方案:一种连续作业线生产废水回收控制装置,它设有若干台电机、若干台自吸泵和储水桶,每台电机对应每台自吸泵,每台电机与每台自吸泵为传动连接,若干台自吸泵的进水口汇集后都与储水桶的出水口相连通,每台自吸泵的出水口通过出水管与污水站的进水口连接,污水站的废水出口通过管道与含酸、碱、磷等废水收集低位池相连通,在储水桶顶部的进水口处设有球阀,在储水桶侧面连接有止回阀,止回阀伸入到含酸、碱、磷等废水收集低位池内。
所述的球阀为PPR注水/排空球阀。所述的止回阀为PP单向止回阀。所述的每台自吸泵出水口连接的出水管上设有PPR单向输出碟阀。所述储水桶的出水口与每台自吸泵的进水口之间设有自吸泵输入PPR球阀。所述管道上设有PPR废水排放检查球阀。所述储水桶设置为PP储水桶。所述的电机设置为变频电机。
本发明具有以下有益效果:采用了以上技术方案后,本发明利用液体虹吸原理,用于连续作业线生产废水快速回收,这样不但结构简单,维护方便,能使自吸泵运行后不久,泵出口快速泵出废水;同时能有效减少故障产生频次,故障维修及维修成本得到显著下降。





