
申请日2013.07.18
公开(公告)日2013.09.25
IPC分类号C02F9/14
摘要
本发明公开了一种中药提取废水处理系统,采取“预处理+水解酸化+厌氧处理+好氧处理+芬顿处理”结合的生物处理工艺,厌氧生物处理工艺能耗低,去除率高,出水稳定。好氧生物处理工艺投资省、技术成熟、效率高、处理效果稳定可靠。它包括依次连接的预处理单元、水解酸化单元、厌氧处理单元、好氧处理单元和芬顿处理单元;预处理单元包括串联的调节池I和调节池II,水解酸化单元为水解酸化池,厌氧处理单元为高效厌氧反应器,好氧处理单元为生物接触氧化池,芬顿处理单元为芬顿反应池,生物接触氧化池与芬顿反应池之间设有二沉池,芬顿反应池经气浮机与清水池连通。
权利要求书
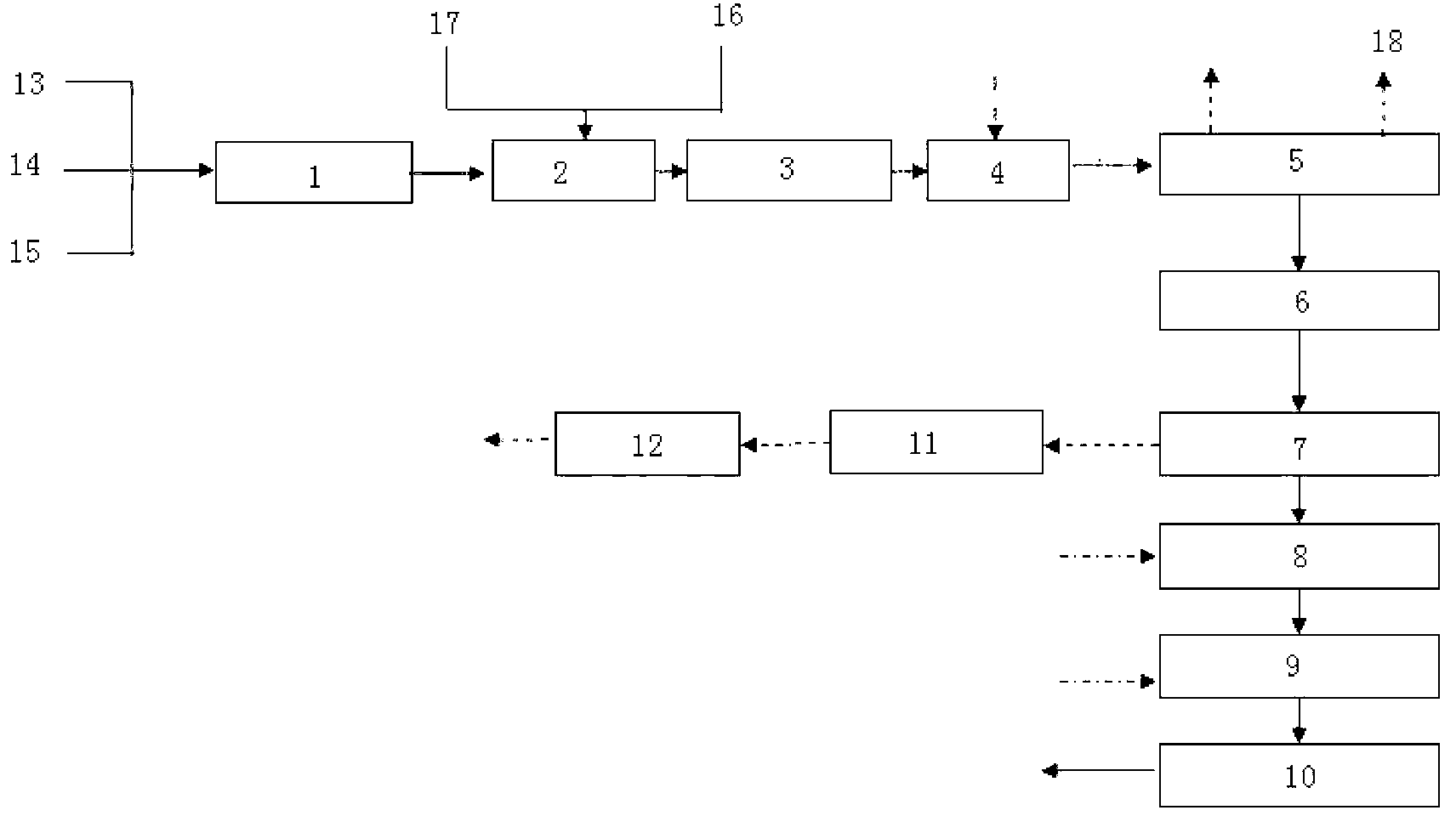
1.一种中药提取废水处理系统,其特征在于,包括依次连接的预处理单元、水解酸化 单元、厌氧处理单元、好氧处理单元和芬顿处理单元;所述预处理单元包括串联的调节池I 和调节池II,所述水解酸化单元为水解酸化池,所述厌氧处理单元为高效厌氧反应器,所 述好氧处理单元为生物接触氧化池,所述芬顿处理单元为芬顿反应池,所述生物接触氧化 池与芬顿反应池之间设有二沉池,所述芬顿反应池经气浮机与清水池连通。
2.根据权利要求1所述的中药提取废水处理系统,其特征在于,所述调节池I的入口 与有机物含量大于10万mg/L且水量小的废水池连通,调节池II的入口与有机物含量小于 10万mg/L的废水池连通,调节池I与调节池II之间设有单效蒸发器。
3.根据权利要求1所述的中药提取废水处理系统,其特征在于,所述水解酸化池与高 效厌氧反应器之间设有配水井,所述配水井与加热管道连接,所述高效厌氧反应器与贮存 沼气的水封器连接。
4.根据权利要求1所述的中药提取废水处理系统,其特征在于,所述二沉池的底部与 污泥浓缩池连通,所述污泥浓缩池与污泥脱水机连接。
5.根据权利要求1所述的中药提取废水处理系统,其特征在于,所述芬顿反应池和气 浮机均与加药管道连通。
6.利用上述任一项权利要求所述的系统实现中药提取废水的处理工艺,其特征在于, 具体步骤如下:
1)废水进入调节池I和调节池II,进行水质水量的均化,并通过单相蒸发器蒸发处理;
2)调节池II出水进入水解酸化池,通过水解酸化作用将大分子有机物质降解为小分子 有机物质;
3)将水解酸化处理后的废水经配水井提升至高效厌氧反应器,通过厌氧微生物的分解 作用去除废水中大部分的有机物质;
4)高效厌氧反应器出水进入生物接触氧化池,通过好氧微生物的新陈代谢作用去除废 水中的有机物质;
5)生物接触氧化池出水经过二沉池进行泥水分离后,上清液进入芬顿反应池,强制氧 化废水中的有机物质,芬顿反应池出水进入气浮机,去除废水中的悬浮物质,沉淀的污泥 部分回流至生物接触氧化池,剩余污泥进入污泥浓缩池,经过污泥浓缩后,经脱水处理形 成泥饼外运处置。
7.根据权利要求6所述的处理工艺,其特征在于,所述步骤2)中,水解酸化池采用 点对点布水方式。
8.根据权利要求6所述的处理工艺,其特征在于,所述步骤3)中,厌氧发酵产生的 沼气进入水封器贮存,以供沼气的后续利用。
说明书
中药提取废水处理系统及工艺
技术领域
本发明涉及一种废水处理系统,具体涉及一种中药提取废水处理系统及工艺。
背景技术
中药提取废水的排放必然会对受纳水体造成较为严重的有机污染,且中药提取废水有着 不同于一般废水的特性:
1)废水成分复杂,CODcr、BOD5平均含量较高,需要有机物去除率高,抗冲击负荷强, 处理效果较好的厌氧反应构筑物;
2)废水的排放不规律,各个车间在不同的时间排放的废水的水质、水量不同,COD波动 较大,对废水处理构筑物具有较大的冲击负荷,需要具有缓冲水质、水量冲击的构筑物;
3)在生产工艺中,需酒精提取的中药产品多,而废水中的酒精主要来自于药渣,药渣中 70%的酒精回收利用,且此股废水不能单独处理;
4)纯化水系统再生过程排水中含Cl-,清洗排水中含有SO42-。
总体来说,中药提取废水具有悬浮物浓度较高,CODcr浓度高,处理难度大等特点,因 此,传统的废水处理工艺难以满足中药提取废水处理的要求。
中国专利申请201210494742.5公开了一种中药废水处理工艺,对中药废水先进行预处 理调节中药废水pH值在8~9后,对中药废水进行厌氧处理、回流生化处理、过滤外排处理, 对这些处理方式进行组合,中药提取废水CODcr浓度高,大分子有机物含量高,直接进行 厌氧处理,去除率较低。
中国专利200410052191.2公开了一种中药生产废水处理设备及其废水处理工艺,该设 备包括截留装置、调节池、水解酸化池、膜生物反应池和污泥处理装置。生物膜易脱落, 需要经常更新且价格昂贵,污水处理系统运行费用高,折旧率高。
总体来说,传统中药处理工艺需要将废水pH值调节至8~9,方可保证污水处理工艺的 正常运行,传统工艺中采用的厌氧技术不成熟,在运行过程中存在耐冲击负荷能力低、酸 碱缓冲差、污泥负荷低、占地面积等缺点,此外传统工艺好氧段多采用膜生物反应池,此 种工艺对操作人员的技术水平要求较高,且需要定期对膜进行冲洗和更换,增大了企业的 运行费用。
发明内容
本发明的目的是为克服上述现有技术的不足,提供一种中药提取废水处理系统,采取 “预处理+水解酸化+厌氧处理+好氧处理+芬顿处理”结合的生物处理工艺,厌氧生物处理 工艺能耗低,去除率高,出水稳定。好氧生物处理工艺投资省、技术成熟、效率高、处理 效果稳定可靠。
为实现上述目的,本发明采用下述技术方案:
一种中药提取废水处理系统,包括依次连接的预处理单元、水解酸化单元、厌氧处理 单元、好氧处理单元和芬顿处理单元;所述预处理单元包括串联的调节池I和调节池II,所 述水解酸化单元为水解酸化池,所述厌氧处理单元为高效厌氧反应器,所述好氧处理单元 为生物接触氧化池,所述芬顿处理单元为芬顿反应池,所述生物接触氧化池与芬顿反应池 之间设有二沉池,所述芬顿反应池经气浮机与清水池连通。
所述调节池I的入口与有机物含量大于10万mg/L且水量小的废水池连通,调节池II 的入口与有机物含量小于10万mg/L的废水池连通,调节池I与调节池II之间设有单效蒸 发器。
所述水解酸化池与高效厌氧反应器之间设有配水井,所述配水井与加热管道连接,所 述高效厌氧反应器与贮存沼气的水封器连接。
所述二沉池的底部与污泥浓缩池连通,所述污泥浓缩池与污泥脱水机连接。
所述芬顿反应池和气浮机均与加药管道连通。
利用上述系统实现中药提取废水的处理工艺,具体步骤如下:
1)废水进入调节池I和调节池II,进行水质水量的均化,并通过单相蒸发器蒸发处理;
2)调节池II出水进入水解酸化池,通过水解酸化作用将大分子有机物质降解为小分子 有机物质,提高废水的可生化性;
3)将水解酸化处理后的废水经配水井提升至高效厌氧反应器,通过厌氧微生物的分解 作用去除废水中大部分的有机物质;
4)高效厌氧反应器出水进入生物接触氧化池,通过好氧微生物的新陈代谢作用去除废 水中的有机物质;
5)生物接触氧化池出水经过二沉池进行泥水分离后,上清液进入芬顿反应池,强制氧 化废水中的有机物质,芬顿反应池出水进入气浮机,去除废水中的悬浮物质,保证废水的 达标排放,沉淀的污泥部分回流至生物接触氧化池,剩余污泥进入污泥浓缩池,经过污泥 浓缩后,经脱水处理形成泥饼外运处置。
所述步骤2)中,水解酸化池采用点对点布水方式,此布水方式无死角,布水均匀,从 而使难降解有机物与水解酸化池内菌种充分接触,有效将大分子难降解有机物分解为小分 子易生物降解有机物,从而有效提高废水的可生化性,保证了本套工艺中前期工段能够取 得良好的处理效果。
所述步骤3)中,厌氧发酵产生的沼气进入水封器贮存,以供沼气的后续利用。
本发明的有益效果:
本发明中采用的工艺,pH值只需要在5~9之间即可满足工艺要求,正常运行后,基本 不需要调节pH值,减少了加药量,高效厌氧反应器PEIC具有较强的耐冲击负荷能力,对 pH值的要求低,厌氧颗粒污泥对有机物的去除率达到90%以上,有效降低了后续好氧工段 的负荷,从而保证整个污水处理工艺最终能够稳定达标排放。
本发明采用“污泥浓缩+污泥脱水”方式处理二沉池的污泥。经过污泥浓缩之后,污泥 含水率为99%,提高污泥的含固率,根据污泥特性,调整阳离子聚丙烯酰胺(PAM)的加 入量,每吨干污泥投加千分之五的药剂,有效提高了污泥的脱水性能,缩短了压泥周期。
厌氧发酵产生沼气过程可分为水解阶段、酸化阶段、乙酸化阶段和甲烷阶段等四个阶 段。水解酸化过程中水解池是把反应控制在第二阶段完成之前,不进入第三阶段。采用水 解池较之全过程的厌氧池具有以下的优点:
(1)水解、产酸阶段的产物主要为小分子有机物,可生物降解性一般较好。故水解池 可以改变原污水的可生化性,从而减少反应的时间和处理的能耗;
(2)对固体有机物的降解可减少污泥量,其功能与消化池一样。工艺仅产生很少的难 厌氧降解的生物活性污泥,故实现污水、污泥一次性处理,不需要经常加热的中温消化池;
(3)不需要密闭的池,不需要搅拌器,不需要水、气、固三相分离器,降低了造价和 便于维护。由于这些特点,可以设计出适应大、中、小型污水处理厂所需的构筑物;
(4)反应控制在第二阶段完成之前,出水无厌氧发酵的不良气味,改善处理厂的环境;
(5)第一、第二阶段反应迅速,故水解池体积小,节省基建投资。





