
����������2004.12.24
��������(����)��2006.07.05
����IPC�����B22D41/02; C04B35/01
����ժҪ
�����������漰һ�ָ�ˮ����¯�ڳļ�������������������Ŀ���������һ���ܽϺõ�����ְ���ע��ʹ�������Ľ�ע���ڳġ��������ĸ�ˮ����¯�ڳIJ��øߴ��ȸ���-����þ-�⾧ʯ����ϵ�ͻ���Ͻ�ע�Ͻ������ɡ��������ۼ⾧ʯ������þɰ�����۰������ظ�������ؼ������������⾧ʯ֮һ�����������Ϊ��Ҫԭ�ϵ�ԭ����ϵ�����������������²��裺a.�����ڳģ��������ڳ��ϵ�������������;b.������������ԭ�ʲ���ͬ���Ȳ��ϵĽ�ע��������ɺ�ʩ�ӵ������ڳ������IJ�λ�����ָ��ڳĵ�ԭ�����״;c.�ڳĵ���������Ȼ����24Сʱ��72Сʱ;d.�濾��ͨ����Щ�������ϸ�������Ӽ��ı�����ԣ�����һ����߽�ע�ϵ��ս����ã�ʹ�ս��ij���������ܣ�����ʹ�������ʲ������
����Ȩ��Ҫ����
����1.һ�ָ�ˮ����¯�ڳģ����������ڲ��øߴ��ȸ���-����þ-�⾧ʯ ��ߴ��ȸ���-����þ��ϵ�ͻ���Ͻ�ע�Ͻ������ɡ�
����2.����Ȩ��Ҫ��1�����ĸ�ˮ����¯�ڳģ�������������������-���� þ-�⾧ʯ��ϵ�ͻ����Ϊ���ۼ⾧ʯ������þɰ�����۰������ظ��� ������ؼ������������⾧ʯ֮һ�������������Ϊ��Ҫԭ�ϵ�ԭ����ϵ��
����3.����Ȩ��Ҫ��2�����ĸ�ˮ����¯�ڳģ�������������������ע���� �����������ϸ����ĵ����衢þ��¡(Mgalon)�������١������ѡ��� ����̼���١��������衢���������⾧ʯ��̼���衢Ī��ʯ�����ۡ����� (Sialon)����¡(Alon)���е�һ�ֻ��������ϵ�������ϵ����Ӽ���
����4.һ�ֶ�Ȩ��Ҫ��1��3������ˮ����¯�ڳĵ���������������
����a.�����ڳģ��������ڳ��ϵ�������������;
����b.������������ԭ�ʲ���ͬ���Ȳ��ϵĽ�ע��������ɺ�ʩ�ӵ��� ���ڳ������IJ�λ�����ָ��ڳĵ�ԭ�����״;
����c.�ڳĵ���������Ȼ����24Сʱ��72Сʱ;
����d.�濾��
����5.����Ȩ��Ҫ��4�����ĸ�ˮ����¯�ڳĵ����������������������� ��b.�����������У�������������ɺ�Ľ�ע��ʩ�ӵ������ڳ������IJ� λ���������²��裺
����(1)����ԭ�����״Ҫ�����ý�����̥ģ;
����(2)������������ɺ�Ľ�ע�Ͻ���������̥ģ����������������� �ڳ�֮��;
����(3)ͨ�����͡�
����6.����Ȩ��Ҫ��5�����ĸ�ˮ����¯�ڳĵ����������������������� �����Ͳ����У����ý��������뽽ע�����ķ�ʽ��
����7.����Ȩ��Ҫ��5�����ĸ�ˮ����¯�ڳĵ����������������������� �����Ͳ����У������Բ����ڽ�����������̥ģ�ķ�ʽ��
����8.����Ȩ��Ҫ��4�����ĸ�ˮ����¯�ڳĵ����������������������� ��b.�����������У������Բ������²��裺
����(1)��������ע�����Ƴ���������ʽ;
����(2)�������õ���������ʽ��������ע��ʩ�ӵ������ڳ������IJ� λ��
����˵����
������ˮ����¯�ڳļ���������
������������
�����������漰һ�ָ�ˮ����¯�ڳļ����������������˵������ͨ������ ����ˮ����¯�ڳĵIJ����ι�����ϵĸĽ������һ�ּ�����������
������������
�����봫ͳ�IJ��ö����ͻ���Ʒ�ĸְ�����������ȣ��������ͻ���Ͼ���ʩ �����㡢�����Ժá�ʹ�������������ܽ��ĵ��ŵ㡣��������Բ������ͻ�� �ϵĿ�����Ӧ�ö�ʮ�����ӡ�20�������ҹ��ͻ���Ϲ������ڲ������ͻ���� �������˴������о�������������90������������ŵ�ˮ�ࡢ����ˮ�����ˮ ��ϵ���ͻ�ע�ϵijɹ��������ҹ��IJ������ͻ����Ӧ��ˮƽ�õ���Ѹ���� �ߡ��������ͻ����ռ�ͻ���������ı���Ŀǰ�Ѵﵽ30%���ҡ����������� ����Ҳ������ͻ���ϵ�ʹ�ôﵽ40-60%���ձ���90%��
����Ŀǰ�ְ����ֻ�ȫ�����ò������ͻ�������彽�����ձ��һ�����ķ� ʽ�����ְ��ڳ��ڹ���״̬����Ҫ���ܳ�ʱ����´���������ȫ�̴�벶����� �����صĸ�ˮ��ˢ����ɵ�ĥ�𡢸�ȵ�����Ͻ�ɷֵĻ�ѧ��ʴ����� �¶ȱ仯�ȡ��ְ��ø��ֽ�ע���У�һ������-�⾧ʯ��ע��Ϊ��Ҫ���ϣ�Ŀǰ ��㷺Ӧ�ÿ���ʴ���ܺͿ��������ܸ��ŵ���-þ�ʽ�ע�ϡ����ǣ������� þ�ʽ�ע����˵������������þ������ۼ��γɼ⾧ʯ���½ϴ��������ͣ� �ڴ˹����У����δ����������������ǻ�γ�ԭ�ʲ�(�����ʻ���������ڳ� ����)�����ʲ㼰�����㣬�������������㼫�ײ����ṹ�ϵİ��䡣��ʵ�Ͻ�ע �ϵ����������ͨ��ƽ������������ƺ����ڽ�����������������İ����� �ɵġ��ڸְ�ʹ�ù����У����¶��ݶȽϴ�ʱ�����������������ķ������� �ˣ��ְ��ڳĵ����彽�������õ�һ���̶�ʱҪ��������
�������м�����������������ʽ�ж��֣�Ŀǰ�����ձ���õ�����ʽΪ�� Ƥ������ν�İ�Ƥ�����ǽ��ְ�ʹ�ú������㽽ע�ϱ����������� ���ʲ�����Ȼ����ԭ�ʲ���油�佽���µĹ����㽽ע�ϵ�ʩ������������ ��ר������CN1371773A������һ������ְ��ڳ������գ������������ġ��� ��������װ̥Ĥ��������������ģ���濾������ש���������������� ���İ�����������̥Ĥ����;�ù��տ���߰��䡢���������ɱ������Ṥ ���Ͷ�ǿ�Ⱥ��������Ч�ʡ�
�������⣬���ձ�ר������JP10281663A��JP4110594A������������������ ��ʽ�����ڰ�Ƥ����ԭ�ʲ���Ϳ��ճ�Ӳ��ϣ�Ȼ����ճ�Ӳ������������Ͻ� �����ȡ�
���������������м����ķ����ɼ������м�����֮�����ձ���ð�Ƥ������� �����Ĺ��գ���Ҫ�ǿ��ǵ���ͨ�ͻ�����ڳ�ʱ���ܵ�������Һ�Ľ��ݺ��� ʴ������ͨ�ͻ���������ɵijĵ�����Ϊһ�����ɵ�״̬���������Լ��� ����������������ԭ�ʲ�֮��ı��ʲ㡣���ֳı������Գ��ܽ�����Һ�ڹ��� �����еĽ�һ����ʴ���粻��ʱ���ᵼ�������Ľṹ�Ľ�һ������һ�� �棬�������Ƥֱ���ڲгı�������ע�ϣ��ں����ʹ�ù����������гĵ� ����״̬��������������������ʲ�����������İ��䣬ʹ�������ϲ��� �̣�ʹ�ò��;á���ˣ��Թ�֪�ij�ʶ��ұ�������ڳĵ���Ӧ�����彽������ ͨ�����ð�Ƥ������
����Ȼ�����ڰ�Ƥ���Ĺ�����Ҫ��ȥ�ְ��ĵı��ʲ㣬��ʱ����ʩ�����˵� �����̶Ⱥ�ʩ�����ߵ�������ܵ���Ҫ������ֵ�ԭ�ʲ㣬���ֱ�ӵ����˽� ע�ϵ����Ľϴ�;����������ʲ���С�Ľ���������ʩ������������ʱ������ ����Ŀǰ��ֳ��Ŀ����������Ӱ��ܴ�;��һ���棬������̥ģһ���� Ч�����ע�ϲ�����ʵ����ʹ�������̡�
�����ְ���ע��ʹ������������Ľ�ע���ڳ�Ӧ�����������ܣ�
����(1)���õ�����ȶ��ԡ�
����(2)�ڸ����¶������¾��ȵ���֯�ṹ��
����(3)�ͳ�ˢ�����нϸߵĸ��¿���ǿ�ȡ�
����(4)���õĿ�����ʴ���ܺ������ܡ�
������������
���������˽�����ѡ�ø���-����þ-�⾧ʯ��ϵ��Ϊ�о�����ͨ����ԭ�� ��ѡ�����������ơ���ɢ����ѡ�����������ܡ����¿���ǿ�ȡ��� ���ȶ��ԡ�������ʴ�����ԡ��гĺͲ�����ע��֮��Ľ�����ܵ���Ŀ���� �����о��Ľ���������ͻ���ϵĴ��������������ڳ�ʱ�Ľ��ǿ���йأ��� һ�������´���Խ�ߣ����ϵĿ���֮����Խ����Խ�á���ˣ��ߴ�ԭ����ͨ ����������ü����γ��Խ����ϵ����Լ������������ܹ���߽�ע�Ͽ��� �ԡ�����ʴ�ԣ�ʹ�ڳĵı��ʲ�䱡��
�����ڴ˻����ϣ���������Ŀ���������һ���ܽϺõ�����ְ���ע��ʹ���� ���Ľ�ע���ڳġ�
�����������Ľ�һ����Ŀ���������һ�ֶ������ڳĽ��в�ȥ�����ʲ��ֱ�� ����������
����Ϊʵ����������Ŀ�ģ��������ĸ�ˮ����¯�ڳIJ��øߴ��ȸ���-����þ -�⾧ʯ����ϵ�ͻ���Ͻ�ע�Ͻ������ɡ�
���������ߴ�����-����þ-�⾧ʯ��ߴ��ȸ���-����þ��ϵ�ͻ����Ϊ�� �ۼ⾧ʯ������þɰ�����۰������ظ�������ؼ������������� ��ʯ֮һ�����������Ϊ��Ҫԭ�ϵ�ԭ����ϵ��
������������ע���������������ϸ����ĵ����衢þ��¡(Mgalon)�� �����١������ѡ�������̼���١��������衢���������⾧ʯ��̼���衢Ī ��ʯ�����ۡ�����(Sialon)����¡(Alon)���е�һ�ֻ��������ϵ������� �ϵ����Ӽ���ͨ����Щ�������ϸ�������Ӽ��ı�����ԣ�����һ�� ��߽�ע�ϵ��ս����ã�ʹ�ս��ij���������ܣ�����ʹ�������ʲ������
������������������ˮ����¯�ڳĵ���������������
����a.�����ڳģ��������ڳ��ϵ�������������;
����b.������������ԭ�ʲ���ͬ���Ȳ��ϵĽ�ע��������ɺ�ʩ�ӵ������ڳ� �����IJ�λ�����ָ��ڳĵ�ԭ�����״;
����c.�ڳĵ���������Ȼ����24Сʱ��72Сʱ;
����d.�濾��
����������b.�����������У�������������ɺ�Ľ�ע��ʩ�ӵ������ڳ��� ���IJ�λ���������²��裺
����1.����ԭ�����״Ҫ�����ý�����̥ģ;
����2.������������ɺ�Ľ�ע�Ͻ���������̥ģ������������������ڳ�֮ ��;
����3.ͨ�����͡�
�������������Ͳ����У����ý��������뽽ע�����ķ�ʽ��
�������������Ͳ����У������Բ����ڽ�����������̥ģ�ķ�ʽ��
����������b.�����������У������Բ������²��裺
����1.��������ע�����Ƴ���������ʽ;
����2.�������õ���������ʽ��������ע��ʩ�ӵ������ڳ������IJ�λ��
������������������������������м������������ŵ㣺��ȥ�������ù����� ˮ��ȷ�����Ϊ��ϼ���������Щ���ʱ������ڽ�ע�ϱ�����˵Ҳ�����ʳɷ֣� �����˽�ע�ϵ�ʹ������;��������Ҫ�Ե��ۼ⾧ʯ�����۸�������Ƶ� �ߴ�ԭ��������������γ��Խ����ϵ����Լ�����������������˽�ע�� �Ŀ����ԺͿ���ʴ�ԡ����ɴ�ʹ���ڳĵı��ʲ�䱡����������ע���в��� ������Ը��ߵ��������ϸ��������Ӽ���ʹ�ôٽ��ս�����ø�ǿ�� �ս��ij����������;��ˮ�������������������У�Ҳʹ���������ʲ�� ������ȥ�����Ӽ�������Ҫ�Ǵ���㼸�������ף�����Խϵͣ��ٽ��ս� ���ýϲ�����ʵ�������ɣ���ˮ���������У����ʲ�Ϻ������ĸ�ˮ ����¯�ڳIJ���ʩ�����㣬������ͨ���µIJ���Ƥ����������һ��������ұ ����ҵ���ͻ����ʹ�÷��á������ý�ע����ȣ�ʹ���������20%���ϣ��� ʡ�ͻ���ϲ�������40%���ϣ����ںܴ�̶��Ͻ���ұ����ҵ�ְ��ڳĽ��衢 ά��ʹ�óɱ���
��������ʵʩ��ʽ
�������ʵʩ���Ա����������ĸ�ˮ����¯�ڳļ������ղ�������һ��˵ ����
����ʵʩ��һ.�䷽���£�6-3���װ����20-30%��3-1���װ����20-30%�� 1-0���װ����8-15%��������7-15%�����ۼ⾧ʯ��5-20%�������ˮ�� 3-8%��������������4-9%������������0.2-0.5%��
����ʩ�����̣�
����(1)�����ڳģ��������ĺͰ��ڵIJиּ�����������������ж������ש�� ˮ����ש���������ש(����еĻ�)����װ��ש��ˮ����ש;
����(2)��ע���ף�������ע���ף���������һ��ǿ�Ⱥ�����̥ ģ������˨����;
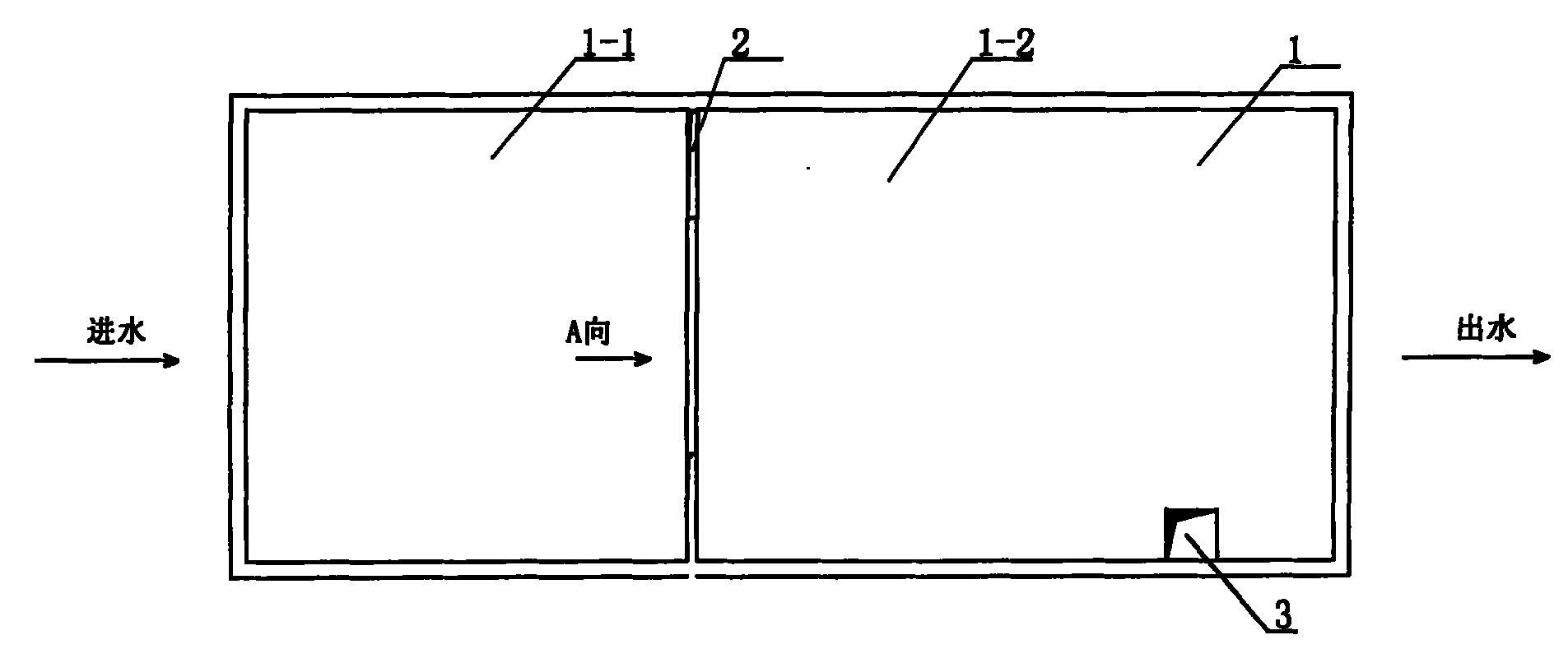
����(3)��װ̥ģ��̥ģΪ���õ�Բ̨�Σ���ں�Ϊ12���ף��ڱں�������ˮƽ ��ǿ���������̶��ڼ�ǿ�������Ӽ��ϣ���̥ģ���ؾ��Ȳ��������ҹ����� װ̥ģʱ�ҹ����ڸְ������ϣ�����̥ģ�������жԳƵ�ѹ��1��ѹ��2��ѹ�� 1��ѹ��2����ְ�����ļ�ǿ��̶���һ���Է�ֹ������̥ģ�ϸ����� ����̥ģ�ڱ����������������������ţ�ÿ��6ֻ������ˮƽ60��ԳƲ� �ã�������֮��������30��ǽ��沼�ã������ĵ������Ϊ1.5KW���� Ƶ��Ϊ3200��/�֣�������Ϊ5500N��
����(4)̥ģ����һ����ע������ʱ����ʼ����̥ģ������������ ��������ֹͣ;������������֮��ļ���Խ�ע�Ϸ����������ݷ��������� λ��ע�Ͼ���;���һ������Ϻ�����5-8���ӣ���ȷ����ע�����ܾ��ȣ� ����������֮��������;
����(5)��ģ����ע��Ϻ���������Ȼ����24Сʱ��ģ;
����(6)�濾����С��濾24Сʱ���¶ȴ����������ߵ�300�����ң�Ȼ���� ��濾24Сʱ���¶ȴ�300�����ߵ�700�棬�����濾8Сʱ���ϣ��濾 �¶���1100������;
����(7)ʹ�ã��濾�¶ȴﵽ1100�����ϣ��Ϳ���ֱ��Ͷ��ʹ�á�
����ͨ�����濾ʱ�����������˵��Խ��Խ�ã������濾ʱ���ȷ���ǴӾ��� �Ժ�����Ч�ʵĽǶȿ�����ȷ���ģ�����Ҳ���ǵ����ϱ��������ܡ����ڲ��� ������������濾ʱ�估�濾�¶ȵĹ�ϵͨ����֪������ȷ����
����ʵʩ����.�䷽���£�6-3���װ����20-30%��3-1���װ����20-30%�� 1-0���װ����8-15%��������7-15%�����ۼ⾧ʯ��5-20%�������ˮ�� 3-8%��������������4-9%������������0.2-0.5%��
����ʩ�����̣�
����(1)�����ڳģ��������ĺͰ��ڵIJиּ�����������������ж������ש�� ˮ����ש���������ש(����еĻ�)����װ��ש��ˮ����ש;
����(2)��ע���ף�������ע���ף���������һ��ǿ�Ⱥ���̥ģ�� ����˨����;
����(3)�������æ�50���ס�����1.1KW��ת��2850ת/�֡�����Ƶ�� 200Hz�����1.15���ס���һ����ע������ʱ����ʼ�������������� ������������ֹͣ;������������֮��ļ���Խ�ע�Ϸ����������ݷ� ��������λ��ע�Ͼ���;���һ������Ϻ�����5-8���ӣ���ȷ����ע���� �ܾ��ȣ�����������֮��������;
����(4)��ģ����ע��Ϻ���������Ȼ����24Сʱ��ģ;
����(5)�濾����С��濾24Сʱ���¶ȴ����������ߵ�300�����ң�Ȼ���� ��濾24Сʱ���¶ȴ�300�����ߵ�700�棬�����濾8Сʱ���ϣ��濾 �¶���1100������;
����(6)ʹ�ã��濾�¶ȴﵽ1100�����ϣ��Ϳ���ֱ��Ͷ��ʹ�á�
����ʵʩ����.�䷽���£�6-3���װ����10-20%��3-1���װ����20-30%�� 1-0���װ����8-15%��������10-20%�����ۼ⾧ʯ��5-20%�������ˮ�� 3-8%��������������4-9%��������������1-5%������������0.2-0.5%��
����(1)�����ڳģ��������ĺͰ��ڵIJиּ�����������������ж������ש�� ˮ����ש���������ש(����еĻ�)����װ��ש��ˮ����ש;
����(2)��ע���ף���������ע�Ͻ�ע���ף���������һ��ǿ�Ⱥ���̥ģ�� ����˨����;
����(3)������ע�ϳ��͵Ĺ����У�ÿ����֮��Ҫ���3�������ҵ�ʱ���Ա��� ������ע�ϳ�������ص�����������;
����(4)��ģ����ע��Ϻ���������Ȼ����24Сʱ��ģ;
����(5)�濾����С��濾24Сʱ���¶ȴ����������ߵ�300�����ң�Ȼ���� ��濾24Сʱ���¶ȴ�300�����ߵ�700�棬�����濾8Сʱ���ϣ��濾 �¶���1100������;
����(6)ʹ�ã��濾�¶ȴﵽ1100�����ϣ��Ϳ���ֱ��Ͷ��ʹ�á�
������Ȼ��������������ʵʩ��������Ϊ�����˵�������������ľ��������� ���ǶԱ�������ʵʩ��ʽ���������������������ͨ������Ա��˵�������� ˵���Ļ����ϻ���������������ͬ��ʽ�ı仯��䶯����������Ҳ�������� ��ʵʩ��ʽ������١�����Щ���ڱ������ľ�������������Զ����ı仯�� �䶯�Դ��ڱ������ı�����Χ֮�С�





