申请日2016.11.17
公开(公告)日2017.05.24
IPC分类号C02F9/14; C02F101/16; C02F101/30
摘要
本发明提供一种基于碳氮分离的污水处理系统及工艺,所述系统包括恒温加热系统、快速混凝反应器、一级分离反应器、厌氧反应器、氨氧化反应器、反硝化反应器、后曝气反应器、二级分离反应器;所述厌氧反应器底部设有污泥回流系统,使污泥回流至快速混凝反应器并循环至一级分离反应器循环吸附,所述快速混凝反应器、一级分离反应器、厌氧反应器、氨氧化反应器均设有保温装置。本发明适用于含中、高浓度有机物及总氮废水处理工程,针对传统厌氧‑好氧污水处理工艺产能效率低、脱氮效果不佳、能耗较高等缺点,将传统厌氧‑好氧工艺与污泥吸附进水及短程硝化技术结合,是一种运行费用低、工程投资小,同时脱碳除氮并且节能产能的污水处理工艺。
权利要求书
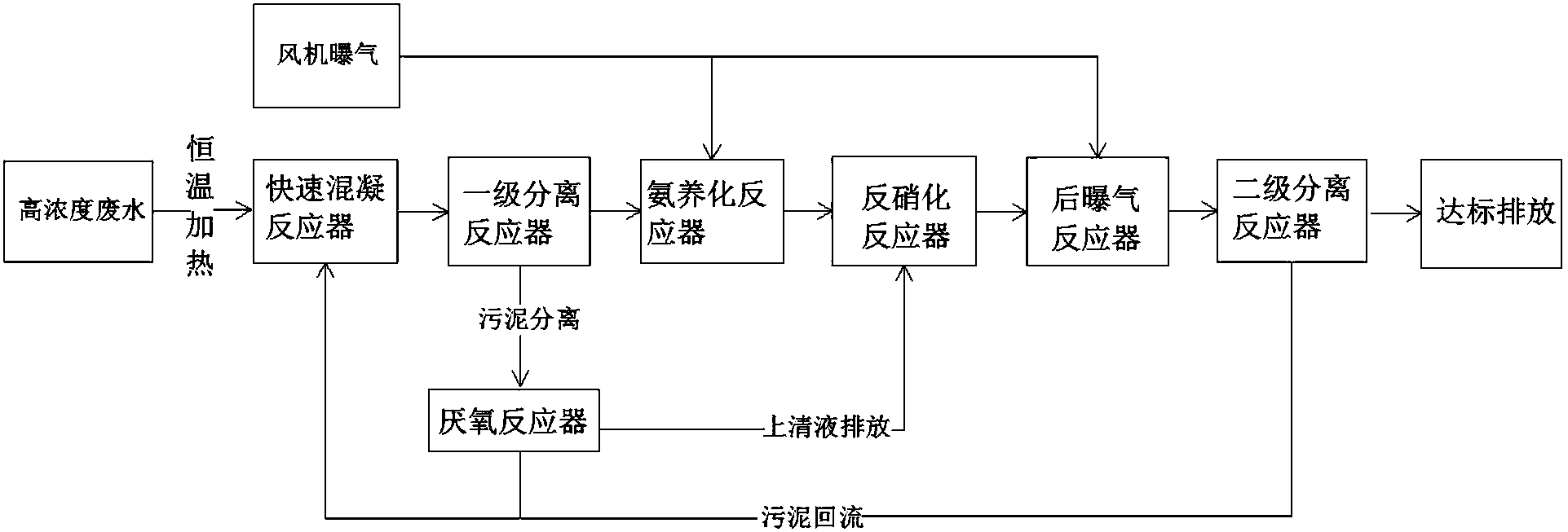
1.一种基于碳氮分离的低耗高效污水处理系统,包括恒温加热系统、快速混凝反应器、一级分离反应器、厌氧反应器、氨氧化反应器、反硝化反应器、后曝气反应器、二级分离反应器;所述恒温加热系统连接快速混凝反应器,所述快速混凝反应器的出口端连接所述一级分离反应器,所述一级分离反应器的出口段分别连接所述厌氧反应器和所述氨氧化反应器,所述氨氧化反应器、反硝化反应器、后曝光反应器以及二级分离反应器依次连接,所述厌氧反应器底部设有污泥回流系统,所述污泥回流系统连接快速混凝反应器,使污泥回流至快速混凝反应器,所述二级分离反应器设有污泥回流系统,回流系统出口端连接快速混凝反应器,所述厌氧反应器还与反硝化反应器连接,所述氨氧化反应器及后曝气反应器设有曝气系统。
2.根据权利要求1所述的系统,其特征在于:所述厌氧反应器为错流式反应器,还包括进水连接管道和污泥回流连接管道,所述进水连接管道位于反应器的上部,所述污泥回流管道连接污泥回流系统,所述厌氧反应器进水连接管道及污泥回流连接管道上分别设有流量控制阀。
3.根据权利要求1所述的系统,其特征在于:所述氨氧化反应器、反硝化反应器及后曝气反应器内均设有海绵填料,所述海绵填料通过金属筛网固定在反应器内,其体积占反应器总体积的5%-15%。
4.根据权利要求1所述的系统,其特征在于:所述反硝化反应器与后曝气反应器连接管路设有热回收装置。
5.根据权利要求1所述的系统,其特征在于:快速混凝反应器、一级分离反应器、厌氧反应器、氨氧化反应器设有保温装置。
6.一种基于碳氮分离的低耗高效污水处理工艺,其特征在于,包括如下步骤:
(1)将高浓度废水进行恒温加热;
(2)将加热后的高浓度废水与回流污泥充分混合搅拌,使污水中颗粒状及胶体状有机物高效絮凝;
(3)将混凝后的污水进行固液分离,将其分成含有大量有机物的污泥和高氨氮废水。
(4)分离后的污泥进行厌氧生物反应,之后进行生物质能源回收;将产生的厌氧活性污泥作为回流污泥,将上清液进一步处理;
(5)将分离后的高氨氮废水进行好氧微生物氨氧化反应;
(6)将步骤4的流出水以及步骤3的上清液进行反硝化反应,脱氮;
(7)将步骤5的流出水进行硝化反应;
(8)将步骤6的流出水进行二次固液分离后外排,将沉淀的污泥作为回流污泥;
(9)将上述回流污泥与加热后的高浓度废水进行混合,重复步骤(2)~(8)。
7.根据权利要求6所述工艺,其特征在于:所述步骤(4)和步骤(5)分别使用厌氧反应器和氨氧化反应器,所述厌氧反应器和氨氧化反应器分别培养厌氧颗粒污泥和好氧微生物氨氧化细菌。
8.根据权利要求6所述工艺,其特征在于:所述步骤(2)在一级分离反应器中完成,所述一级分离反应器在中温30-35℃条件下运行,吸附沉淀时间10min-30min。
9.根据权利要求6或7所述工艺,其特征在于:所述的厌氧反应器在中温30-35℃条件下运行,用自身产生的沼气进行搅拌;污泥采用推流式厌氧循环方式运行,进水有机负荷在5.0-12.0kg/(m3.d)之间。
10.根据权利要求6或7所述工艺,其特征在于:所述的氨氧化反应器在中温30-35℃条件下运行,污泥浓度4000mg/l,溶解氧浓度0.3~0.5mg/l,采用连续培养挂膜方式运行,或所述步骤(7)在后曝气反应器中进行,所述后曝气反应器溶解氧控制在2~5mg/l范围。
说明书
一种基于碳氮分离的污水处理系统及工艺
技术领域
本发明属于环境工程学科中污水处理技术领域,具体涉及一种基于碳氮分离的污水处理系统及工艺。
背景技术
近年来高浓度有机废水处理技术已由传统单一的预处理+活性污泥法转向更加集约、节能的厌氧-好氧联合处理方法。然而,对于原水中同时含有较高浓度氨氮的废水厌氧-好氧联合处理方法处理难度较大,往往需要根据废水水质特性采取物理、化学预处理然后与生化处理方法相结合处理方法。此种处理方法投资成本高,运行费用高,且易造成二次污染。
由于进入厌氧产甲烷系统中含氮量过多,pH值可能上升到8.0以上,脂肪酸的铵盐发生积累,使有机物分解受到抑制;发生反硝化过程引起厌氧污泥的沉降性下降从而导致系统的稳定性变差;同时NO2-N/NO3-N以及反硝化的中间产物对甲烷菌具有毒害作用,以上原因综合作用直接导致了厌氧反应器的不稳定及厌氧系统产气品质的下降。
更多的碳源在反硝化过程中被反硝化菌利用同时产生氮气,消耗大量有机碳源,从而导致了系统甲烷产生量的减少,降低了系统碳源利用效率,破坏了厌氧反应器的优势。
由于污水中总氮含量高,在后续好氧处理系统设计中污水氨氮负荷必然成为好氧池设计的限制性因素,为了保证系统氨氮达标排放,往往需要较大的曝气池容积,必然导致建设成本的增加。同时氨氮氧化过程中消耗的溶解氧必然也是系统风量的主要限制性因素,系统运行费用较高。
发明内容
本发明的目的在于克服现有厌氧-好氧污水处理技术的不足,提供一种处理含有中、高浓度有机物及总氮废水的厌氧菌群生物吸附-高浓度生物厌氧降解联合短程脱氮活性污泥处理工艺的技术方案,该工艺方案具有工艺简单、处理效果好、设备投资小、运行成本低、
节能产能的特点。
本发明解决其技术问题所采用的技术方案是:
一种基于碳氮分离的低耗高效污水处理系统,包括恒温加热系统、快速混凝反应器、一级分离反应器、厌氧反应器、氨氧化反应器、反硝化反应器、后曝气反应器、二级分离反应器;所述恒温加热系统连接快速混凝反应器,所述快速混凝反应器的出口端连接所述一级分离反应器,所述一级分离反应器的出口段分别连接所述厌氧反应器和所述氨氧化反应器,所述氨氧化反应器、反硝化反应器、后曝光反应器以及二级分离反应器依次连接,
所述厌氧反应器底部设有污泥回流系统,所述污泥回流系统连接快速混凝反应器,使污泥回流至快速混凝反应器并循环至一级分离反应器循环吸附,所述二级分离反应器设有污泥回流系统,回流系统出口端连接快速混凝反应器,所述厌氧反应器还与反硝化反应器连接,所述氨氧化反应器及后曝气反应器设有曝气系统。
进一步优选的,所述厌氧反应器为错流式反应器,还包括进水连接管道和污泥回流连接管道,所述进水连接管道位于反应器的上部,所述污泥回流管道连接污泥回流系统,所述厌氧反应器进水连接管道及污泥回流连接管道上分别设有流量控制阀。
进一步优选的,所述氨氧化反应器、反硝化反应器及后曝气反应器内均设有海绵填料,所述海绵填料通过金属筛网固定在反应器内,其体积占反应器总体积的5%-15%。
进一步优选的,所述反硝化反应器与后曝气反应器连接管路设有热回收装置。
进一步优选的,快速混凝反应器、一级分离反应器、厌氧反应器、氨氧化反应器设有保温装置。
一种基于碳氮分离的低耗高效污水处理工艺,其特征在于,包括如下步骤:
(1)将高浓度废水进行恒温加热;
(2)将加热后的高浓度废水与回流污泥充分混合搅拌,使污水中颗粒状及胶体状有机物高效絮凝;
(3)将混凝后的污水进行固液分离,将其分成含有大量有机物的污泥和高氨氮废水。
(4)分离后的污泥进行厌氧生物反应,之后进行生物质能源回收;将产生的厌氧活性污泥作为回流污泥,将上清液进一步处理;
(5)将分离后的高氨氮废水进行好氧微生物氨氧化反应;
(6)将步骤4的流出水以及步骤3的上清液进行反硝化反应,脱氮;
(7)将步骤5的流出水进行硝化反应;
(8)将步骤6的流出水进行二次固液分离后外排,将沉淀的污泥作为回流污泥;
(9)将上述回流污泥与加热后的高浓度废水进行混合,重复步骤(2)~(8)。
进一步优选的,厌氧反应器和氨氧化反应器分别选择性地培养厌氧颗粒污泥和好氧微生物氨氧化细菌。
进一步优选的,一级分离反应器:中温30-35℃条件下运行,吸附沉淀时间10min-30min。
进一步优选的,厌氧反应器:中温30-35℃条件下运行,用自身产生的沼气进行搅拌;污泥采用推流式厌氧循环方式运行,进水有机负荷在5.0-12.0kg/(m3.d)之间。
进一步优选的,氨氧化反应器:中温30-35℃条件下运行,污泥浓度4000mg/l,溶解氧浓度0.3~0.5mg/L,采用连续培养挂膜方式运行。
进一步优选的,后曝气反应器溶解氧控制在2~5mg/L范围。
本发明有益效果是:
1、与传统厌氧好氧处理工艺相比,该工艺可以大幅提高含中、高浓度有机物及总氮废水处理系统有机负荷,节约建设成本,降低系统能耗并同时节能产能。
2、厌氧反应器进水为一级分离反应器中生物选择吸附的高浓度废水,有利于形成生物相稳定的厌氧菌群,由于产甲烷丝菌半饱和常数低,能在低有机负荷下较为彻底地去除残余有机物,加之以甲烷丝菌为骨架的颗粒污泥具有较好的沉降性能,能够最大限度地改善出水水质。
3、以厌氧吸附-厌氧生物处理分离模式运行时,能够缩短厌氧系统总的水力停留时间,提高系统整体的有机负荷。活性污泥中废水与厌氧颗粒污泥接触很短时间内大部分COD就被吸附去除,10min就降到一个低点,吸附能达到假定平衡,此时COD的去除率为74.9%,吸附去除效果十分显著;而厌氧颗粒污泥对于氨氮几乎没有吸附效果,最高仅达到5%。利用厌氧污泥吸附污水中的有机污染物分离处理可以避免高氨氮废水进入厌氧反应系统进行无谓的停留,增加了系统处理的针对性,有利于提高系统整体的有机负荷。
4、由于进入高浓度厌氧反应器的总氮含量较低,避免了在厌氧反应器中发生反硝化反应,使厌氧系统产气中甲烷纯度大幅提高,同时避免了高浓度氨氮及硝酸盐氮对产甲烷菌的抑制毒害作用。
5、系统利用厌氧颗粒污泥回流进行吸附反应,无需添加任何絮凝剂;且由于采用了短程硝化工艺,通过选择性的培养自养型微生物氨氧化细菌将硝化作用控制在亚硝酸盐阶段,能够节省氧气消耗量、提高反硝化效率、节省反硝化碳源、减少污泥产生量,从而降低系统运行费用。
6、因采用厌氧吸附模型减少了厌氧反应器的体积,且短程硝化反应降低了系统好氧池规模,工程投资较低。

