
申请日2005.12.12
公开(公告)日2007.06.20
IPC分类号C02F3/30
摘要
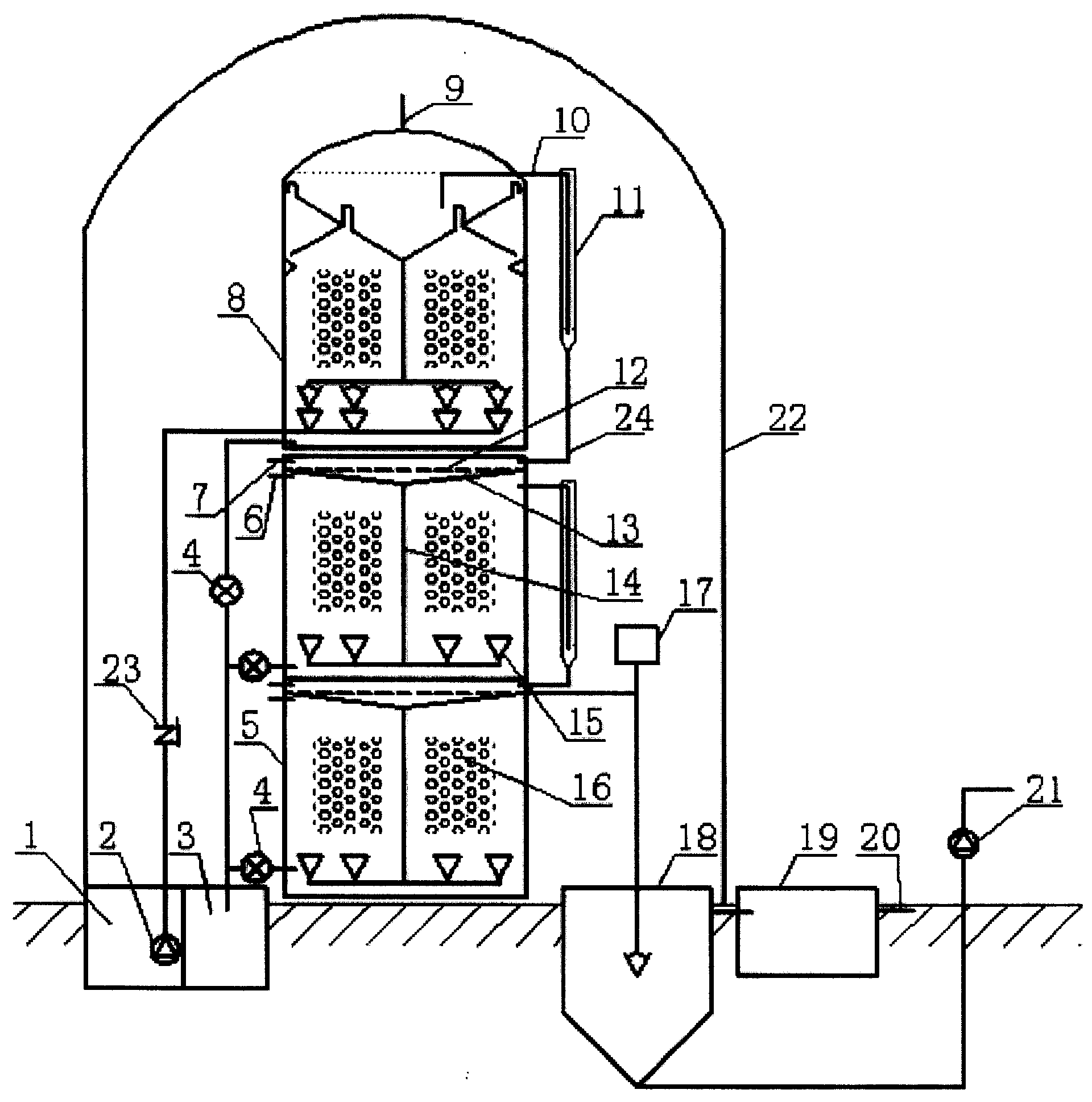
本发明涉及一种仿生自给氧污水净化反应器,主要由调节池(1)、厌氧反应器(8)、二个以上好氧反应器(5)、渣泥池(3)、气水混合器(11)、仿生菌床(16)、排渣泥阀(4)、阳光温室(22)、沉泥池(18)和清水池(19)组成。特点是在工厂内制造成型后运到使用地组装。优点是先将污水厌氧消化后再进行多级好氧消化,关键的是其好氧消化所需的氧是在落差水压自流时射流混合进入污水中的,无需消耗能源,在厌氧消化段还可产生部分沼气能源。本发明比常规的同类装置相比节省60%左右能源;设有仿生菌床,加快了微生物生长,提高了处理效率。本发明为各类污水的处理提供了一种高效节能的净化装置。
权利要求书
1、一种仿生自给氧污水净化反应器,是一种可以在自己自流过程中使空气 中的氧自行混合于污水中的高效节能污水净化器,减去了风机所耗的电能。主 要有厌氧反应(8)、好氧反应器(5)、气水混合器(11)、阳光温室(22)、仿 生菌床(16)组成。其特征在于厌氧反应器(8)在成套设备中处于最高位置, 气水混合器(11)设在好氧反应器(5)的进管(24)前,用仿生菌床加速微 生物的生成,促进消化分解速度。
2、根据权利要求1所述的仿生自给氧污水净化反应器,其特征是:好氧反 应器(5)是二级以上,并串联使用。
3、根据权利要求1所述的仿生自给氧污水净化反应器,其特征是:厌氧反 应器(8)和好氧反应器(5)内部都设有仿生菌床(16)。
4、根据权利要求1所述的仿生自给氧污水净化反应器,其特征是:在好氧 反应器(5)设有布气器(12)、混合间(13)、混合管(14)、布液管(15)和 进气口(7)。
5、根据权利要求1所述的仿生自给氧污水净化反应器,其特征是:厌氧反 应器(8)和好氧反应器(5)的下部都设有排渣泥阀(4)。
说明书
仿生自给氧污水净化反应器
本发明涉及一种仿生自给氧污水净化反应器,是一种采用先厌氧产沼气消 化分解,再好氧消化分解,并所耗的氧是落差水压射流自给的,不需风机送风 的污水净化反映器。它可为城乡工农业生产及人们生活处理大量的污水,并同 时提供少部分沼气能源,达到循环经济的目的。适用于工业污水、生活污水、 畜禽场污水等的净化处理。
我国推广污水治理已有几十年的历史了,近年来环保治理进度日益加快, 各级政府对环境的治理力度也日趋加大,环境治理被列入考评政绩的一个重要 部分。另外我国政府近年来大力倡导循环经济、建设节约型社会,因此,开发 研究节能型污水净化装置更加迫切需要。
目前,还没有这种形式的仿生自给氧污水净化反应器,现有的污水净化设 备或工程,其方法是氧化沟、风机表面曝气或底部曝气等生化处理,风机的耗 电量大,污水的处理成本高,处理效率低,且一般都没有设置沼气收集利用装 置,处理后的污泥量大,造成二次污染严重,致使建好的处理设备不能正常运 行,变成检查团来了就开闸通电使用,检查团走了就拉闸停用,投资的设备成 了花架子工程,环境还不能彻底达到治理。
近年来,我国城镇建设、工业、农业和养殖业的规模都在迅猛扩大,城镇 生活污水总量发展很快,年增长速度约10%左右,但治理率却很低。目前我国 中、小城市及乡镇的治理量还不足20%;工业排污水的企业全国平均治理率也 不到40%。我国城镇和排污水企业数以百万计,随着建设速度加快和新建企业 的增多,这不仅加大了对环境的污染,也危害了人们的身体健康。另外随着经 济的发展和人们生活水平的提高,能源紧张短缺的形势越来越严峻,世界性争 夺能源成了全球主要不安定因素,建设节约型社会迫在眉睫。
我们如能将这些污水净化处理场都建成节约型工程,如平均一处工程每节 约1000度电,那么一百万处工程一天就可累计节约10亿度电。因此,开发新 型节能污水净化反应器势在必行,迫切需要。
本发明是要提供一种仿生自给氧污水净化反应器,是一种采用厌氧和好氧 连续消化分解污水中的有机物,使用气水混合器给好氧段供氧,实现好氧自给; 在厌氧和好氧段都增加了仿生菌床装置,共同加速微生物的生长,提高消化分 解效率的污水净化反应器成套装置,能够替代现有的常规污水处理设备及装 置,使污水处理设备能成为低能耗,高效率的节能成套设备。
本发明为达到上述目的是以这样的方式实现的,将厌氧反应器设在好氧反 应器上端或高于好氧反应器3米以上,在厌氧反应的溶液出口处设置气水混合 器给溶液进入好氧反应器时供氧(空气中的氧),减去了用风机给好氧段送氧。 达到节约能源的目的。为加速消化,在厌氧和好氧反应器内设有仿生菌床,从 而加速消化分解的过程,最终实现达标排放的目的。
本发明的实现,技术解决方案是将厌氧反应器设置高于好氧反应器或直接 设在好氧反应器顶端,利用沼液落差将沼液与氧(空气)在气水混合器内混合 后自流入好氧反应器内,进入好氧反应器上部再经过布气器增加含氧量后,通 过布液器送入仿生菌床内消化分解,从而实现自给氧的功能。布气器混合的空 气是从进气口进入的。
本发明的实现,技术解决方案是在厌氧和好氧反应器内设有仿生菌床,起 着加速微生物生成达到快速消化分解的过程。
本发明的实现,技术解决方案是在沼液出口处设有气水混合器,将沼液与 氧(空气)充分进行混合,再由布气器再次混合并增加氧气的含量,使沼液在 进行消化分解时具有足够的氧,最后实现达标排放。
本发明的实现,技术解决方案是在酸化池的上端、厌氧反应器和好氧反应 器的上端及周边覆盖阳光温室,起着增温保温确保系统正常运行的作用。
本发明的实现,技术解决方案是在酸化池里和沉泥池的出泥管均设有泵, 分别起着污水进入和排泥作用。
本发明的实现,技术解决方案是在厌氧反应器和好氧反应器的底部都设有 排渣泥阀。将大部分渣泥直接作高效有机肥(沼肥)使用。这样可大大减少好 氧消化分解段的有机物含量,提高污水处理量。
本发明与现有常规污水处理装置相比具有以下优点:
一、适应广。由于本发明设有厌氧消化分解装置,也可对垃圾、秸秆、粪 便等各类有机废弃物先进行沼气化处理后再进行后处理至达标排放,这样适应 范围较为广泛。
二、效率高。由于本发明设有仿生菌床,增加了微生物的生长空间,可使 有机物的消化分解速度提高2倍以上。
三、能耗低。由于本发明采用自给氧,使料液在自流到下一工段时,同时 将污水与氧在气水混合器和布气器内进行混合,减去了风机的用电量。因此, 达到能耗低的效果,成套设备的总节能量可达60%以上,同时还可以产生一部 分沼气能源。
四、减量化处理。由于本发明设有排渣泥阀,中途可将有机物的总量大大 减少,从而使消化分解的有机物总量控制到最少,中途并排的渣泥可直接用作 有机肥。
五、可实现产业化生产。由于本发明将系统分设为调节池、厌氧反应器、 好氧反应器和沉泥池、清水池等几大部件,这样便于工厂化生产。





