
°°°°єЂњ™(єЂЄж)»’2007.05.09
°°°°IPCЈ÷јаЇ≈C02F3/30
°°°°’™“™
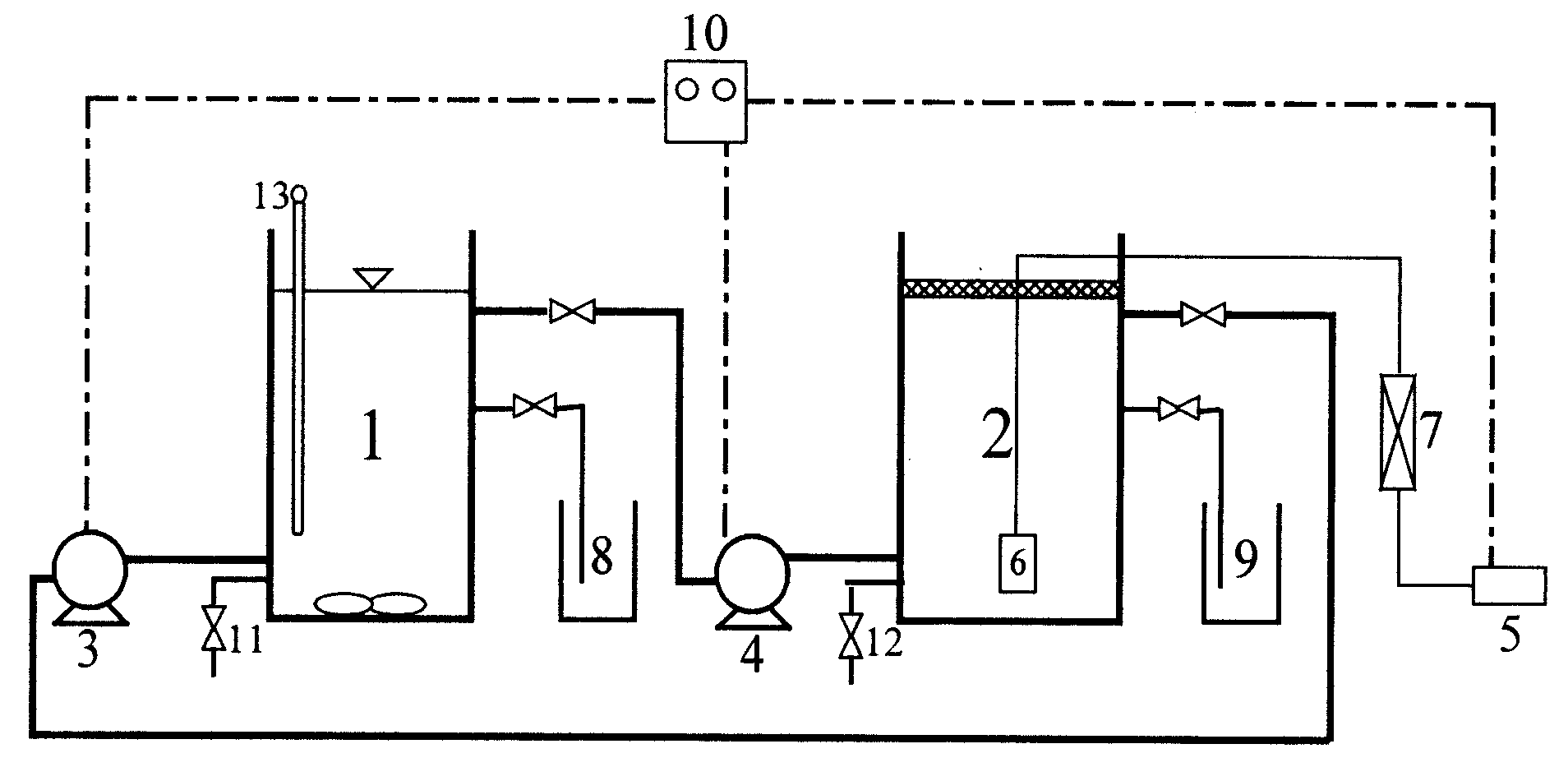
°°°°”–їъЈѕЋЃ—б—х°™Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ…жЉ∞“ї÷÷ЈѕЋЃµƒі¶јн°£ћбє©“ї÷÷ґ‘Єя≈®ґ»”–їъЈѕЋЃЄьЉ”Єя–І°ҐЊ≠Љ√µƒ—б—х°™Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®°£є§“’Ѕч≥ћќ™£Ї‘≠ЋЃЊ≠µчљЏ≥ЎЇуЌђ ±љш»л—б—х≥ЎЇЌЇ√—х≥Ў£ђ‘Џ—б—х≥ЎƒЏ÷√љЅ∞и∆чљЅ∞и£ђЈѕЋЃЈ÷±рЊ≠—б—х≥ЎЇЌЇ√—х≥Ў…ъќпљµљв;—б—х≥Ўµƒ≥цЋЃЊ≠єэ¬ЋЇуµƒ«е“ЇЅђ–шµЎЌ®єэЇгЅч±√љш»лЇ√—х≥Ў»лњЏ£ђµ„≤њ≈≈ƒа;Ї√—х≥Ўµƒ≥цЋЃЊ≠єэ¬ЋЇуµƒ«е“ЇЅђ–шµЎЌ®єэЇгЅч±√—≠їЈ÷Ѕ—б—х≥Ў»лњЏ£ђµ„≤њ≈≈ƒа;ЄщЊЁЈѕЋЃЋЃ÷ ја–Ќ°Ґі¶јнЋЃЅњЇЌ”–їъЄЇЇ…£ђЌ®єэµзƒ‘ЇгЅч±√њЎ÷∆—≠їЈЅчЋўќ™0.01°Ђ1000ml/minЇЌЋЃЅ¶Ќ£Ѕф ±Љдќ™12°Ђ144h£ђ≤ҐњЎ÷∆Јі”¶∆чµƒ—≠їЈ÷№∆Џ‘Џ1°Ђ8h£ђ єµ√ЈѕЋЃ‘ЏЅљЈі”¶∆ч÷–Ѕђ–шЇгЅч—≠їЈ£ђ≥цЋЃіп±кЇу≈≈Ј≈°£
°°°°»®јы“™«у й
°°°°1.”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”Џє§“’Ѕч≥ћќ™£Ї
°°°°1)‘≠ЋЃЊ≠µчљЏ≥ЎЇуЌђ ±љш»л—б—х≥ЎЇЌЇ√—х≥Ў£ђ‘Џ—б—х≥ЎƒЏ÷√љЅ∞и∆чљЅ∞и£ђЈѕЋЃЈ÷±рЊ≠—б —х≥ЎЇЌЇ√—х≥Ў…ъќпљµљв;
°°°°2)—б—х≥Ўµƒ≥цЋЃЊ≠єэ¬ЋЇуµƒ«е“ЇЅђ–шµЎЌ®єэЇгЅч±√љш»лЇ√—х≥Ў»лњЏ£ђµ„≤њ≈≈ƒа;
°°°°3)Ї√—х≥Ўµƒ≥цЋЃЊ≠єэ¬ЋЇуµƒ«е“ЇЅђ–шµЎЌ®єэЇгЅч±√—≠їЈ÷Ѕ—б—х≥Ў»лњЏ£ђµ„≤њ≈≈ƒа;
°°°°4)ЄщЊЁЈѕЋЃЋЃ÷ ја–Ќ°Ґі¶јнЋЃЅњЇЌ”–їъЄЇЇ…£ђЌ®єэµзƒ‘ЇгЅч±√њЎ÷∆—≠їЈЅчЋўќ™0.01°Ђ1000 ml/minЇЌЋЃЅ¶Ќ£Ѕф ±Љдќ™12°Ђ144h£ђ≤ҐњЎ÷∆Јі”¶∆чµƒ—≠їЈ÷№∆Џ‘Џ1°Ђ8h£ђ єµ√ЈѕЋЃ‘ЏЅљЈі”¶ ∆ч÷–Ѕђ–шЇгЅч—≠їЈ£ђ≥цЋЃіп±кЇу≈≈Ј≈°£
°°°°2.»з»®јы“™«у1Ћщ цµƒ”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”Џ—б—х ≥ЎƒЏµƒљЅ∞и∆чќ™Љ”»»і≈Ѕ¶љЅ∞и∆ч°£
°°°°3.»з»®јы“™«у1Ћщ цµƒ”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏЋщ ц µƒ—б—х≥ЎƒЏµƒќ¬ґ»ќ™15°Ђ35°ж°£
°°°°4.»з»®јы“™«у1Ћщ цµƒ”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏЋщ ц µƒљЅ∞иµƒЋўґ»ќ™60°Ђ150r/min°£
°°°°5.»з»®јы“™«у1Ћщ цµƒ”–їъЈѕЋЃ —б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏЋщ ц µƒЇ√—х≥Ўµƒќ¬ґ»ќ™15°Ђ35°ж°£
°°°°6.»з»®јы“™«у1Ћщ цµƒ”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏЋщ ц µƒЇ√—х≥ЎƒЏ≤њ„∞”–…∞–Њ∆Ў∆шЌЈ£ђ”…њ’∆ш—єЋхїъєƒЈз∆Ў∆ш°£
°°°°7.»з»®јы“™«у6Ћщ цµƒ”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏЋщ ц µƒ∆Ў∆шЅњќ™0.5°Ђ5L/min°£
°°°°8.»з»®јы“™«у1Ћщ цµƒ”–їъЈѕЋЃ—б—х-Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏЋщ ц µƒЇ√—х≥Ў÷–»№љв—хќ™DO°Ё2.0mg/L°£
°°°°Ћµ√ч й
°°°°”–їъЈѕЋЃ—б—х°™Ї√—х—≠їЈ“їћеїѓ…ъќпі¶јнЈљЈ®
°°°°ЉЉ хЅм”т
°°°°±ЊЈҐ√ч…жЉ∞“ї÷÷ЈѕЋЃµƒі¶јн£ђ”»∆д «…жЉ∞“ї÷÷”√—б—х°™Ї√—х—≠їЈ“їћеїѓЉЉ хґ‘Єя≈®ґ»”– їъЈѕЋЃљш––…ъќпі¶јнµƒЈљЈ®°£
°°°°±≥Њ∞ЉЉ х
°°°°Ћж„≈є§“µЉЉ хµƒ—Є√ЌЈҐ’є£ђ”°»Њ°Ґїѓє§°Ґ ≥∆Ј°Ґ‘м÷љµ»––“µµƒЄя≈®ґ»”–їъЈѕЋЃ≥…ќ™ќџЋЃ і¶јнЅм”тЎљ–иљвЊцµƒƒ—ћв÷Ѓ“ї°£ƒњ«∞єъƒЏЌвЄя≈®ґ»”–їъЈѕЋЃі¶јнЉЉ х÷ч“™”–ќпјнЈ®°Ґїѓ—ІЈ® ЇЌ…ъќпЈ®µ»£ђ∆д÷–”¶”√„оєгЈЇ°ҐЉЉ х…ѕ’Љ”≈ ∆µƒЈљЈ® «…ъќпі¶јнЈ®°£љьƒкјіЄяƒ—ґ»”–їъЈѕЋЃ …ъќпі¶јнЉЉ х“—”…іЂЌ≥µ•“їµƒ—б—хЈ®°ҐЇ√—хЈ®„™ѕт—б—х°™Ї√—хЅ™Їѕі¶јнЈљЈ®£ђ»з—б—х°™Ї√—х Ј®(A/OЈ®)°Ґ—б—х°™»±—х°™Ї√—хЈ®(A/A/OЈ®)µ»°£Ќ®єэ≤…”√ґаЉґґаґќµƒ—б—х°ҐЇ√—х„йЇѕє§ “’£ђЌк≥…ґ‘Єя≈®ґ»”–їъЈѕЋЃµƒ…ъќпі¶јн°£µЂ «іж‘Џ £”аќџƒаЅњіу°Ґƒ№ЇƒЄя°Ґ’ЉµЎ√жїэіу°Ґ‘Ћ ––Ј—”√Єяµ»»±µг°£≤Ґ«“—б—хЊъґ‘їЈЊ≥ћхЉю“™«уњЅњћ£ђґ‘їЈЊ≥µƒ ”¶–‘≤о£ђµ±љшЋЃ÷–”–їъЄЇЇ… єэЄя ±£ђЋЃљвЋбїѓ≤ъќп≤ъ…ъїэјџ£ђ‘м≥…ЋЃћеЉоґ»љµµЌ£ђ—б—хЊъїо–‘“≤ №µљ“÷÷∆°£Ќђ ±£ђЋњ„і ЊъіуЅњЈ±÷≥£ђµЉ÷¬–х„іѕЄЊъµƒ’э≥£…ъ≥§±ї“÷÷∆£ђќҐ…ъќп÷÷»Їљбєє ІЇв£ђќҐ…ъќпїо–‘ЇЌ эЅњѕ¬ љµ£ђќџƒаЅч І£ђ≥цЋЃЋЃ÷ ґсїѓ£ђЉ”÷ЎЅЋЇу–шЇ√—хі¶јнµƒЄЇµ£°£
°°°°„®јыєЂњ™Ї≈ќ™CN1422817µƒЈҐ√ч„®јы…к«лћб≥цЅЋ—б—х°™Љж—х°™Ї√—х“їћеїѓќџЋЃі¶јнЈљ Ј®£ђЌ®єэ‘Џµ•“їЈі”¶…и±ЄƒЏ…и÷√»эЄцЈі”¶«ш”т£Ї—б—х«ш°ҐЉж—х«ш°ҐЇ√—х«ш£ђ–ќ≥…»э÷÷…ъќпће ѕµ£ђјы”√Ї√—х«шµƒЄш∆шґѓЅ¶ µѕ÷ЋЃЅ¶—≠їЈЇЌќџƒа—≠їЈ£ђЉх…ў—б—х≥Ў÷–Ћбїѓ°£Є√ЈљЈ®Ћщ”√…и±Є Ќґ„ ≥…±ЊЄя£ђ≤ў„чєэ≥ћ÷–≤ќ эњЎ÷∆ƒ—ґ»іу°£
°°°°„®јыєЂњ™Ї≈ќ™CN1429780µƒЈҐ√ч„®јы…к«лћб≥цЅЋ“ї÷÷ќџЋЃі¶јн–¬є§“’£ђљЂіЂЌ≥µƒіу–Ќµƒ ∆Ў∆ш≥ЎЄƒќ™ґаЄц–°–ЌµƒЈі”¶≥Ў£ђЄƒ±дќџЋЃі¶јн¬ЈЊґ£ђЌ®єэґаЉґґаґќµƒі¶јн£ђіпµљќџЋЃ≈≈Ј≈±к „Љ£ђµЂ «Є√є§“’є§≥ћЌґ„ іу°Ґ‘Ћ––≥…±ЊљѕЄя°£„®јыєЂњ™Ї≈ќ™CN1413926µƒЈҐ√ч„®јы…к«лћб≥ц ЅЋ“ї÷÷јы”√ќҐ…ъќп—б—х°™Ї√—хЇЌ±• ≥°™ЉҐґцЋЂ÷ЎіћЉ§µƒЇ√—хЉҐґц°Ґ—б—хїтќҐ—хњмЋўќь ’µƒќџ ЋЃі¶јнє§“’£ђЌ®єэ—б—хїтќҐ—хљ”і•їмЇѕ£ђґћ ±∆Ў∆ш£ђ—б—х≥цЋЃ”лЇ√—хЉҐґцќџƒа≥дЈ÷љ”і•°Ґ∆Ў ∆ш°ҐїмЇѕ£ђ≥ЅљµЇу…ѕ«е“Ї≈≈≥ц£ђЈ÷јлЇуµƒќџƒа£ђ‘ЏЇ√—хћхЉюѕ¬ є∆д≥ц”ЏЉҐґц„іћђ£ђ‘ў”л‘≠ќџ ЋЃ÷ЎЄіљ”і•°£µЂ «Ї√—хїо–‘ќџƒа‘ЏЉҐґц„іћђѕ¬£ђЋњ„іЊъіуЅњЈ±÷≥£ђ“„‘м≥…ќџƒа≈т’Ќ°£
°°°°„®јыєЂњ™Ї≈ќ™CN1271692AµƒЈҐ√ч„®јы…к«лћб≥цЅЋ“ї÷÷Єя≈®ґ»ќџЋЃі¶јнЈљЈ®£ђЌ®єэ‘Џ—б —хЈі”¶≥ЎЇу…и÷√ќџЋЃїЎЅчєа£ђїЎЅчєа÷–≤њЈ÷ќџЋЃљш»лЇ√—х…ъќп—°‘с∆чЇЌ∆Ў∆ш≥Ўљш––Ї√—хљµљв£ђ Ѕн“ї≤њЈ÷їЎЅч÷Ѕ—б—х≥Ў÷–£ђµЂ «Є√ЈљЈ®Ћд»їћбЄяЅЋ—б—х≥Ў÷–ЋЃµƒЉоґ»£ђµЂ «іж‘Џ £”аќџƒаЅњ іу£ђƒ№ЇƒЄя£ђ’ЉµЎ√жїэіуµ»ќ ћв°£
°°°°Њ°є№…ѕ ц„®јы…к«лґ‘…ъќпі¶јнє§“’љш––ЅЋЄƒљшЇЌіі–¬£ђµЂґЉіж‘Џ–І¬ ≤їЄя°Ґ…и±Є’ЉµЎ√ж їэіу°Ґ≤їєїЊ≠Љ√µ»ќ ћв°£
°°°°ЈҐ√чƒЏ»Ё
°°°°±ЊЈҐ√чµƒƒњµƒ «’лґ‘ѕ÷”–ґ‘Єя≈®ґ»”–їъЈѕЋЃі¶јн÷–Ћщіж‘Џµƒ–І¬ ≤їЄя°Ґ…и±Є’ЉµЎ√жїэіу°Ґ ≤їєїЊ≠Љ√µ»ќ ћв£ђћбє©“ї÷÷ґ‘Єя≈®ґ»”–їъЈѕЋЃЄьЉ”Єя–І°ҐЊ≠Љ√µƒ—б—х°™Ї√—х—≠їЈ“їћеїѓ…ъќп і¶јнЈљЈ®°£
°°°°±ЊЈҐ√чµƒє§“’Ѕч≥ћќ™£Ї
°°°°1)‘≠ЋЃЊ≠µчљЏ≥ЎЇуЌђ ±љш»л—б—х≥ЎЇЌЇ√—х≥Ў£ђ‘Џ—б—х≥ЎƒЏ÷√љЅ∞и∆чљЅ∞и£ђЈѕЋЃЈ÷±рЊ≠—б —х≥ЎЇЌЇ√—х≥Ў…ъќпљµљв;
°°°°2)—б—х≥Ўµƒ≥цЋЃЊ≠єэ¬ЋЇуµƒ«е“ЇЅђ–шµЎЌ®єэЇгЅч±√љш»лЇ√—х≥Ў»лњЏ£ђµ„≤њ≈≈ƒа;
°°°°3)Ї√—х≥Ўµƒ≥цЋЃЊ≠єэ¬ЋЇуµƒ«е“ЇЅђ–шµЎЌ®єэЇгЅч±√—≠їЈ÷Ѕ—б—х≥Ў»лњЏ£ђµ„≤њ≈≈ƒа;
°°°°4)ЄщЊЁЈѕЋЃЋЃ÷ ја–Ќ°Ґі¶јнЋЃЅњЇЌ”–їъЄЇЇ…£ђЌ®єэµзƒ‘ЇгЅч±√њЎ÷∆—≠їЈЅчЋўќ™0.01°Ђ1000 ml/minЇЌЋЃЅ¶Ќ£Ѕф ±Љдќ™12°Ђ144h£ђ≤ҐњЎ÷∆Јі”¶∆чµƒ—≠їЈ÷№∆Џ(Јі”¶≥Ў÷–Ћщ”–ЋЃЅњ—≠їЈ“їіќ Ћщ–иµƒ ±Љд)‘Џ1°Ђ8h£ђ єµ√ЈѕЋЃ‘ЏЅљЈі”¶∆ч÷–Ѕђ–шЇгЅч—≠їЈ£ђ≥цЋЃіп±кЇу≈≈Ј≈°£
°°°°—б—х≥ЎƒЏµƒљЅ∞и∆чњ…≤…”√Љ”»»і≈Ѕ¶љЅ∞и∆ч£ђњЎ÷∆ќ¬ґ»ќ™15°Ђ35°ж£ђљЅ∞иЋўґ»ќ™60°Ђ150 r/min°£
°°°°Ї√—х≥Ў‘Џќ¬ґ»ќ™15°Ђ35°жћхЉюѕ¬‘Ћ––£ђЇ√—х≥ЎƒЏ≤њ„∞”–…∞–Њ∆Ў∆шЌЈ£ђ”…њ’∆ш—єЋхїъєƒЈз ∆Ў∆ш£ђ“‘„™„”ЅчЅњЉ∆њЎ÷∆∆Ў∆шЅњќ™0.5°Ђ5L/min£ђЇ√—х≥Ў÷–»№љв—хќ™DO°Ё2.0mg/L°£
°°°°—б—х≥ЎЇЌЇ√—х≥ЎЉдќџЋЃљш––Ѕђ–ш—≠їЈµƒƒњµƒ÷ч“™”–ЅљЄц£Ї
°°°°1)Љх…ў—б—х≥Ў÷–ЋЃљвЋбїѓ≤ъќпґ‘—б—хЊъµƒ“÷÷∆£ђЌђ ±‘цЉ”—б—х≥Ў÷–µƒЉоґ»£ђљµµЌЉоµƒѕы ЇƒЅњ°£ЋЃ÷–”–їъЋбЇђЅњЄяїб“э∆рЋњ„іЊъ–‘ќџƒа≈т’Ќ£ђЌ®єэљЂЋЃљв“Ї—≠їЈ÷ЅЇ√—х≥Ў÷–Љх…ўЋЃ÷– ”–їъЋб≈®ґ»£ђњЎ÷∆ЅЋЋњ„іЊъµƒ…ъ≥§£ђі”ґш”––ІµƒњЎ÷∆ЅЋќџƒа≈т’Ќ°£
°°°°2)—б—х≥Ў÷–µƒЋЃљв÷–Љд≤ъќп—≠їЈ÷ЅЇ√—х≥Ў÷–“„”Џ±їЇ√—хЊъЈ÷љв£ђЌк≥…ґ‘”–їъќпµƒЌк»Ђњу їѓ°£Ќ®єэ—≠їЈ єњ’Љд…ѕЈ÷јлµƒЅљЄцЇђ”–≤їЌђ÷÷»ЇќҐ…ъќпµƒЈі”¶≥ЎЊя”–Ќђ ±ґ‘ƒ≥“їќџ»Њќпљш–– љµљвµƒє¶ƒ№£ђ∆рµљѕаї•«њїѓ£ђѕаї•іўљшµƒ„ч”√°£Ѕљ÷÷…ъќп»ЇћеЄч„‘і¶”Џ “ЋµƒЋЃїЈЊ≥÷–£ђƒ№ єї„оіуѕёґ»µЎЈҐї”Ѕљ÷÷…ъќп»Їће„‘…нµƒє¶ƒ№£ђћбЄя’ыЄц…ъќпљµљвєэ≥ћµƒ–І¬ °£
°°°°”ліЂЌ≥µƒЄя≈®ґ»”–їъЈѕЋЃµƒґаґќќџЋЃ…ъќпі¶јнЉЉ хѕа±»£ђ±ЊЈҐ√чЊя”–’ЉµЎ√жїэ–°°ҐЌґ„ ≥…±ЊЉ∞‘Ћ––Ј—”√µЌ°Ґ Їѕі¶јн”–їъќпЄЇЇ…Єя°Ґќё £”аќџƒаїтїщ±Њќё £”аќџƒа≤ъ…ъµƒ”≈µг°£њ… ”¶”√”ЏƒрЊ∆°Ґ ≥∆Ј°Ґ”°»ЊЉ∞ ѓ”Ќїѓє§µ»Єя≈®ґ»”–їъЈѕЋЃµƒі¶јн°£





