
ЁЁЁЁЩъЧыШе2011.10.13
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2012.03.28
ЁЁЁЁIPCЗжРрКХC02F9/14; C02F3/30; C02F1/52; C02F1/44; C02F3/12
ЁЁЁЁеЊвЊ
ЁЁЁЁБОЗЂУїЙЋПЊвЛжжКЫЫсЗЯЫЎДІРэЗНЗЈЃЌНЋКЫЫсЗЯЫЎЫЭШыЕїНкГиОљСПОљЛЏ;дйЫЭжССНЯрбсбѕЗДгІЦїЃЌОЫЎНтЫсЛЏГиЪЙИпЗжзггаЛњЮяКЭПХСЃЮяГфЗжЫЎНтЮЊаЁЗжзггаЛњЮяЃЌОВњМзЭщГиНЕЕЭХЈЖШЃЌЪеМЏРћгУЛђДІРэМзЭщЃЌГіЫЎСїШыЛюадЮлФрГи;ЭЈЙ§КУбѕЮЂЩњЮязїгУНЕНтДѓВПЗжгаЛњЮяЃЌГіЫЎСїШыЖўГСГи;НјааФрЫЎЗжРыЃЌЕзВПЮлФрвЛВПЗжЛиСїЛюадЮлФрГиКЭСНЯрбсбѕЗДгІЦїЃЌЪЃгрЮлФрХХШыЮлФрГиЃЌЩЯЧхвКНјШыЛЏбЇГ§СзГСЕэГи;ЭЖМгЬњбЮЁЂИЦбЮМАЛьФ§МСКЭжњФ§МСЃЌОЙЬвКЗжРыКѓЃЌЩЯЧхвКСїШыМЏЫЎГиЃЌЕзВПЮлФрХХШыЮлФрГи;МЏЫЎГиФкЗЯЫЎОЖрНщжЪЙ§ТЫГиНјШыФЩТЫЯЕЭГЃЌзюжеГіЫЎДяБъХХЗХЃЌФЄХЈЫѕвКНјвЛВНХЈЫѕЬсШЁНЙЬЧВњЦЗЁЃБОЗЂУїжЮРэЮлШОЃЌЛиЪеБІЙѓзЪдДЃЌЪЕЯжзЪдДбЛЗРћгУЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжКЫЫсЗЯЫЎДІРэЗНЗЈЃЌЦфЬиеїдкгкВНжшЪЧЃК
ЁЁЁЁЕквЛВНЃЌНЋРДздЩњВњГЕМфЕФКЫЫсЗЯЫЎЫЭШыЕїНкГиНјааОљСПОљЛЏ;
ЁЁЁЁЕкЖўВНЃЌООљСПОљЛЏКѓгЩБУЬсЩ§жССНЯрбсбѕЗДгІЦїЃЌОЫЎНтЫсЛЏГиЪЙИпЗжзггаЛњЮяКЭПХСЃЮяГфЗжЫЎНтЮЊаЁЗжзггаЛњЮяЃЌдйОВњМзЭщГиНЕЕЭХЈЖШЃЌЪеМЏРћгУЛђДІРэМзЭщЃЌГіЫЎСїШыЛюадЮлФрГи;
ЁЁЁЁЕкШ§ВНЃЌдкЛюадЮлФрГиЭЈЙ§КУбѕЮЂЩњЮязїгУНЕНтДѓВПЗжгаЛњЮяЃЌВЂЪЙАБЕЊбѕЛЏЮЊбЧЯѕЫсбЮКЭЯѕЫсбЮЃЌЛиСїЕНЫЎНтЫсЛЏГиЃЌдкШБбѕЛЗОГжаЛЙдГЩЕЊЦјХХГіЃЌЛюадЮлФрГиГіЫЎСїШыЖўГСГи;
ЁЁЁЁЕкЫФВНЃЌдкЖўГСГиНјааФрЫЎЗжРыЃЌЕзВПЮлФрвЛВПЗжЛиСїЛюадЮлФрГиКЭСНЯрбсбѕЗДгІЦївдВЙГфЩњЮяСПЃЌЪЃгрЮлФрХХШыЮлФрГиЃЌЖўГСГиЩЯЧхвКНјШыЛЏбЇГ§СзГСЕэГи;
ЁЁЁЁЕкЮхВНЃЌдкЛЏбЇГ§СзГСЕэГиЭЖМгЬњбЮЁЂИЦбЮМАЛьФ§МСКЭжњФ§МСЃЌОЙЬвКЗжРыКѓЃЌЩЯЧхвКСїШыМЏЫЎГиЃЌЕзВПЮлФрХХШыЮлФрГи;
ЁЁЁЁЕкСљВНЃЌМЏЫЎГиФкЗЯЫЎдйгЩБУЬсЩ§жСЖрНщжЪЙ§ТЫГи;
ЁЁЁЁЕкЦпВНЃЌЖрНщжЪЙ§ТЫГиЕФГіЫЎгЩИпбЙБУдібЙКѓНјШыФЩТЫЯЕЭГ;
ЁЁЁЁЕкАЫВНЃЌФЩТЫЯЕЭГЙ§ТЫЃЌзюжеГіЫЎДяБъХХЗХЃЌФЄХЈЫѕвКНјвЛВНХЈЫѕЬсШЁНЙЬЧВњЦЗЁЃ
ЁЁЁЁ2.ШчШЈРћвЊЧѓ1ЫљЪіЕФвЛжжКЫЫсЗЯЫЎДІРэЗНЗЈЃЌЦфЬиеїдкгкЃКЕкЫФВНЖўГСГиЕФЪЃгрЮлФрКЭЕкЮхВНЛЏбЇГ§СзГСЕэГиЕФЮлФрХХжСЮлФрГиКѓЃЌдйОЮлФрХЈЫѕГижСЭбЫЎЛњЗПНјааЭбЫЎЃЌЭбЫЎЮлФрЭтЫЭДІРэЃЌбЙТЫвКЛиСїЕїНкГизЪдДРћгУЁЃ
ЁЁЁЁ3.ШчШЈРћвЊЧѓ1ЫљЪіЕФвЛжжКЫЫсЗЯЫЎДІРэЗНЗЈЃЌЦфЬиеїдкгкЃКЕкЖўВНСНЯрбсбѕЗДгІЦїбЁгУбсбѕелСїАхЗДгІГиЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁКЫЫсЗЯЫЎДІРэЗНЗЈ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАКЫЫсЗЯЫЎЕФДІРэЗНЗЈЃЌЪєгкЛЗБЃЙЄГЬММЪѕЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁКЫЬЧКЫЫсЩњВњХХЗХГіРДЕФЗЯЫЎОпгаCOD(ЛЏбЇашбѕСП)ИпЁЂSS(ЙЬЬхаќИЁЮя)жЕДѓЁЂpHжЕЦЋЕЭЁЂ№ЄЖШДѓЕШЬиЕуЃЌЧвКЌгаИпХЈЖШАБЕЊЁЂСзЫсбЮКЭФбЩњЮяНЕНтгаЛњЮяЃЌЖјФбЩњЮяНЕНтгаЛњЮявдНЙЬЧЮЊжїЃЌЪЧЙЙГЩКЫЬЧКЫЫсЗЯЫЎМЋФбДІРэЕФБОжЪдвђЁЃНЙЬЧЪЧвЛжжНКзДЮяжЪЃЌгЩЛгЗЂадгыЗЧЛгЗЂадЕФЕЭЗжзгЛЏКЯЮяКЭЗЧЩјЮіЕФИпЗжзгЛЏКЯЮязщГЩЁЃНЙЬЧЕФГЪЩЋЮяМДЪЧКѓепЃЌдМеМзмЙЬаЮЮяЕФ25%ЃЌНЙЬЧЦјЮЖЕФЛљБОзщГЩМДЪЧЩЯЪіЕЭЗжзгЛЏКЯЮяжаЕФШЉЁЂЭЊРрЛгЗЂадЮяжЪЁЃ
ЁЁЁЁгЩгкКЫЬЧКЫЫсЩњВњГЇМвНЯЩйЃЌЩњВњЗЯЫЎЫЎжЪЫцЩњВњдСЯКЭЙЄвеВЛЭЌвВгаНЯДѓВЛЭЌЃЌЧвЦфДІРэХЈЖШМЋДѓЃЌвђДЫФПЧАКЫЬЧКЫЫсЗЯЫЎЕФДІРэММЪѕбаОПМАЙЄГЬЪЕМљЯрЕБШБЗІЁЃгаЯоЕФвЛаЉЮФЯзБэУїЃЌВЩгУUASBЙЄвеДІРэОЯЁЪЭЕФКЫЬЧКЫЫсЗЯЫЎгаНЯКУЕФCODШЅГ§ТЪЃЌЕЋИУбаОПЮЊЪЕбщЪвЙцФЃЃЌЧвНјЫЎБЛЯЁЪЭЕНCODдМЮЊ3500mg/LЁЃСэгаВЩгУЛьФ§ГСЕэ-ЖўбѕЛЏТШДпЛЏбѕЛЏ-ЖўМЖЩњЮяНгДЅбѕЛЏзщКЯЙЄвеДІРэКЫЫсЗЯЫЎЃЌЦфжаЪзЯШЭЈЙ§ЛьФ§ГСЕэАбCODДг16509mg/L НЕжС9080 mg/LЃЌдйЭЈЙ§ЖўбѕЛЏТШДпЛЏбѕЛЏАбCODДг9080 mg/L НЕжС537mg/LЃЌЫфШЛММЪѕЩЯгаЦфПЩааадЃЌЕЋЦфДІРэГЩБОжаНівЉМСЗбгУМДЛљБОФбгкГаЪмЃЌЧвЭЖзЪИпАКЁЃзмЬхЩЯФПЧАбаОПКЭЪЕМљЕФДІРэЙЄвевдЩњЛЏДІРэ(бсбѕ+КУбѕ)КЭЮяЛЏДІРэ(ЛьФ§ГСЕэ+ИпМЖбѕЛЏ)зщКЯЕФЙЄвеЃЌЕЋетаЉЙЄвеШдВЛГЩЪьЃЌЛђДцдкЭЖзЪКЭдЫааЗбгУИпАКЕШЮЪЬтЁЃ
ЁЁЁЁКЫЫсЗЯЫЎГЩЗжИДдгЃЌЗЯЫЎжаКЌгаИпЗжзгНЙЬЧЕШЮлШОЮяЃЌЗЯЫЎХЈЖШИпЃЌCODcrИпДя16000mg/lЃЌЗЯЫЎжаКЌгаИпбЮЗнСПДяЕН2%ЃЌВЂЧвКЌгавжжЦЩњЛЏДІРэаЇЙћЕФSO42-Рызг;гаЛњЮяЁЂаќИЁЮяЁЂШмНтадКЭНКЬхадЙЬЬхХЈЖШИпЃЌПЩЩњЛЏадВюЃЌЗЯЫЎДјгаУїЯдЕФбеЩЋКЭЦјЮЖЃЌКЌгаФбНЕНтЕФЮяжЪКЭгавжОњзїгУЕФПЙЩњЫиЃЌВЂгаЩњЮяЖОадЃЌНЯФбДІРэЁЃ
ЁЁЁЁФПЧАЃЌеыЖдетРрФбвдЛђВЛвЫгУЩњЛЏЗЈДІРэЕФИпЗжзггаЛњЮлШОЮяЃЌЙњФкЭтвбОГіЯжвЛаЉЮяЛЏДІРэЗНЗЈЃЌШчЛЏбЇаѕФ§ГСЕэЗЈвдМАЕчЛЏбЇбѕЛЏЁЂГєбѕбѕЛЏКЭFentonбѕЛЏЗЈЁЂЪЊЪНДпЛЏбѕЛЏЗЈЕШЩюЖШбѕЛЏММЪѕЃЌЕЋЩаЮДЭъЩЦКЭГЩЪьЃЌЧвГЩБОНЯИпЁЃЗЂДяЙњМввЛАуВЩгУДЫРрИпГЩБОЕФИпМЖбѕЛЏММЪѕРДГЙЕзДІРэетвЛРрЗЯЫЎЃЌЕЋдкЗЂеЙжаЙњМвЃЌгЩгкВњЩњЕФДЫРрЗЯЫЎСПОоДѓЃЌЮоЗЈЯёЗЂДяЙњМввЛбљВЛЯЇИпГЩБОИпДњМлНЋЦфГЙЕзДІРэЁЃ
ЁЁЁЁЙњФкжївЊДгЪТКЫЫсЗЯЫЎДІРэЩшБИЕФЙЋЫОгаЃК
ЁЁЁЁИЃНЈЯўЧрЛЗБЃЙЋЫОЃЌВЩгУЫЎНтЫсЛЏ+SBRДІРэЙЄвеЃЌОЩњЛЏЕїЪдКѓЃЌCODcrДяЕН5000mg/lЃЌЮоЗЈДяЕНХХЗХБъзМЃЌЧвЫЎНтЫсЛЏКѓХХЗХКЌгаH2SЦјЬхЕФЮлШОЮяЁЃИЃжнТЬУїЛЗБЃЙЋЫОЃЌВЩгУбсбѕЗДгІЦїКЭICбсбѕЗДгІЦїЃЌЦфаЇЙћОљЮДДяЕНдЄЦкЩшМЦЃЌCODcrДяЕН12000mg/lЁЃ
ЁЁЁЁНЫеФЯОЉФЄЙЋЫОЃЌВЩгУФЄДІРэЙЄвеЃЌCODcrДяЕН1000mg/lвдЯТЃЌЕЋЪЧОФЄДІРэКѓЕФХЈЫЎДяЕН30%ЃЌЧвХЈЫЎХЈЖШДяЕНдЫЎЕФШ§БЖЃЌЮоЗЈЬсГіХЈЫЎДІРэЗНЗЈЁЃ
ЁЁЁЁКЫЫсЗЯЫЎЩњЛЏЙ§ГЬЪмЕНSO42-ЁЂИпЗжзгНЙЬЧКЭИпбЮРызгЕФИЩШХЃЌжТЪЙЩњЛЏЪБМфГЄЁЂдкЩњЛЏЙ§ГЬжаВњЩњH2SЖёГєЦјЬхКЭЮоЗЈДяЕНДяБъХХЗХЕФвЊЧѓЁЃММЪѕПЊЗЂЦПОБдкгкЪЧЗёФмЙЛПЊЗЂГівЛжжУЛгаЖўДЮЮлШОЁЂдЫааЗбгУЕЭЁЂЮШЖЈДяБъгжФмЪЙЩњЛЏЯЕЭГЦєЖЏПьЕФДІРэЙЄвеЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїЕФФПЕФдкгкЬсЙЉвЛжжКЫЫсЗЯЫЎДІРэЗНЗЈЃЌвджЮРэЮлШОЃЌЛиЪеБІЙѓзЪдДЃЌЪЕЯжзЪдДбЛЗРћгУЁЃ
ЁЁЁЁЮЊСЫДяЕНЩЯЪіФПЕФЃЌБОЗЂУїЕФММЪѕЗНАИЪЧЃК
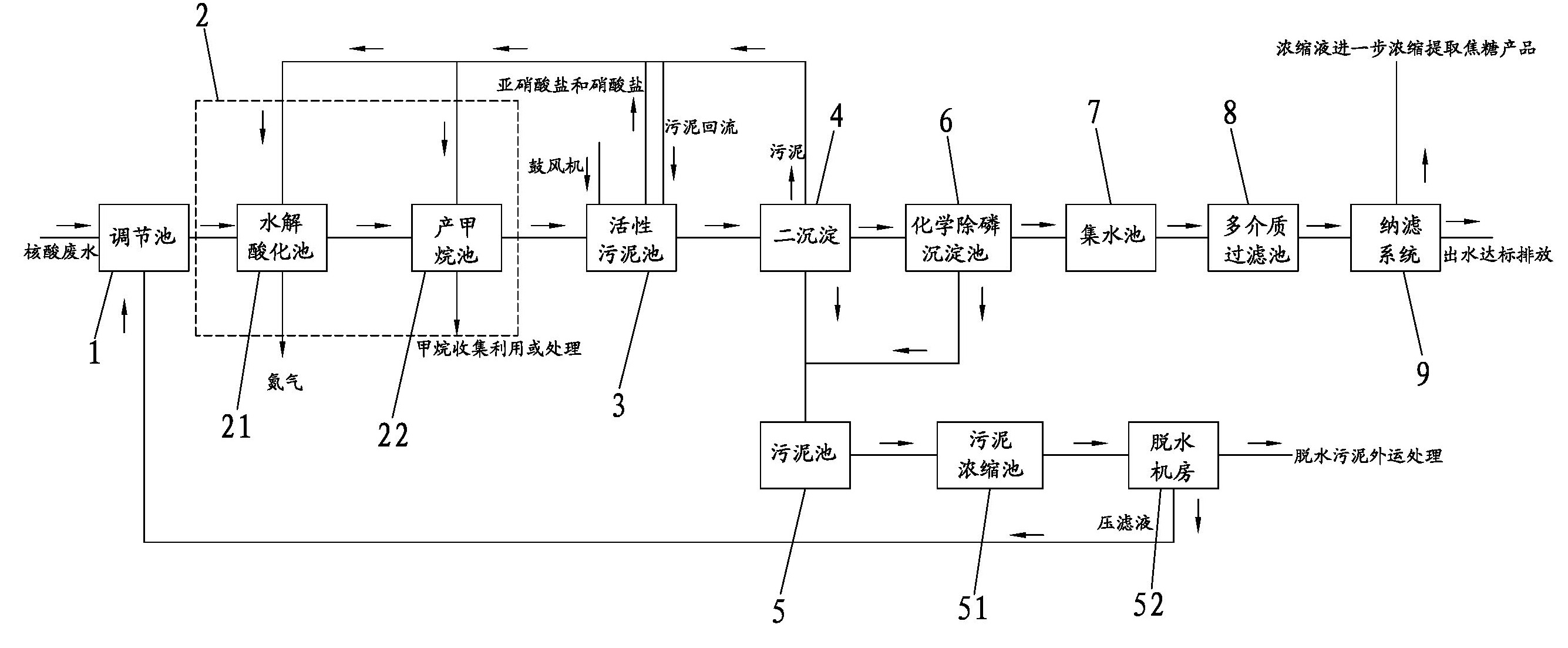
ЁЁЁЁвЛжжКЫЫсЗЯЫЎДІРэЗНЗЈЃЌЦфВНжшЪЧЃК
ЁЁЁЁЕквЛВНЃЌНЋРДздЩњВњГЕМфЕФКЫЫсЗЯЫЎЫЭШыЕїНкГиНјааОљСПОљЛЏвдОљКтЫЎСПКЭЫЎжЪХЈЖШ;
ЁЁЁЁЕкЖўВНЃЌООљСПОљЛЏКѓгЩБУЬсЩ§жССНЯрбсбѕЗДгІЦїЃЌОЫЎНтЫсЛЏГиЪЙИпЗжзггаЛњЮяКЭПХСЃЮяГфЗжЫЎНтЮЊаЁЗжзггаЛњЮяЃЌдйОВњМзЭщГиНЕЕЭЮлШОЮяЕФХЈЖШЃЌЪеМЏРћгУЛђДІРэМзЭщЃЌГіЫЎСїШыЛюадЮлФрГи;
ЁЁЁЁЕкШ§ВНЃЌдкЛюадЮлФрГиЭЈЙ§КУбѕЮЂЩњЮязїгУНЕНтДѓВПЗжгаЛњЮяЃЌВЂЪЙАБЕЊбѕЛЏЮЊбЧЯѕЫсбЮКЭЯѕЫсбЮЃЌЛиСїЕНЫЎНтЫсЛЏГиЃЌдкШБбѕЛЗОГжаЛЙдГЩЕЊЦјХХГіЃЌЛюадЮлФрГиГіЫЎСїШыЖўГСГи;
ЁЁЁЁЕкЫФВНЃЌдкЖўГСГиНјааФрЫЎЗжРыЃЌЕзВПЮлФрвЛВПЗжЛиСїЛюадЮлФрГиКЭСНЯрбсбѕЗДгІЦївдВЙГфЩњЮяСПЃЌЪЃгрЮлФрХХШыЮлФрГиЃЌЖўГСГиЩЯЧхвКНјШыЛЏбЇГ§СзГСЕэГи;
ЁЁЁЁЕкЮхВНЃЌдкЛЏбЇГ§СзГСЕэГиЭЖМгЬњбЮЁЂИЦбЮМАЛьФ§МСКЭжњФ§МСЃЌОЙЬвКЗжРыКѓЃЌЩЯЧхвКСїШыМЏЫЎГиЃЌЕзВПЮлФрХХШыЮлФрГи;
ЁЁЁЁЕкСљВНЃЌМЏЫЎГиФкЗЯЫЎдйгЩБУЬсЩ§жСЖрНщжЪЙ§ТЫГи;
ЁЁЁЁЕкЦпВНЃЌЖрНщжЪЙ§ТЫГиЕФГіЫЎгЩИпбЙБУдібЙКѓНјШыФЩТЫЯЕЭГ;
ЁЁЁЁЕкАЫВНЃЌФЩТЫЯЕЭГЙ§ТЫЃЌзюжеГіЫЎДяБъХХЗХЃЌФЄХЈЫѕвКНјвЛВНХЈЫѕЬсШЁНЙЬЧВњЦЗЁЃ
ЁЁЁЁЦфжаЃЌЕкЫФВНЖўГСГиЕФЪЃгрЮлФрКЭЕкЮхВНЛЏбЇГ§СзГСЕэГиЕФЮлФрХХжСЮлФрГиКѓЃЌдйОЮлФрХЈЫѕГижСЭбЫЎЛњЗПНјааЭбЫЎЃЌЭбЫЎЮлФрЭтЫЭДІРэ(ШчЫЭжСРЌЛјЬюТёГЁНјааЬюТёДІжУ)ЃЌбЙТЫвКЛиСїЕїНкГизЪдДРћгУЁЃ
ЁЁЁЁЕкЖўВНЃЌСНЯрбсбѕЗДгІЦїбЁгУбсбѕелСїАхЗДгІГиЁЃ
ЁЁЁЁВЩгУЩЯЪіЗНАИКѓЃЌБОЗЂУїМШПМТЧЕНЗЯЫЎДІРэЕФММЪѕПЩааадЃЌгжМцЙЫДІРэГЩБОЕФОМУКЯРэадЃЌгХЛЏзщКЯСЫИїИпаЇДІРэММЪѕЃЌВЩгУЁАбсбѕ-КУбѕ-ФЄЙ§ТЫЁБЕФДІРэЙЄвеЃЌВЂдкИїИіДІРэЕЅдЊЗжБ№бЁгУИпаЇЁЂЪЪгУЕФЗДгІЦїНјааДІРэ;НЋКЫЫсЗЯЫЎжажївЊЮлШОЮяCODЃЌBODЁЂTPКЭАБЕЊгааЇШЅГ§ЃЌЮоЖўДЮЮлШО;ЗДгІЦїИпаЇМЏГЩЃЌеМЕиУцЛ§аЁ;ЮлФрИККЩ(F/M)ЕЭЃЌЪЃгрЮлФрСПаЁ;ГЬЭЖзЪНЯЪЁ;дЫааЗбгУаЁ;ПЩвдЛиЪеНЙЬЧВњЦЗ;ЪЕЯжжЮРэЮлШОЁЂЛиЪеБІЙѓзЪдДКЭзЪдДбЛЗРћгУЁЃ





