
申请日2012.02.22
公开(公告)日2012.10.03
IPC分类号C02F9/04
摘要
本实用新型公开了一种废硫酸废水一体化回收装置,包括依次连接的母液废硫酸收集池、预处理装置、酸阻滞分离设备、第一混凝沉淀池、板框压滤机、反渗透(RO)装置和碱性废水收集池,以及依次连接的冲洗废水收集池、第二混凝沉淀池、一级过滤池、二级过滤池和集水池;在所述反渗透装置和第二混凝沉淀池之间连接有加药装置,所述加药装置与所述第一混凝沉淀池相连;所述反渗透装置和酸阻滞分离设备相连,所述碱性废水收集池与第一混凝沉淀池相连;所述第二混凝沉淀池与板框压滤机连接。本实用新型能实现酸回收、废水零排放和铁泥资源化再利用,实现节能减排。总体上该发明装置具有能耗低、可操作性强、废酸回收率高、设备使用寿命长等优势。
权利要求书
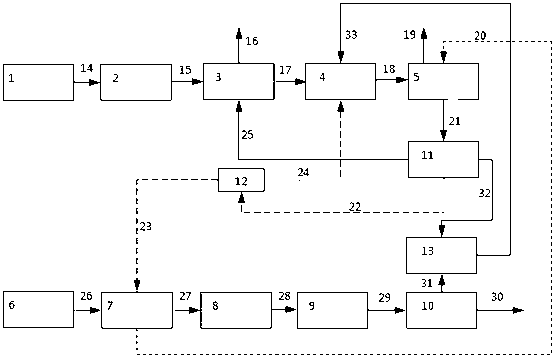
1.一种废硫酸废水一体化回收装置,其特征在于,包括依次连接的母液废硫酸收集池(1)、预处理装置(2)、酸阻滞分离设备(3)、第一混凝沉淀池(4)、板框压滤机(5)、反渗透装置(11)和碱性废水收集池(13),以及依次连接的冲洗废水收集池(6)、第二混凝沉淀池(7)、一级过滤池(8)、二级过滤池(9)和集水池(10);在所述反渗透装置(11)和第二混凝沉淀池(7)之间连接有加药装置(12),所述加药装置(12)还与所述第一混凝沉淀池(4)相连;所述反渗透装置(11)还和酸阻滞分离设备(3)相连,所述碱性废水收集池(13)与第一混凝沉淀池(4)相连;所述第二混凝沉淀池(7)与板框压滤机(5)连接。
2.根据权利要求1所述的废硫酸废水一体化回收装置,其特征在于,所述一级过滤池(8)为石英砂过滤池。
3.根据权利要求1所述的废硫酸废水一体化回收装置,其特征在于,所述二级过滤池(9)为活性炭过滤池。
说明书
废硫酸废水一体化回收装置
技术领域
本实用新型涉及废硫酸回收、废水处理及回用领域,具体说是一种废硫酸废水一体化回收装置。
背景技术
拉丝废水大都使用酸洗机和酸洗线进行酸洗,其特点是废硫酸液量大,金属离子成份单一,以铁为主,伴有油污。拉丝厂一般产生3类废水,其中母液废水铁盐物质含量较高,冲洗废水浓度较低,还有碱性废水用于保持酸洗后金属的光洁度。母液废水定期更换一次,冲洗废水每天使用,碱性废水也是定期更换。目前拉丝厂的污染治理,存在着以下情况:一是有的生产企业直接将废硫酸、废水排入周围环境,造成了严重污染;二是有的生产企业采用了比较简单的中和处理,但是由于废渣量大且不易脱水,极易产生二次污染,且运行成本太高;三是采用了传统的蒸发浓缩法对废硫酸处理,但由于附产品质量较差,销路太窄,运行成本高。在工业生产过程中,对于这些含酸废液,处理费用高,效果较差。
废酸洗液回收再生方法主要有:加热蒸发法,酸阻滞法和扩散渗析膜法三种。加热蒸发法随着能源价格涨高,已经不符和经济性价比,随着科技发展,树脂交换法和扩散渗析膜法技术发展成型。扩散渗析法在德国已经商品化,因处理量小,膜寿命短,易老化破损,性价比过高等原因,限制工业生产使用。酸阻滞法是将废酸洗液通过纯化回收设备,酸离子被填料阻滞吸附,金属离子随液体穿透填料层,酸与金属杂质分离,用穿透液等量的水冲洗填料上酸根,便得到与废酸洗液浓度大致相等的再生酸,可重新配置酸洗液使用,特点是分离效果好,运行费用低。
但是大部分的技术只是用于废酸回收,对于系统进行废硫酸回收、废水零排放和污泥资源化的工艺技术未见报道。
实用新型内容
发明目的:为了解决现有拉丝酸洗行业酸回收现状,本实用新型的目的是提供一种拉丝行业酸回收、废水零排放和实现污泥资源化的废硫酸废水一体化回收装置,该装置能耗低、可操作性强、废酸回收率高、设备使用寿命长。
技术方案:为了解决上述技术问题,本实用新型所采用的技术方案为:一种废硫酸废水一体化回收装置,包括依次连接的母液废硫酸收集池、预处理装置、酸阻滞分离设备、第一混凝沉淀池、板框压滤机、反渗透装置(RO)和碱性废水收集池,以及依次连接的冲洗废水收集池、第二混凝沉淀池、石英砂过滤池、活性炭过滤池和集水池;在所述反渗透装置(RO)和第二混凝沉淀池之间连接有加药装置,所述加药装置与所述第一混凝沉淀池相连;所述反渗透装置(RO)和酸阻滞分离设备相连,所述碱性废水收集池与第一混凝沉淀池相连;所述第二混凝沉淀池与板框压滤机连接。
本实用新型是利用离子交换树脂酸阻滞特性将废液中的废酸吸附在树脂,其他金属盐顺利通过,然后利用纯水解析树脂回收酸,利用离子交换树脂吸附强酸并从溶液中去除金属盐,达到分离自由酸和金属离子的目的。
工作原理具体如下:母液废酸废水由耐酸磁力泵从贮槽中输送,经过滤器去除杂质颗粒物、少量矿物油后,进入酸阻滞分离设备,在分离机作用下,硫酸被载留分离机里,含有杂质的弱酸性铁盐废水,从分离机中流出,实现硫酸与铁盐分离。
分离是回收前提,中性反洗水(即反渗透产生的淡水)由管道泵传输到酸分离机,将载留在分离机内的硫酸带出,形成再生酸液。由于该拉丝酸洗工艺对酸中铁离子没有很高的要求,因此不需要对回收酸进行除铁。除铁后再生酸呈无色透明,浓度为母液浓度的80%,根据实际需要,可以补充一定量的新硫酸后进入拉丝酸洗线。
冲洗废水含有较少的弱酸和少量铁离子,采用中和混凝沉淀、石英砂和活性炭过滤装置,出水进入集水池,可再回用到拉丝冲洗工艺中。
碱性废水经过收集后与弱酸性铁盐废水混合,共同进行混凝沉淀、压滤,压滤水经过反渗透RO处理,70%的淡水用于反冲酸阻滞设备,30%的淡水用于碱性浸泡水使用,不足水量可取自集水池中的水,浓水用于加药单元拌药使用。
有益效果:与现有技术相比,本实用新型具有以下优势:
(1)形成一套拉丝废水酸回收、废水零排放处理装置和技术体系,达到国内领先的技术水平,带动酸洗行业技术的全面发展;
(2)大大节约了浓硫酸使用量,同时改变了传统技术利用石灰沉淀产生大量污泥的局面,传统技术产生的大量污泥只能通过填埋或焚烧方式最终处理,处理成本较高,而采用新技术产生高纯度铁饼可广泛使用在生产铁红铁黄的企业,解决了污泥处理处置的出路,节约了资源,增加了企业经济效益;
(3)整个系统实现了废水零排放,这对社会来说,就减轻了污染负担,减少了环境的恶化。因为任何一种生产不可能不产生废气物或污染,任何一种生产污染物的减少,对整个社会将是一种贡献;
(4)“酸回收+废水零排放”处理酸洗废水技术是稳定运行、维修较少的设备,对企业来说是至关重要的;运行和维修所用的资源也将可以减少,同时也能延长设备寿命,对社会的资源也是一种节约。





