
申请日 2016.12.29
公开(公告)日 2017.03.08
IPC分类号 C02F11/04
摘要
本发明公开了一种利用卧式厌氧反应器处理剩余污泥的方法,属于有机固体废物处理处置和剩余污泥减量化的技术领域。本发明采用厌氧卧式反应器,通过太阳能阳光房的保温作用,对含固量达到20%的剩余污泥进行厌氧消化,为实际的污水处理厂剩余污泥的处理处置提供可靠的指导,此设备处理后的剩余污泥提高了脱水性能,并有效的减少了病原微生物,同时减少了污泥的臭味。
权利要求书
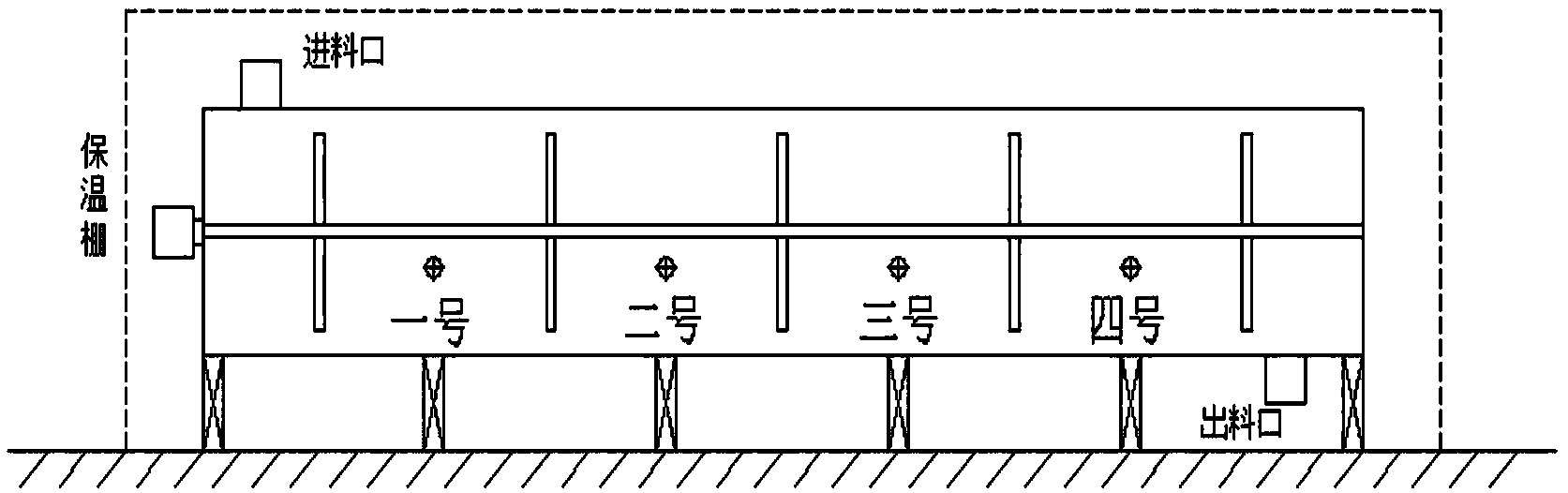
1.一种剩余污泥处理装置,其特征在于,所述剩余污泥处理装置主要包括进料装置、卧式厌氧反应装置、沼气收集和净化装置、太阳能保温装置和沼渣脱水装置;所述太阳能保温装置设置在卧式厌氧反应装置外层;进料装置与卧式厌氧反应装置的进料口连接,沼气收集装置与卧式厌氧反应装置相连。
2.根据权利要求1所述的剩余污泥处理装置,其特征在于,卧式厌氧反应装置的反应器整体为卧式圆柱体,侧面直径与罐体长度比值为1:5。
3.根据权利要求1所述的剩余污泥处理装置,其特征在于,所述卧式厌氧反应装置中带有推流式搅拌装置。
4.根据权利要求1所述的剩余污泥处理装置,其特征在于,所述进料装置为螺旋输送机。
5.根据权利要求1所述的剩余污泥处理装置,其特征在于,卧式厌氧反应装置的有效容积为40m3。
6.根据权利要求1所述的剩余污泥处理装置,其特征在于,所述太阳能保温装置为带有紫外线吸收膜的阳光板,利用温室的保温作用可将反应器内温度提高8℃-10℃。
7.一种处理剩余污泥的方法,是利用权利要求1~6任一所述的剩余污泥处理装置进行处理。
8.根据权利要求7所述的方法,其特征在于,所述剩余污泥的pH为7.2~8.0、TS 18~22%、VS/TS 55~60%、氨氮20~26mg/kg、总碳135~160g/kg、总氮25~30g/kg、碳氮比5.0~5.5。
9.根据权利要求7所述的方法,其特征在于,所述方法是将含固率20%的剩余污泥采用卧式反应器进行厌氧消化处理。
10.根据权利要求7所述的方法,其特征在于,所述卧式厌氧反应装置启动时采用连续进料的方式进行加料,第1天进剩余污泥10吨,以后每天进料1吨,1个月内完成进料,共加料40吨,体积为35立方,未加入产甲烷菌种;完成进料后每日定时进行搅拌,搅拌转速为5r/min,启动过程的厌氧消化时间为73d。
说明书
一种利用卧式厌氧反应器处理剩余污泥的方法
技术领域
本发明涉及一种利用卧式厌氧反应器处理剩余污泥的方法,属于有机固体废物处理处置和剩余污泥减量化的技术领域。
背景技术
剩余污泥是指污水处理厂处理废水时在初沉池以及二级、三级处理工艺中产生的沉淀污泥物、颗粒物和漂浮物等。随着我国社会经济的发展和城镇化的快速发展,城镇污水厂的数量和规模在不断增加。我国在污泥处理处置中存在的“重水轻泥”问题十分严重,对污泥处理处置的重视和投入不够,80%的污泥还没有得到稳定的处理处置。初步估算“十二五”期间,全国年平均产80%含水率的湿污泥3500-6000万吨,折合干污泥约700-1200万吨。到2020年污泥产量将突破6000万吨,污泥产量的不断增加给环保行业带来了巨大的压力。
厌氧消化技术是污泥处理处置的有效方式之一,厌氧消化可以减少污泥体积,稳定污泥性质,提高污泥的脱水效果,减少污泥恶臭,提高污泥的卫生质量。传统污泥湿式消化中污泥含水率高达95%,产生大量难以处理的沼液,同时由于反应体系含有大量的水给增温系统带来很大的困难,处理时所占空间大但有效消化能力低。污泥高固态消化克服了传统厌氧处置的不足,提高了单位有机物的处理量,提升了消化效率,同时大大降低了沼液的产生量。但是传统的立式消化装置也存在一定的不足,由于污泥的粘度和密度较大,厌氧处理时污泥容易堆积在底部,造成局部酸化,传质传热受阻,发酵速率较慢等。
发明内容
为了解决上述问题,本发明提供了一种剩余污泥处理装置并提供了一种利用卧式厌氧反应器处理剩余污泥的方法,有效地避免了立式反应器存在的处理污泥的不足的问题。本发明利用带有推流式搅拌装置的卧式反应器,厌氧消化含固率20%的剩余污泥。
本发明的第一个目的是提供一种剩余污泥处理装置,所述剩余污泥处理装置主要包括进料装置、卧式厌氧反应装置、沼气收集和净化装置、太阳能保温装置和沼渣脱水装置;所述太阳能保温装置设置在卧式厌氧反应装置外层;进料装置与卧式厌氧反应装置的进料口连接,沼气收集装置与卧式厌氧反应装置相连。
在一种实施方式中,所述进料装置为螺旋输送机。
在一种实施方式中,卧式厌氧反应装置的整体为卧式圆柱体,侧面直径与罐体长度比值为1:5。
在一种实施方式中,卧式厌氧反应装置的有效容积为40m3。
在一种实施方式中,所述卧式反应装置的体积为50m3。
在一种实施方式中,所述卧式厌氧反应装置中带有推流式搅拌装置。
在一种实施方式中,所述太阳能保温装置为带有紫外线吸收膜的阳光板,利用温室的保温作用可将反应器内温度提高8℃-10℃。
在一种实施方式中,所述卧式厌氧反应装置的出泥采用气动隔膜泵出泥;沼气收集采用HDPE材料制成的沼气膜,并配套风机和火炬,确保装置的稳定运行。
本发明的第二个目的是提供一种处理剩余污泥的方法,是利用本发明的剩余污泥处理装置。
所述方法是将含固率20%的剩余污泥采用卧式反应器进行厌氧消化处理。
在一种实施方式中,所述剩余污泥的pH为7.2~8.0、TS 18~22%、VS/TS 55~60%、氨氮20~26mg/kg、总碳135~160g/kg、总氮25~30g/kg、碳氮比5.0~5.5。
在一种实施方式中,所述剩余污泥的pH为7.6、TS 20%、VS/TS 55~60%、氨氮23.15mg/kg、总碳148.63g/kg、总氮27.84g/kg、碳氮比5.3。
在一种实施方式中,所述卧式厌氧反应装置启动时采用连续进料的方式进行加料,第1天进剩余污泥10吨,以后每天进料1吨,1个月内完成进料,共加料40吨,体积为35立方,未加入产甲烷菌种;完成进料后每日定时进行搅拌,搅拌转速为5r/min,启动过程的厌氧消化时间为73d。
本发明的有益效果:
(1)卧式反应器一般应用于食品发酵行业,本发明对传统卧式反应器的长宽比和保温方式进行了改进。本发明将卧式反应器的长宽比增大到5:1,这种结构使污泥有更长的消化沿程从而获得更好的消化效果。本发明除了利用卧式反应器外还对保温设施采取了新的设计,通过搭建太阳能温室阳光房作为反应器的加热保装置,起到节能控温的良好效果,阳光房以槽钢和角钢为骨架,四周以PC波浪型阳光板密封,起到良好的增温保温效果。
(2)本发明针对含固率20%的剩余污泥,采用卧式反应器进行厌氧消化处理。采取连续进料的方式,通过太阳能保温系统进行反应器的运行,经过3个月的运行,污泥产沼气率达到274mL/gVS,甲烷含量为58%,VS转化率达到46%,蛋白质和多糖降解率分别为36.7%和30.1%,消化过程中VFA含量最大值为2395mg/kg,最大值出现在第42天。消化过程中氨氮浓度一直缓慢增加,最大值约124.3mg/kg。





