����������2016.04.29
��������(����)��2016.08.17
����IPC�����C02F9/14; C02F103/36
����ժҪ
�����������ṩһ�ֿ���ά���������ˮ�Ĵ����������÷��������²�����У�a.������ά��ع�ҵ��ˮ�ͻ���װ����70��1���»�����������;b.��a���辭�������������Ŀ���ά��ع�ҵ��ˮ��ˮ���ữ�أ���pHֵ����ˮ���ữ�ؾ�ˮ���ữ��Ⱥ����2‑4Сʱ��Ȼ�����������Ӧ������������Ӧ����;c.��b���辭������Ӧ������ķ�ˮ��BDP���������Ʒ�ˮ���ܽ���Ϊ;d.��c���辭BDP���մ�����ķ�ˮ�����������ڷ�ˮ��pHֵΪ3.0‑3.5�����ˮ�а���������Ϊ0.5‑2.5ml/L�����������Ͱ���������Ϊ0.5‑1.5g/L���������Σ�������Ӧ1‑1.5Сʱ��Ȼ���ٵ��ڷ�ˮ��pHֵΪ9‑10������ټ������������γ�Fe3+���������ŷš�
����Ȩ��Ҫ����
����1.һ�ֿ���ά���������ˮ�Ĵ������������������ڸ÷��������²�����У�
����a.������ά��ع�ҵ��ˮ�ͻ���װ����70��1���»�����������;
����b.��a���辭�������������Ŀ���ά��ع�ҵ��ˮ��ˮ���ữ�أ���pHֵΪ8.0-9.0����ˮ���ữ�ؾ�ˮ���ữ��Ⱥ����2-4Сʱ��Ȼ�����������Ӧ��������������������ڵ�������Ⱥ����36-48Сʱ;
����c.��b���辭������Ӧ������ķ�ˮ��BDP���������Ʒ�ˮ���ܽ���Ϊ0.1-0.3mg/L;
����d.��c���辭BDP���մ�����ķ�ˮ�������������ȵ��ڷ�ˮ��pHֵΪ3.0-3.5�����ˮ�а���������Ϊ0.5-2.5ml/L�����������Ͱ���������Ϊ0.5-1.5g/L���������Σ�������Ӧ1-1.5Сʱ��Ȼ���ٵ��ڷ�ˮ��pHֵΪ9-10������ټ������������γ�Fe3+���������ŷš�
����2.����Ȩ��Ҫ��1������һ�ֿ���ά���������ˮ�Ĵ������������������ڲ���d��������������Ϊ�������⡢�������ơ��������λ������������ȵ���ϡ�
����3.����Ȩ��Ҫ��1������һ�ֿ���ά���������ˮ�Ĵ������������������ڲ���d��������������Ϊ�����������Ȼ�������ö���������ȵ���ϡ�
����4.����Ȩ��Ҫ��2������һ�ֿ���ά���������ˮ�Ĵ�������������������������������Ϊ�������⡣
����5.����Ȩ��Ҫ��1������һ�ֿ���ά���������ˮ�Ĵ������������������ڲ���d���������������ļ�����Ϊ��ˮ������1�롣
����6.����Ȩ��Ҫ��1��5������һ�ֿ���ά���������ˮ�Ĵ������������������ڲ���d��������������Ϊ�۱�ϩ������
����˵����
����һ�ֿ���ά���������ˮ�Ĵ�������
������������
�����������漰��ҵ��ˮ������������������������ҩ��ҵ��ˮ�Ĵ��������������漰һ�����ڿ���ά���������ˮ�Ĵ���������
������������
��������ά��أ���ѧ����(Z)-(2S,5R)-3-(2-�����һ�)-7-����-4-����-1-����˫��-3.2.0-����-2-����أ��������Խ�Ϊ��������������Ħ�-������ø�ι̽�ϣ����ɲ�����Ľ�������ǿ�����������Ʀ�-������ø�����ã��������������ø���������ã����ҶԶ��ָ��������Ծ���������øҲ���������ã�Ϊһ����Ч�Ħ�-������ø���Ƽ���
��������ά��������������ͷ�Ӧ��Ĥ���ˡ���ý��ȡ������̿��ɫ�����Ρ��������̣��������д�����Ⱦ��ĸ�Ũ���ѽ����л���ˮ��ͻ������Ϊ��1)���л����ɣ�COD�ߴ�7000-20000mg/L��NH3-N��������300mg/L;2)�ߺ��Σ��京����5-10g/L;3)���������������ʣ������л���ý������������ʵ�;4)ɫ���ء���ζ�ء��ɼ�������ά��ع�ҵ��ˮ������Ⱦ����ֶࡢ��Ⱦ�オ�����ѣ����δ�������ų����������Ȼ����ɾ���Ⱦ�������ƻ���Ȼ�����̬ƽ�⡣
��������ά��صĹ�ҵ�����У�ʹ�ö��ɡ����ۡ����������������������������֡����͡���ȡ�Ȳ���õ�����ά���Ʒ������̼��ط�Ӧ�ᾧ��������ά��ء�
�������ס�����ά���������ˮ��������ʵ�����Է�ˮ�������˹��̻������Ľ��ܣ������乤�մ���Ͷ�ʷ��ô����з��øߵ�ȱ�ݣ�һ����ҵ���Գ��ܡ�
�������ﱶ������(Bio-Doubling Process�����BDP)�ǽ�������ŷ��Ӧ�ý϶����ˮ�����¹��գ�BDP���������ŵ㣺�ٽ����������������������ס������л��������ȹ���ȫ��Э����ͬһ��Ӧ���ڽ��У��ɽ�ʡռ�����������Ͷ��;�ڴ�ȱ��������������ʹ���Ĵ���Ч�ʸߣ��������������;�������ܺĵͣ��ͳ����������ǿ;����������٣��ܱ����п��ܲ����Ķ������;�����кͼ�ع��̼�����Ч���������ɱ��������ﱶ�����������߰�����Ũ�Ȼ��˷�ˮ������һ�����ﱶ����ˮ�ѵ�����ϵͳ����ˮ�ѵ���������(CN 104003517A)����BDP������������ˮ�����˷�ˮ�����Ѿ��õ��˳���Ӧ�ã�������ҩ��ˮ������δ�����й���������
������������
������������Ŀ����Ϊ�˷����м������ڵ�Ͷ�ʴ�ռ�ضࡢ�����ɱ��ߵIJ��㣬�ṩһ���µĿ���ά���������ˮ�Ĵ������������˷���������Ŀ���ά��ع�ҵ��ˮ��ȫ����ŷŻ��һ����������á�
������������Ŀ�Ŀ�ͨ�����¼���������ʵ�֣�
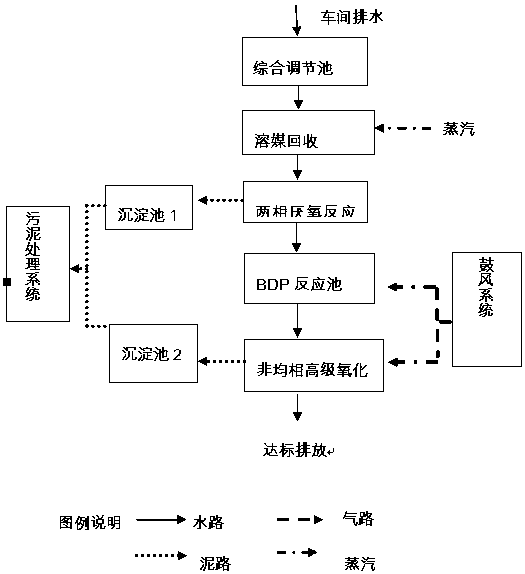
�����������ṩһ�ֿ���ά���������ˮ�Ĵ����������÷��������²�����У�
����a.�Fý����
����������ά��ع�ҵ��ˮ�ͻ���װ����70��1���»�����������;
����b.��������
������a���辭�������������Ŀ���ά��ع�ҵ��ˮ��ˮ���ữ�أ���pHֵΪ8.0-9.0����ˮ���ữ�ؾ�ˮ���ữ��Ⱥ����2-4Сʱ��Ȼ�����������Ӧ��������������������ڵ�������Ⱥ����36-48Сʱ;
����c.BDP����
������b���辭������Ӧ������ķ�ˮ��BDP���������Ʒ�ˮ���ܽ���Ϊ0.1-0.3mg/L;
����d.�Ǿ��������
������c���辭BDP���մ�����ķ�ˮ�������������ȵ��ڷ�ˮ��pHֵΪ3.0-3.5�����ˮ�а���������Ϊ0.5-2.5ml/L�����������Ͱ���������Ϊ0.5-1.5g/L���������Σ�������Ӧ1-1.5Сʱ��Ȼ���ٵ��ڷ�ˮ��pHֵΪ9-10������ټ������������γ�Fe3+���������ŷš�
������������Ŀ�Ļ���ͨ�����¼���������ʵ�֣�
��������d��������������Ϊ�������⡢�������ơ��������λ������������ȵ���ϡ�
��������d��������������Ϊ�����������Ȼ�������ö���������ȵ���ϡ�
������������������ѡ�������⡣
��������d���������������ļ�����Ϊ��ˮ������1�롣
��������d��������������Ϊ�۱�ϩ������
������ý���մ������հ��������������գ�����Һ�ɷݣ���������Լռ94%(ˮ������=1��14)������ΪDMF���ȷ¡�ˮ������Ҫ��������������>97%��
������������������ˮ�ڱ�����ѹ�¹��е�Ϊ70.4�棬���¶ȴﵽԼ70��ʱ������ͬʱ�ӻ����������������Ϊ95%����������5%ˮ��������ϸ��û���������������ˮ�ޣ�������ˮ��(����ˮ������)�����³�ȥ�ֵ�ˮ���õ�����Լ98%���������������ù�������ȥ�������ʡ�
���������������հ��������ڷ�ˮ��pHΪ8.0-9.0��ˮ���ữ�ش���2-4Сʱ�����������Ӧ����������Ӧ��ѡ��EGSB�ޣ�ͣ��ʱ��36-48Сʱ���������������账���ķ�ˮ��CODȥ���ʿɴﵽ85%-90%��
����BDP���������з�ˮ���ܽ���ά����0.1-0.3mg/L������Ũ�ȱ���8000-10000mg/L����BDP���մ�����ˮ�İ���ȥ����Ϊ97-99%���ܵ�ȥ����Ϊ95-99%��COD��ȥ����Ϊ90-95%��
�����Ǿ�����������հ��������ڳ�ˮ��pHֵΪ3.0-3.5�����ˮ�м�����������������������Ӧ1-1.5Сʱ�����ڷ�ˮpHΪ9-10��Fe3+������ȫ����������������Ϊ�������⡢�������ơ��������λ�����ϣ���ѡ30%(����Ũ��)�Ĺ���������Һ����������Ϊ0.5-1.5ml/L;����������Ϊ�����������Ȼ�����������ϣ���������Ϊ0.5-1.5g/L����ˮͨ�����������������Чȥ����ˮ�е�ɫ�Ⱥ��ѽ����л����Լ��������м��л���������ɺ��ˮCODС��50mg/L��
��������������Ϊ��������������ʹ�ã�Ч����á�
�����������Ŀ���ά��ط�ˮ�Ĵ���������������������Ϻ���������Ч�ʸߡ������ȶ��Ժã����ֳ��˶Դ˷�ˮ����Ч����Эͬ����Ч����
���������������п���ά��ط�ˮ����������ȣ����������ŵ㣺
����(1)ͨ������������Ҫ��ý���������Ļ��գ���ȥ����Ũ����Ⱦ���ͬʱ�����������ظ����ü�ֵ����ý����Լ�������ɱ���
����(2)���������������գ�ʹ�ò�����������ýŨ���������͡�����ˮ���ữ��Ӧ�Ժ�����Ⱦ�������ȥ��Ч��������ˮ�������������������ε��������ã���ߴ���Ч�����ȶ��ԡ�
����(3)ͨ��BDP��������ҩ��ˮ�е�Ӧ�ã���ˮ�е��л���Ͱ�����һ�����⣬������ﴦ����ˮЧ��;���䲻��Ҫ������������Խ���Ͷ�ʼ���;��������˶��ص���������ϵͳ����������������ʣ��������з����������͡�
����(4)���÷Ǿ�����������գ�ͨ���ʵ������������ͳ�����������ѽ����л����ɫ�ȵ�ȥ�����Ӷ�ȷ����ˮ�Ĵ���ŷţ�Ҳ�������㽫����ˮ�������յ���������Ҫ��

