
申请日2007.08.29
公开(公告)日2008.08.06
IPC分类号C02F1/58; C02F9/04
摘要
一种高酸度高砷高镉废水硫化回收处理方法及装置,涉及一种回收高酸度废水中的砷、镉的方法。采用以下步骤:脱除废水中的SO2,将确定量的石灰加入脱硫废水中,过滤,分离滤液进入处理装置,即浸没式多头均布反应装置,硫化剂从进料管进入药剂分布室均布分散加入到分离滤液中,As3+反应生成As2S3,Cd2+反应生成CdS,过滤,回收砷、镉及其他金属硫化物,去渣滤液引入石灰中和暴气槽中中和暴气,调整pH,处理过的水达标排放。本发明使废水硫化反应按照化学计量进行,硫化剂消耗量少,以最低的药剂消耗获得最高硫化效果;砷回收率近100%,镉回收率在99.7%以上;硫化渣中砷含量高,有利于砷的深加工利用,变害为利,实现砷的资源化和商品化;水能达标排放。
权利要求书
1. 一种高酸度高砷高镉废水硫化回收处理方法,其特征在于采用以下步骤:
先脱除废水中的SO2,
分析废水的酸度和残余的SO2、As、Cu、Cd及Sb、Sn、Pb的含量,并根据残 余SO2、As、Cu、Cd及Sb、Sn、Pb的含量计算硫化钠或其他硫化剂的理论加入量, 实际加入量一般为理论量的105~110%,依据硫化钠或其他硫化剂的实际加入量计 算硫化钠或其他硫化剂的加入时应消耗的硫酸或其他酸量,扣除应消耗的硫酸或其他 酸量确定石灰的加入量,确定标准是,硫化反应结束时,废水酸度以硫酸计为15g/L ≥H2SO4g/L≥0.5g/L,
将确定量的石灰及脱硫废水加入石灰中和槽中充分搅拌,离心或胀鼓分离,回收 石膏,
分离滤液从进料口(7)进入浸没式多头均布反应装置,开启搅拌器(2),硫化 剂从进料管(6)进入药剂分布室(4),再流入均布加药管(9),从均布加药管(9) 下部的多个加药孔(10)以一定速率流出,硫化剂均布分散加入到滤液中,在充分搅 拌下滤液中的As3+反应生成As2S3,Cd2+反应生成CdS,分离,回收As2S3、CdS 及其他金属硫化物的硫化渣,微量H2S气体从排气口(8)排出,
去渣滤液引入石灰中和暴气槽中,加入和H2SO4反应所需量的石灰乳,中和并暴 气,调整pH至8.5左右,分离,回收石膏,处理过的水达标排放。
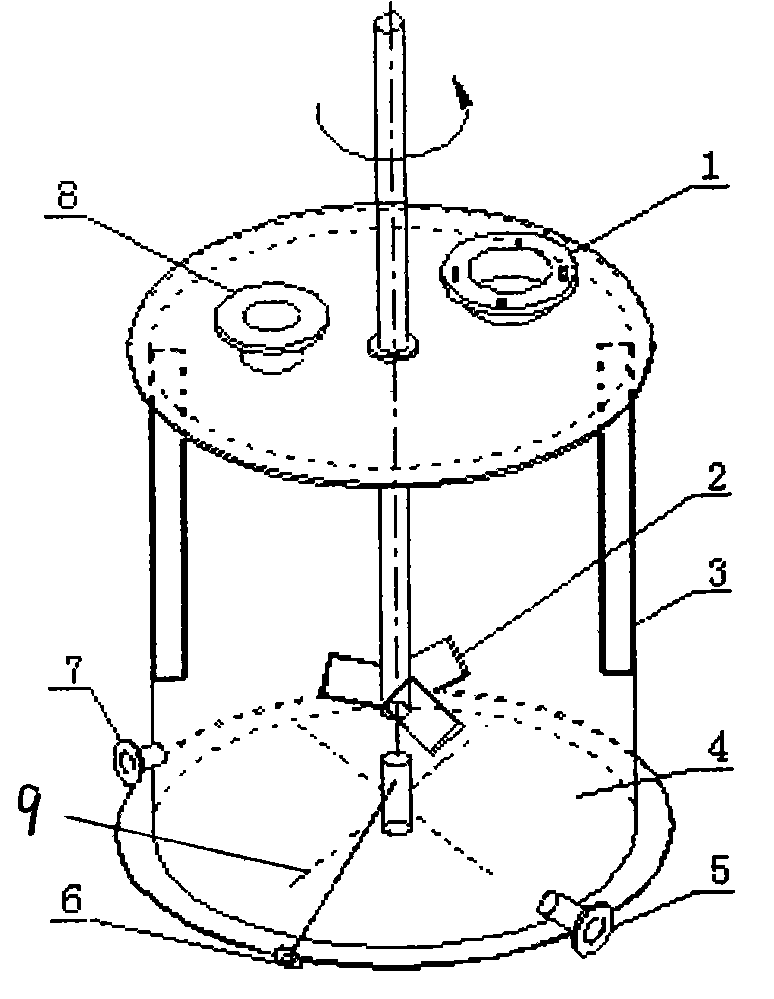
2. 一种高酸度高砷高镉废水硫化回收处理装置,其特征在于为浸没式多头均布反 应装置,上部有人孔(1)、排气管(8),壁上有进料口(7)、卸料口(5),内有挡板 (3)、搅拌器(2),底部有药剂分布室(4),药剂分布室(4)有与之相通的进料管(6)、 均布加药管(9),均布加药管下部有多个加药孔(10)。
说明书
一种高酸度高砷高镉废水硫化回收处理方法及装置
技术领域
本发明涉及一种回收污酸中的砷、镉的方法。
背景技术
砷是一种对人体及其他生物体有毒害作用的致癌物质,其急性中毒的致死量为 0.2~0.6g。自然界中的砷多数是常与有色金属矿伴生,并随精矿进入冶炼系统。砷在 有色金属的冶炼过程中以硫化物或盐的状态不同程度地进入烟气、废水和废渣中,在 利用烟气制酸的过程中,他们又转移到洗涤烟气的“污酸”中。有效回收污酸中砷, 包括镉在内的有毒重金属,实际上是扼住了有色冶炼中最重要的污染源。如何治理有 色冶金工业中产生的含砷镉污酸,使其达标排放并综合利用其废弃物,是必须直面的 研究课题。
有色金属冶炼系统目前基本采用两类方法处理含砷镉污酸:
方法一、石灰-铁盐法,该方法能够保证污酸废水达标排放,且铁盐用量显著减 少,但是铁盐法处理的结果,是砷转移至铁氧渣中,渣量巨大而砷含量小于5%,进 一步富集回收困难重重,存在二次污染风险;
方法二、硫化法,用硫化钠,硫代硫酸钠之类的硫化剂将砷、镉以硫化物沉淀的 形式固定于硫化渣中,达到去除砷、镉的目的,由于硫化渣中砷(镉)百分含量大幅 度提高,达到30%以上,从商业运筹上有可能实现砷(镉)的资源化利用,从而有望 消除二次污染风险。
目前硫化法普遍存在如下三个问题:
一、硫化渣中砷百分含量偏低,一般在30%以下,降低了硫化渣的市场流通价值, 不利于资源化利用;
二、硫化后水中砷含量却偏高,多在100mg/L以上,镉含量更高,硫化法只能作 为砷(镉)的预处理手段,后续的石灰中和处理回收的石膏中砷含量偏高影响石膏质 量,同样不利于资源化利用;
三、硫化剂(如硫化钠)用量远远超过理论量,硫化氢大量逃逸,不仅造成处理 成本升高,也会增加设备负荷增大,还会影响生产车间环境。
为什么会出现上述问题,原因在于硫化钠与砷、镉按照如下反应方程式发生沉淀 反应:
2As3++3S2-=As2S3 (1)
Cd2++S2-=CdS (2)
(1)、(2)式表明:阳离子砷(As3+)和Cd2+与硫负离子(S2-)结合生成硫化砷(As2S3) 和硫化镉(CdS)沉淀。
要使污酸中砷反应沉淀完全,一是必须使污酸中的砷能够转化成砷阳离子As3+, 二是必须提供足够的硫负离子S2-与砷反应。
砷在水溶液中有多种形体存在,各种形体之间可相互转化,如何转化更多的As3 则取决于外部条件――溶液的酸度。As3+是按照以下反应生成的:
AsO3 3-+6H+=As3+=3H2O (3)
(3)式说明,只有在酸性条件下As3+离子才能产生,也就有利于砷的沉淀完全,在 碱性条件下即便加入大量硫化钠也不可能得到硫化砷沉淀。
硫化钠溶入溶液中时有两种情况
一、溶液为酸性:会发生以下反应:
Na2S+H2SO4=NaSO4+H2S↑ (4)
H2S=2H++S2- (5)
如何防止H2S的大量产生并逸出,如何使溶液中保留一定浓度的S2-,是促进硫化 反应完全必须思考的问题。理论和实践证明,即便是10%的硫酸浓度的污酸中,只要 溶液中有适量的H2S,就能解离出保障沉淀反应进行的足够的S2-,因此在酸性条件下 防止H2S逸出就成为硫化反应定量完成的关键。
二、溶液为中性或碱性
溶液为中性和碱性时会发生以下反应(5)的倾向:
As2S3+3S2-=2AsS3 3- (5)
硫代砷酸盐是可溶于水的,这种倾向的发生会对沉淀砷产生不利影响。
发明内容
本发明的目的是针对上述现状,旨在提供一种硫化剂用量少,砷回收率趋近 100%,镉回收率稳定在99.7%以上,硫化渣中砷的百分含量达30%以上的 一种高酸度高砷高镉废水硫化回收处理方法。
本发明目的的实现方式为,一种高酸度高砷高镉废水硫化回收处理方法,采用以 下步骤:
先脱除废水中的SO2,
分析废水的酸度和残余的SO2、As、Cu、Cd及Sb、Sn、Pb的含量,并根据残 余SO2、As、Cu、Cd及Sb、Sn、Pb的含量计算硫化钠或其他硫化剂的理论加入量, 实际加入量一般为理论量的105~110%,依据硫化钠或其他硫化剂的实际加入量计 算硫化钠或其他硫化剂的加入时应消耗的硫酸或其他酸量,扣除应消耗的硫酸或其他 酸量确定石灰的加入量,确定标准是,硫化反应结束时,废水酸度以硫酸计为15g/L ≥H2SO4g/L≥0.5g/L,
将确定量的石灰及脱硫废水加入石灰中和槽中充分搅拌,离心或胀鼓分离,回收 石膏,
分离滤液从进料口7进入浸没式多头均布反应装置,开启搅拌器2,硫化剂从进 料管6进入药剂分布室4,再流入均布加药管9,从均布加药管9下部的多个加药孔 10以一定速率流出,硫化剂均布分散加入到滤液中,在充分搅拌下滤液中的As3+反 应生成As2S3,Cd2+反应生成CdS,分离,回收As2S3、CdS及其他金属硫化物的 硫化渣,微量H2S气体从排气口8排出,
去渣滤液引入石灰中和暴气槽中,加入和H2SO4反应所需量的石灰乳,中和并暴 气,调整PH至8.5左右,分离,回收石膏,处理过的水达标排放。
本发明药剂管的数量和出药孔数目,根据反应器体积和横截面积通过实验确定, 进药管的进药量和进药速度由计量泵控制。
本发明有以下优点:
1、建立了污酸中砷、镉硫化回收处理的理论基础;确立了高效硫化回收砷、镉的 条件,革新了硫化反应装置,硫化回收反应基本实现可控,基本按照化学计量进行, 硫化剂的单位消耗量低于国内同行业水平,以最低的药剂消耗获得最高硫化效果;
2、酸硫化前采用脱气的方法,能够有效的降低SO2含量,这不仅能降低硫化钠的 消耗,同时暴气出来的SO2可重返制酸系统,不会产生污染;
3、用浸没式多头均布加料装置,采用“浸没式多头均布加料法”进行硫化回收, 有效防止了“局部过浓现象”和硫化氢的“逃逸”,是提高硫化效率,降低硫化剂消耗, 提高硫化渣中砷的百分含量,降低硫化氢污染的关键设备和技术;
4、采用本发明,污酸中砷的回收率趋近100%,镉的回收率稳定在99.7%以上, 滤液中砷、镉浓度在1mg/L以下,两者显著优于国内硫化工艺的水平;
5、所产生的硫化渣中砷百分含量可达30%以上,显著高于国内同行业水平,有 利于砷的深加工利用,实现砷的资源化和商品化,变害为利,有利于企业的可持续性 发展;
6、经过后阶段的中和氧化处理,处理过的水能稳定达标排放;与传统方法比较不 必再加硫酸亚铁除砷剂。





