����������2016.07.26
��������(����)��2017.04.19
����IPC�����C02F9/10; C01G49/10; C02F103/16
����ժҪ
������ʵ����������һ��������ϴ��ˮ����ϵͳ������Ԥ����ģ�顢��ѹ����ģ�顢�ᾧ����ģ�����������ģ�飬��ϴ��ˮ����ʱ���Ⱦ���ɰ����Ԥ�������پ���ѹ����Ũ����Ȼ��ᾧ���룬���Һ�����������õ���Դ����ƷFeCl3��Һ����ʵ�������еĸ�ѹ�������������ù�ҵ��ҵβ�����ȣ�����Ƚ����ȳɱ����˷���������ϴ��ˮ���������ɱ��ߵ�����;ͨ���ݶȽᾧ����������Σ���������δ��ȣ����ܽⲢ���������õ����ü�ֵ�ߵĹ�ҵ�����Ȼ�����Һ���˷�������IJ�Ʒʹ�ü�ֵ�͵����⡣
����Ȩ��Ҫ����
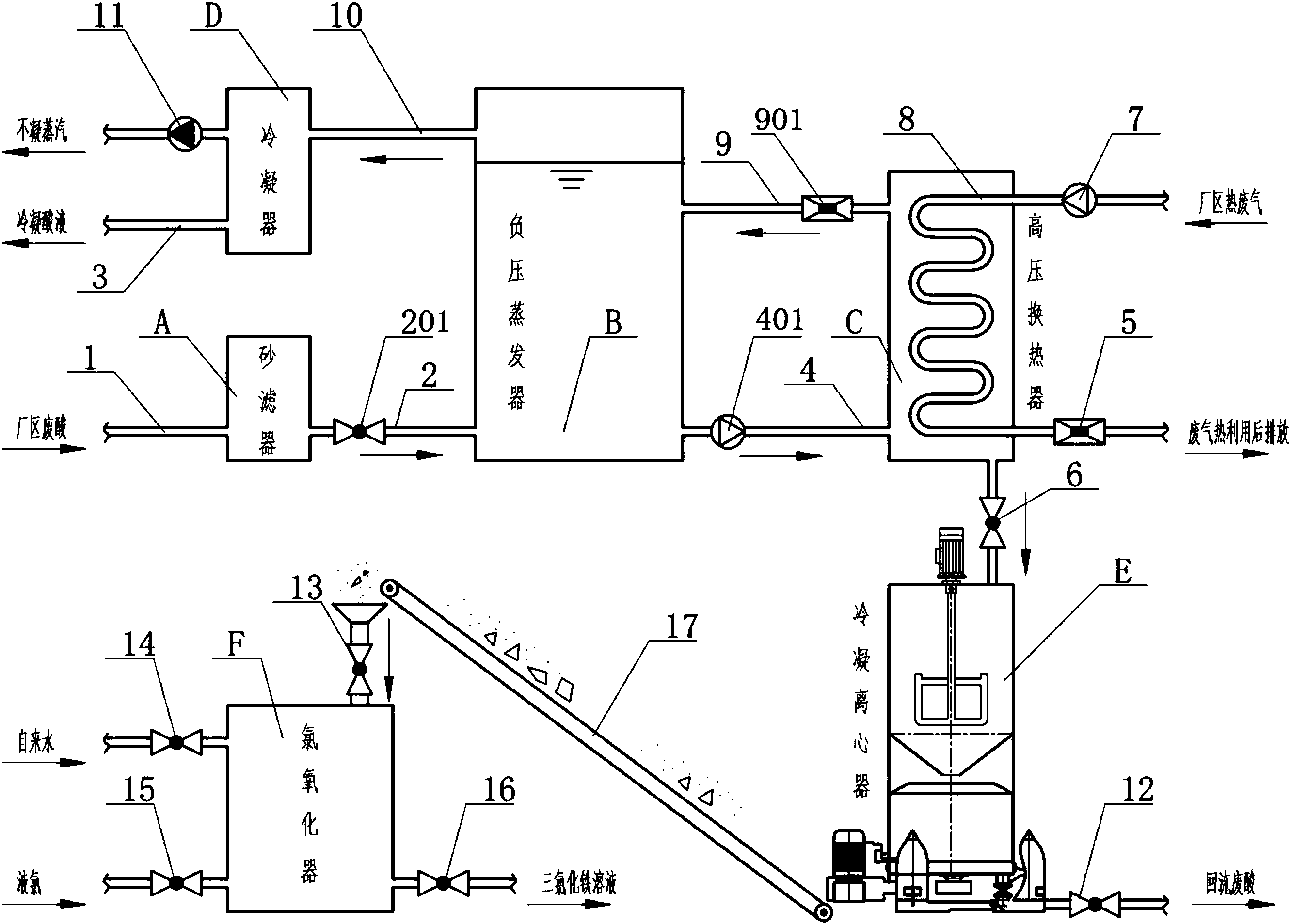
����1.һ��������ϴ��ˮ����ϵͳ������������:Ԥ����ģ�顢��ѹ����ģ�顢�ᾧ����ģ�����������ģ��;
��������Ԥ����ģ�����ɰ����(A)���丽���Ĺܵ����;����ɰ����(A)�����н�ˮ��(1)�ʹ����������Ʒ�(201)�ij�ˮ��(2);
����ͨ��ɰ����(A)�Ľ�ˮ��(1)��ɰ����(A)ע��������ϴ��ˮ;����ɰ����(A)�Ĺ��˵���ϴ��ˮ���븺ѹ������(B);
����������ѹ����ģ�������ѹ������(B)����ѹ������(C)��������(D)���丽���Ĺܵ���������źͱ�;
����������ѹ������(B)������ɰ������ˮ��(2)���ܵ�(4)���ܵ�(9)�ܵ�(10);
���������ܵ�(10)��ͨ��ѹ������(B)��������(D);��ѹ������(B)�е����徭�ܵ�(10)����������(D)��;����������(D)���������ܵ�����ˮ�ܵ�;����������(D)�������ܵ���װ����ձ�(11);����������(D)����ˮ�ܵ��ų���������Һ;
���������ܵ�(4)�ܵ�(9)��ͨ��ѹ������(B)���ѹ������(C);�ڰ�װ�ڹܵ�(4)�ϵ���ѹѭ����(401)�������£���ѹ������(B)�е�Һ�������ѹ������(C)����ͨ���ܵ�(9)��������ѹ������(C);�����ܵ�(9)�ϰ�װ��Һ����ѹ��(901);
����������ѹ������(C)�а�װ�л����̹�(8);�����ȷ���ͨ�����������̹�(8)�����ѹ������(C)�е�Һ�巢���Ƚ������ŷ�;
���������ᾧ����ģ���������������(E);��������������(E)�����ᾧ�����Զ��������Ļ�;������ѹ������(C)�ײ��Ĺܵ�����(6)���ų���Һ�����ᾧ����ȴ�ᾧ�����Զ��������Ļ����ķ���;
���������Զ��������Ļ�������ķ�Һ����������ɰ����(A)��;
���������Զ��������Ļ�������Ĺ��屻������������(F)��;
����������������ģ�������������(F)���丽���Ĺܵ����;������������(F)�����У�����ͨ������ˮ�Ĺܵ�(14)������ͨ�������Ĺܵ�(15)����ˮ�ܵ�(16)��
����2.����Ȩ��Ҫ��1������һ��������ϴ��ˮ����ϵͳ�����������ڣ�����ɰ����ΪʯӢɰ���������������ѡ�ò����֡�
����3.����Ȩ��Ҫ��1������һ��������ϴ��ˮ����ϵͳ�������� ���ڣ�������ѹ����Ϊ��Һ����ѹѭ����(401)�����ѹ������(C)����Һ����ѹ��(901)йѹ����븺ѹ������(B)��ͨ�������Դﵽ����ѹ���IJ�����ɵ�����ģ�顣
����4.����Ȩ��Ҫ��1������һ��������ϴ��ˮ����ϵͳ�����������ڣ�������ȴ�ᾧ��Ϊ�ᾧᜡ��Զ��������Ļ����ɻ���ɡ�
����5.����Ȩ��Ҫ��1������һ��������ϴ��ˮ����ϵͳ�����������ڣ����ʹ������Ͳ��
����˵����
����һ��������ϴ��ˮ����ϵͳ
������������
������ʵ������������ˮ�����������漰һ��������ϴ��ˮ����ϵͳ��
������������
�����ڸ����ӹ���ҵ������������Ը��������������ϴ���Գ�ȥ��������������ϴ�����У�����ϱ����ģ�ͬʱ��Һ�еĶ���������Ҳ�ڲ������ӣ�ֱ��������ϴҺ���ٶԸֲľ�����ϴ���ã���ʱ������ϴ�ӷ�Һ��Ϊ������ϴ��Һ��������ϴ��Һ��һ�㺬�Ȼ�����10��20%���Ȼ���3��10%�������3%���������صĸ�ʴ�ԡ��ֲĶ�п��ҵ������һ�ֶ�п�ֲĿɲ���������ϴ��ҺԼ45��65kg�����йز���ͳ�ƣ����ص������ҵÿ���������ϴ��Һ������һ�ڶ�֡�
��������������ϴ��Һ�Ĵ�����Ŀǰ�����ձ�������ַ�����������һ�DZ��շ��������кͷ������շ������ü�������������ȼ�յķ�ʽ���乤���Ƕ���ϴ��Һ����ֱ�Ӽ��Ȼ��������������������������������ҵ����³�淨��³���ɷ�;�ô������չ��ڸ��ӣ�ǰ��Ͷ����ھ����гɱ��ߡ�����ά�����øߡ��豸�����ء��ɱ�����������һ����С��ҵ���Գ��ܡ����кͷ�������ҪͶ��һ�����ʽ��䱸һ���к�װ�ã���Ҫ�����Եع�����Ի���ԭ�϶���ϴ��Һ�����кʹ������ﵽ�涨��pHֵ�����ŷţ���Ҫ�����������õķ��������ַ�����Ȼ����˻������⣬���ܲ����á�Ŀǰ���ڵ���С��ҵ����ʯ���кͷ���ʹ��ϴ��Һ�кͺ����ŷţ����˷������Ĵ�����ʯ�ң������������ĺ�ˮ��99%��������ɻ��������÷���������ʩͶ�ʺʹ����ɱ�Ҳ���ϸߣ�����ϴ��Һ�е�������Դδ�ܻ������á�
�����ҹ��ڶ�ʮ���;�ʮ���ĩ�ڿ�ʼ��������������ᾧ������ϡ������Ȼ���������Ĺ��շ������˹���Ҳ�����˹����������ҵ���ձ��ע�������ж�Ҵ�רԺУ���о�������ҵ��ҵ��Ա������������ר�������еĹ�����ϴ��Һ���ռ����У����ṩ����ϴ��Һ���մ���װ�ã�ͨ���Է���Һ�����������������������γ��ܹ����س�������ʹ�õ�ϡ��Һ;ͨ������Ũ������ȴŨ��Һ������ ����ᾧ;�Ӷ��ܹ�ʵ�ַ���Һ�����ŷš��ü�����һ���̶��Ͻ������ϴ��Һ���մ���װ������Ч�ʲ��ߡ��豸�����Բ������ת���øߵ����⣬���䲻��֮�����ڣ��ü����������������ʽϵͣ����մ������ڽϳ�����Һ�Ļ��������ʽϵ͡�
�������м����У���������ϴ��Һ�����״̬�¼��ȣ�ʹ��Һ�пɻӷ��Ե��Ȼ����ˮһ��������ͨ������������Ԫ���������γ��ܹ�����ʹ�õĽྻ����;��Һ�в��ɻӷ��Ľ����ε�Ũ�Ȳ������ӣ��γɽ����εĹ�������Һ��Ȼ��ͨ����ȴ�ᾧ��Ԫ��ȴ��ʹһ���ֽ������Ժ�ˮ�ᾧ���������ﵽ��Һ�����ʺ��ܼ������Ŀ�ġ������밸�ڻ����������ϴ��Һ���մ���װ���豸�����Բ���������ʽϵ͵����⣬���䲻��֮�����ڣ���ʹ�������������Ч�ʣ����гɱ���Ȼƫ�ߣ�������ϴ��ˮ�еij����δ����ȥ��������ᾧ��Ĵ��Ȳ��ߡ�
�������м���������һ�ַ������÷���ͨ������������Һ�еĶ���������Ϊ�����������չ����л���ϸ�Һ���Ȼ����������밸���ܺĵͣ�������������Ⱦ�������ɱ��ͣ����䲻��֮�����ڣ�ԭ����Һ�к��еij������δȥ������������е��л�������Լ������뷴Ӧ��Ӱ��Һ���Ȼ�����Ʒ�ʡ�
����ʵ����������
������ʵ�����͵�Ŀ������Ҫ�����������ϴ��ˮ���������ɱ��ߡ�������IJ�Ʒʹ�ü�ֵ�͵����⣬�ṩһ����ϴ��ˮ����ϵͳ��������ѹ����ϵͳ�����ó����������ȣ����������Դ������������гɱ�;�ô���ϵͳ���ݸ����ܽ�Ȳ�ͬ�����Կ�����������������ı���(��������������������ı�������ʹ��Һ�����͵㣬������ȴ�ᾧ�ľ��崿�ȸߣ����������ڸ��ܽ����Ȼ������Ũ��Һ��)�ݶȽᾧ����������Σ���������δ��ȣ����ܽⲢ���������õ����ü�ֵ�ߵĹ�ҵ�����Ȼ�����Һ����Һ���Ȼ���Ʒ�ʸߡ�
����Ϊʵ�ֱ�ʵ������Ŀ�Ķ����õļ��������������ģ�һ��������ϴ��ˮ����ϵͳ������������:Ԥ����ģ�顢��ѹ����ģ�顢�ᾧ����ģ�����������ģ�顣
��������Ԥ����ģ�����ɰ����A���丽���Ĺܵ����������ɰ����A�����н�ˮ�ܺʹ����������Ʒ��ij�ˮ�ܡ�ͨ��ɰ����A�Ľ� ˮ����ɰ����Aע��������ϴ��ˮ������ɰ����A�Ĺ��˵���ϴ��ˮ���븺ѹ������B��
����������ѹ����ģ�������ѹ������B����ѹ������C�����������丽���Ĺܵ���������źͱá�
����������ѹ������B������ɰ������ˮ�ܡ��ܵ����ܵ��ܵ���
���������ܵ���ͨ��ѹ������B��������D����ѹ������B�е����徭�ܵ�����������D�С�����������D���������ܵ�����ˮ�ܵ�������������D�������ܵ���װ����ձá�����������D����ˮ�ܵ��ų���������Һ��
���������ܵ��ܵ���ͨ��ѹ������B���ѹ������C���ڰ�װ�ڹܵ��ϵ���ѹѭ���õ������£���ѹ������B�е�Һ�������ѹ������C����ͨ���ܵ���������ѹ������C�������ܵ��ϰ�װ��Һ����ѹ����
����������ѹ������C�а�װ�л����̹ܡ������ȷ���ͨ�����������̹ܣ����ѹ������C�е�Һ�巢���Ƚ������ŷš�
���������ᾧ����ģ���������������E����������������E�����ᾧ�����Զ��������Ļ���������ѹ������C�ײ��Ĺܵ����ţ��ų���Һ�����ᾧ����ȴ�ᾧ�����Զ��������Ļ����ķ��롣
���������Զ��������Ļ�������ķ�Һ����������ɰ����A�С������Զ��������Ļ�������Ĺ��屻������������F�С�
����������������ģ�������������F���丽���Ĺܵ������������������F�����У�����ͨ������ˮ�Ĺܵ�������ͨ�������Ĺܵ�����ˮ�ܵ���
������һ��������ɰ����ΪʯӢɰ���������������ѡ�ò����֡�
������һ����������ѹ����Ϊ��Һ����ѹѭ���ý����ѹ������C����Һ����ѹ��йѹ����븺ѹ������B��ͨ�������Դﵽ����ѹ���IJ�����ɵ�����ģ�顣
������һ����������ȴ�ᾧ��Ϊ�ᾧᜡ��Զ��������Ļ����ɻ���ɡ�
������һ�����������ʹ������Ͳ��
����ֵ��˵�����ǣ�������ϴ��ˮ����ˮ�������ܺ���ߵIJ��֣���ʵ�����Ϳ������ó�����������Ч��п�����ȡ���ֱ�Ӳ���п�� β��������Ϊ��Դ����Ϊ���崫��ϵ��С����Ҫ�Ļ����������������һ����Ͷ�ʴ���Ч����ѱ�֤������ʵ�����͵�����β��ͨ����ѹ��������ٻ������Ļ������������Ͷ�ʳɱ���ʹ����п��β��������Ϊ��Դ����о��ü�ֵ��
�����ͳ���������ᾧ����ȣ���ϵͳ�����ݶȽᾧ��������������ᾧ��������п�Ρ���������������ε����ʡ����ڹ��������γ�Ʒ���ܸ�(�����1)�����������Դﵽ;������������;��û���������θߣ�����Ƚ����ѡ��ʱ�ϵͳ����ᾧ�ܽ���Һ������Ϊ���Ȼ�����Һ���ܴﵽ��ҵҪ��(�����2)��������Դ�����ú���ۡ�
������1������ҵ�Ȼ�����(HG/T 4200-2011)��
����GB/T 1621-2008
������2������ҵ�Ȼ���(GB/T 1621-2008)��
����HG/T 4200-2011
������ʵ�����͵�����Ч���ǣ�����ϴ��ˮ����ϵͳʵ�ַ�ˮ���ŷţ�������������λ����ʸ���80%;������ѹ�����ռ���������ʹ���Ϸе㽵�ͣ��Ӷ������豸��ʴ�̶ȣ���Ч���ӳ��豸��ʹ�����������ʹ������з���;���ڹ����¶Ƚ���ʹ���豸��ѡȡ���ʷ����кܶ����������㷺�����ԣ��Խ���Ͷ��;�������̸�ѹ�������Ȼ�����й���٣�����������Ϊ����;���յ������ᴿ�ȸ�;��Ʒ�Ȼ�����Һ���й㷺����;�����ü�ֵ�ߡ�

